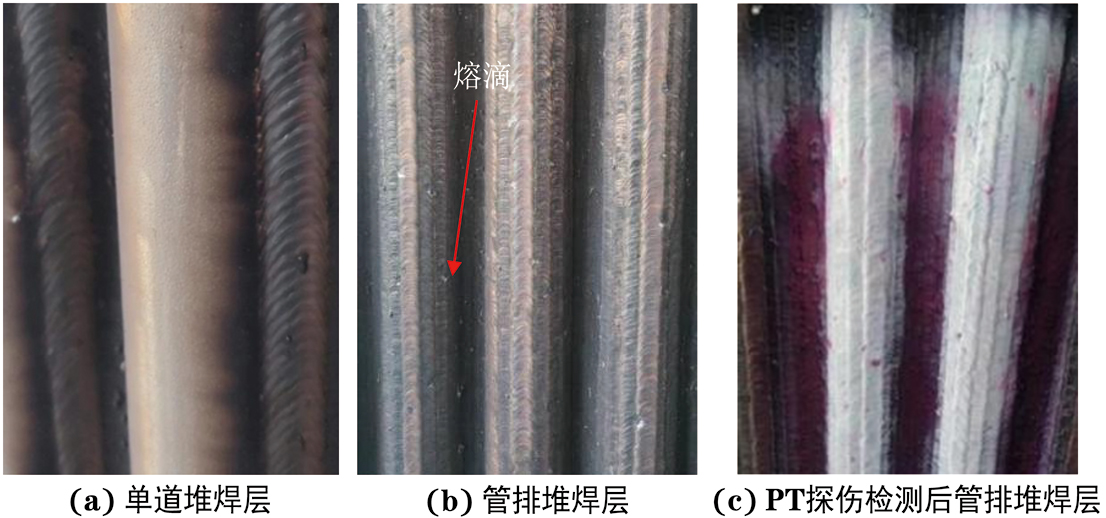
图 1 HDS65焊丝堆焊层的宏观形貌及PT探伤形貌
Figure 1. Macromorphology and PT inspection morphology of HDS65 wire surfacing layer: (a) single-pass surfacing layer; (b) pipe row surfacing layer and (c) pipe row surfacing layer after PT inspection

循环流化床锅炉(CFB)具有煤种燃料适应性广、燃烧效率高、脱硫高效、负荷调节范围大、炉膛截面积小等优点,能够实现经济有效的低污染燃烧[1-2]。由磨损导致的CFB“四管”爆管泄露事故在CFB锅炉总爆管事故中占28%~45%,成为制约电站CFB安全运行的首要因素[3-6]。通常通过在易严重磨损部位堆焊耐磨材料来防止磨损,焊接材料熔覆金属耐磨性能的优劣决定着防磨效果。近年来,一些在煤矿机械、矿山设备等其他耐磨领域应用广泛的焊丝如D517合金、YD9352合金、YD490合金、TP-NM50合金、HC-W55合金焊丝等被推广应用到CFB四管的磨损防护上。但是,这些焊丝堆焊在CFB易磨损部位存在焊接工艺性差、飞溅严重以及堆焊层成形性很差、硬度偏低、易产生裂纹等问题,给堆焊层的施工及防护应用造成质量隐患。目前,针对CFB锅炉领域工况特定场景定制化开发堆焊合金材料的研究鲜有报道。现有CFB锅炉堆焊材料以铁基合金为主,在此类合金体系的基础上,通过对合金成分进行设计和优化,可以在保证合金良好淬透性、耐磨性和热强性的同时提高其他性能。在铁基合金焊丝中添加镍能改善合金韧性及工艺性能;添加钛和铌等合金元素可以控制气孔和热裂纹,并产生细晶强化和弥散强化作用[7];适量硼、硅的添加可以降低合金熔点,形成较宽的固液相温度区间,从而改善工艺性[8];铼有利于细化合金组织和晶粒,且能提高韧性;此外,钼、钛等强碳化物形成元素易与合金中的碳形成合金碳化物,有利于进一步提高材料的硬度和耐磨性。基于此,作者研发出一种新型铁基合金体系堆焊药芯焊丝(HDS65焊丝),研究了焊丝的焊接工艺性以及堆焊层的成形质量、显微组织和高温摩擦磨损行为,拟为解决目前CFB锅炉用堆焊合金材料存在的问题,提升防磨堆焊层质量提供参考。
堆焊材料为自主研制的HDS65药芯焊丝,直径为1.6 mm,药芯的名义成分(质量分数/%)为0.3C,8.5Cr,2.0Mo,1.2Ni,0.5Ti,0.3Nb,1.5Mn,1.0B,1.5Si,0.2Re,余Fe;药芯粉末的粒径在50~200 μm,焊丝外皮为H08A冷轧钢带,焊丝的粉芯填充率为29%。采用松下CO2气体保护焊机在外径为60 mm、内径为50 mm的20G钢管排上进行单层多道堆焊,根据CFB锅炉管排的结构特点,采用自动化立式向下焊接方式,搭接率在30%~50%,堆焊厚度为2.5~3.0 mm,堆焊电流为230~260 A,堆焊电压为22~26 V,气体流量为15~18 L·min−1,堆焊速度为50~53 mm·s−1,下行速度为6~10 mm·s−1,摆幅宽度为10~14 mm,枪距小于10 mm,焊接角度为90°。
采用渗透检测(PT)探伤方法对堆焊层进行裂纹缺陷检测。用线切割机从堆焊的20G钢管排上截取金相试样,经研磨、抛光后,用王水(浓盐酸和浓硝酸体积比为3∶1)腐蚀,采用BX51M型光学显微镜观察堆焊层的显微组织。采用PANaly型X射线衍射仪(XRD)分析堆焊层的物相组成,采用铜靶,Kα射线,扫描范围为10°~90°,扫描速率为10(°)·min−1。采用HV-1000SPTA型维氏硬度计测试截面显微硬度,载荷为1.96 N,保载时间为10 s,从堆焊层表面向基体方向每隔0.25 mm取点测试,相同深度测3个点取平均值。利用HT-1000型高温摩擦磨损试验机在不同温度下测试堆焊层和20G钢的摩擦磨损行为,试样尺寸为?30 mm×8 mm,施加的载荷为4.9 N,摩擦半径为5 mm,对磨副为Al2O3陶瓷球,磨损时间为30 min,试验温度分别为25,350,600 ℃,采用P-7型轮廓膜厚示廓仪测定磨损体积。在自主研制的GW/CS-MS型高温冲蚀磨损试验装置上进行高温冲蚀磨损试验,该装置根据锅炉的工况环境设计,磨粒为粒径在1.0~1.6 mm的金刚砂,试验温度分别为25,350,600 ℃,冲蚀角度为60°,空气压力为0.65 MPa,冲蚀时间为30 min,测3个平行试样。相对耐磨性为对比材料的冲蚀磨损量与HDS65焊丝堆焊层冲蚀磨损量的比值,对比材料为CFB常用防磨材料YD490焊丝堆焊层。
由图1可以看出,堆焊层的表面洁净,焊道纹路清晰,均匀饱满,连续性好,不间断,焊道成形美观,仅在筋板附近存在个别熔滴,说明在焊接过程中几乎不产生飞溅。堆焊层无漏焊、缺焊现象,PT探伤结果显示整个堆焊层内外均无气孔和裂纹缺陷。由此可见,HDS65焊丝制备的堆焊层具有良好的裂纹抵抗能力。从堆焊层的外观质量来看,焊接过程中烟气较小,送丝顺畅,无卡滞、黏导电嘴等现象,且焊丝熔滴流动平铺性较好;研制的HDS65焊丝的焊接工艺性良好。
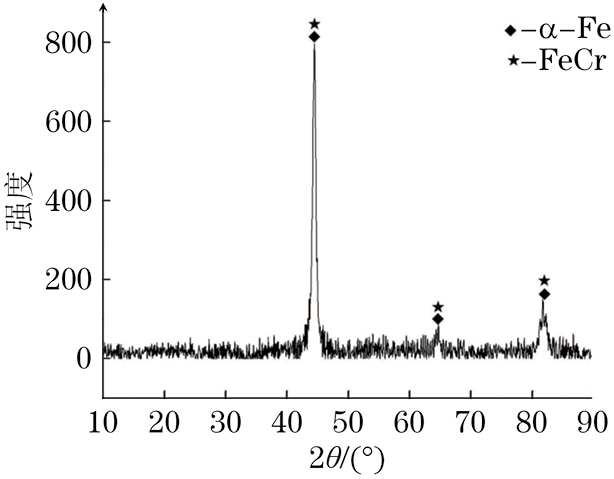
由图2可以看出,堆焊层主要由α-Fe相和以金属间化合物FeCr为溶剂的固溶体组成,未检出明显的奥氏体相。
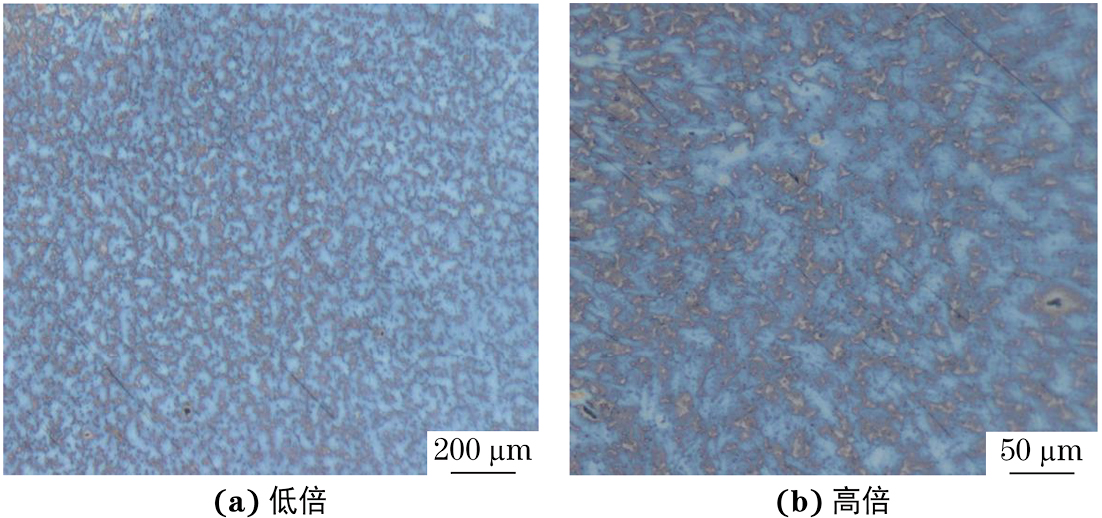
由图3可以看出,堆焊层组织主要由网状分布的包状晶及其内部的板条马氏体、FeCr基固溶体及不连续分布的细小黑色碳化物组成,组织较细小均匀。试验用堆焊材料基于铁基合金体系的马氏体型固溶体进行设计优化,铬、碳和钼等含量较高,合金的淬透性很高,同时由于焊接时冷却速率较快,堆焊层中形成了马氏体组织。
焊丝药芯中加入了适量的铬、铌、钼、钒、钛等元素,当熔池中液态金属凝固结晶时,会形成TiC、NbC等高熔点碳化物。这些碳化物由于熔点高会首先形核长大,均匀分布于液相中,为熔池结晶提供了形核质点,从而提高了形核率;同时碳化物颗粒还可能存在于晶界处,阻碍晶粒长大。因此,堆焊层组织细小均匀,这种组织有利于降低堆焊层的裂纹敏感性[7-8]。
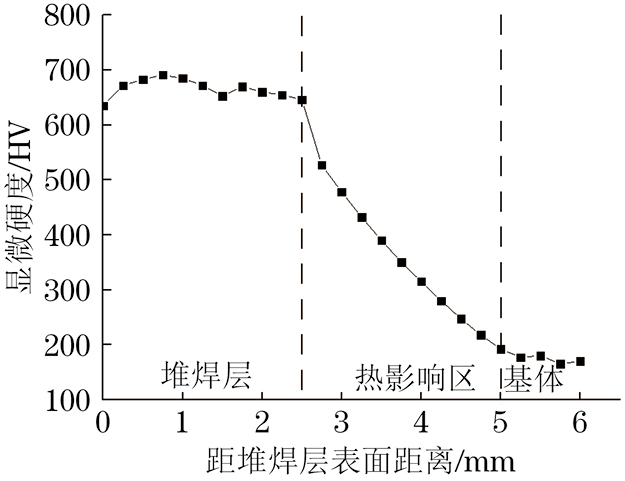
由图4可以看出:HDS65焊丝堆焊层的显微硬度较高,在630~690 HV,高于目前应用的耐磨材料的硬度要求(436 HV),且硬度分布较均匀;随着深度的增加,堆焊层硬度总体呈略微降低的趋势,这可能是因为焊接熔池的结晶过程是由基体向堆焊层表面进行的,后结晶部位的液相中溶质原子通常更密集,马氏体中固溶的碳含量或形成的碳化物含量更高;热影响区的硬度随着深度的增加基本呈线性降低。
在25,350,600 ℃条件下,HDS65焊丝堆焊层的冲蚀磨损量分别为0.92,1.13,1.42 mg·cm−2,对比材料YD490焊丝堆焊层的冲蚀磨损量分别为1.29,1.81,2.98 mg·cm−2,HDS65焊丝的相对耐磨性分别为1.4,1.6,2.1。可见:HDS65焊丝堆焊层的冲蚀磨损量小于YD490焊丝堆焊层,说明其耐冲蚀磨损性能优于YD490焊丝堆焊层;随着温度的升高,HDS65焊丝堆焊层的冲蚀磨损量增大,耐冲蚀磨损性能变差,但是其磨损量增加速率较YD490焊丝堆焊层低。HDS65焊丝堆焊层中存在大量马氏体组织,同时药芯中含有碳、硼、铬、钼等元素,这些元素一方面易溶于基体相产生固溶强化效果,并提高淬透性[9],另一方面形成高熔点碳化物为熔池结晶提供形核质点,凝固后若存在于晶界处则可以阻碍晶粒长大,从而起到弥散强化和细晶强化作用[10];此外,铬、碳和硼还可能形成化合物,分布于马氏体基体中,从而增加位错能,对基体中的位错产生钉扎作用,阻碍位错运动,提高堆焊层的抗变形能力,从而提高堆焊层的耐冲蚀磨损性能[11-12]。
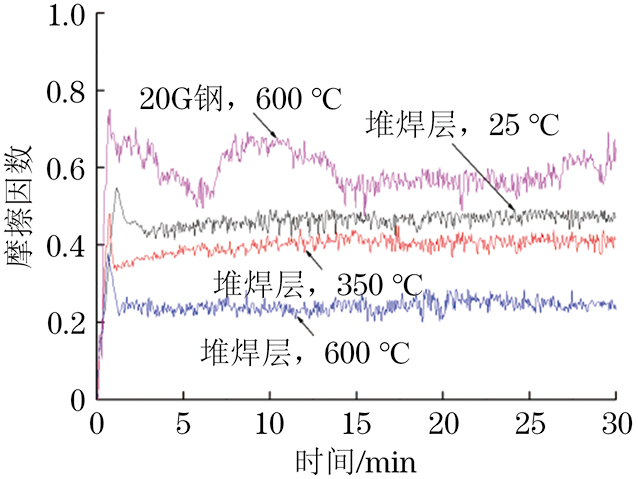
由图5可以看出,不同温度摩擦磨损时HDS65焊丝堆焊层的摩擦因数均随时间的延长先急剧增大后在一定范围内稳定波动。这是由于在摩擦开始阶段,对磨球与堆焊层表面为点接触,此时接触应力大,导致摩擦因数波动大;随着摩擦的进行,对磨球深入堆焊层中,与堆焊层的接触面积增大,摩擦更加剧烈,摩擦因数迅速增大,最终摩擦因数达到一个相对平稳的波动状态[13]。随温度升高HDS65焊丝堆焊层的摩擦因数降低,600 ℃时在0.2~0.3,远低于20G钢基材。温度升高会导致材料表面发生软化和热膨胀,使得摩擦接触面的接触压力降低,摩擦磨损时的摩擦力减小,从而导致摩擦因数降低。此外,在较高温度下磨损表面可能会形成完整连续的氧化膜,起到润滑作用,从而稳定磨损过程并降低摩擦因数[14]。
在25,350,600 ℃条件下,HDS65焊丝堆焊层的磨损体积分别为0.416,0.492,0.628 mm3;随着温度的升高,堆焊层的磨损体积增大,耐磨性能变差。600 ℃时堆焊层的体积磨损量仅为20G钢基材(1.195 mm3)的52.6%,堆焊层的耐磨性能远高于基材。随着摩擦磨损温度的升高,堆焊层表面出现热膨胀,变形抗力降低,表面微观凸起更容易磨损,并且氧化速率加快,因此耐磨性能降低。HDS65焊丝堆焊层的组织为合金化的马氏体型固溶体和细小碳化物,具有高硬度和高耐磨性能,同时合金中添加的微量元素,尤其是铌元素可以起到减摩耐磨的效果[15],因此堆焊层表现出较优异的摩擦磨损行为。
(1)HDS65焊丝的焊接工艺性良好,焊接过程中几乎不产生飞溅,焊道成形美观;制备的堆焊层内外均无气孔和裂纹缺陷,组织主要由板条马氏体、以金属间化合物FeCr为溶剂的固溶体及不连续分布的细小黑色碳化物组成。
(2)HDS65焊丝堆焊层硬度较高,在630~690 HV,与YD490焊丝堆焊层相比,在350,600 ℃条件下的冲蚀磨损量均更低,耐冲蚀磨损性能更优;随着温度的升高,HDS65焊丝堆焊层的冲蚀磨损量增大,耐冲蚀磨损性能变差,摩擦因数降低,600 ℃时低至0.2~0.3,远低于20G钢基材,磨损体积增大,在600 ℃时为0.628 mm3,仅约为20G钢的1/2。600 ℃高温条件下HDS65焊丝堆焊层也具有良好的摩擦磨损性能。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号