0. 引言
FGH4096合金是一种常见的粉末高温合金,具有组织均匀、热加工变形性能好等优点,是制备高性能航空发动机涡轮盘、环形件及其他热端部件的关键材料,已应用于推重比为10以上的航空发动机上[1-3]。在高温环境下长时服役时,粉末高温合金的氧化现象严重,这会降低航空发动机热端部件的服役寿命;同时发动机性能的不断提高也对高温合金涡轮盘的抗氧化性能提出了更高要求[4]。研究[5-8]表明,合金中的杂质元素(氧、硅、硫等)含量影响其抗氧化性能,杂质含量较低的合金的抗氧化性能较好。目前,有关粉末高温合金的高温氧化行为的研究主要集中在高温下形成的氧化膜结构方面[9-11],对于杂质含量较低的粉末高温合金的抗氧化性能鲜有研究。
电子束精炼技术具有能量密度高、真空度高、可控性好等优点,是实现材料熔炼与提纯的一种有效工艺。ZHUANG等[12]通过电子束精炼技术制备了一种新型镍钴基合金并研究了其氧化行为,发现氧化后该合金具有较好的氧化膜结构。魏鑫等[13]研究发现,通过电子束精炼技术制备的Inconel718合金具有良好的抗氧化能力。ZHAO等[14]研究发现,通过电子束精炼技术制备得到的K417合金具有大的晶界密度和较少的杂质含量,抗氧化性能良好。以上研究均表明,电子束精炼可以显著降低合金中的杂质含量,提升高温合金的抗氧化性能,但上述研究均未深入解释杂质元素对高温合金抗氧化性能的影响机制。
作者通过电子束精炼技术制备了超纯净的FGH4096合金,在750 ℃和900 ℃下对该合金进行恒温氧化试验,研究了氧化膜的表面形貌、截面结构及物相组成,分析了该合金的高温氧化行为,并与真空感应熔炼技术制备的FGH4096合金进行对比,明确抗氧化性能与合金纯净度之间的相关性,这对于进一步提升粉末高温合金抗氧化性能具有重要意义。
1. 试样制备与试验方法
试验材料为分别采用真空感应熔炼技术和电子束精炼技术制备的FGH4096合金。采用XRF-1800型X射线荧光光谱仪和ONH-P型脉冲红外热导氧氮分析仪测得2种工艺制备的合金的化学成分如表1所示,真空感应熔炼和电子束精炼技术制备合金的杂质氧元素质量分数分别为0.001 6%和0.000 9%,可知电子束精炼合金的氧含量更低。采用SXL-1400℃型箱式马弗炉对试验合金进行固溶+时效热处理,即将合金铸锭以10 ℃·min−1的速率升温至1 130 ℃并保温1 h,空冷至室温,然后在760 ℃保温8 h,空冷至室温。采用DK7735型电火花线切割机在试验合金上切割出尺寸为15 mm×10 mm×3 mm的薄片试样,经研磨、抛光后用无水乙醇清洗,然后置于DGG-9053A型电热恒温鼓风干燥箱中在60 ℃下烘干。
按照HB 5258—2000《钢及高温合金的抗氧化性测定方法》,采用SXL-1400℃型箱式马弗炉进行恒温氧化试验。将氧化铝坩埚清洗并烘干,置于温度高于试验温度50 ℃的炉内焙烧5 h,出炉冷却后移至干燥箱内静置1 h,采用精度为0.1 mg的分析天平称取坩埚的质量,重复5次焙烧步骤直至坩埚质量恒定;将不同合金试样置于坩埚中,试样与坩埚壁保持点接触,分别在750 ℃和900 ℃下进行恒温氧化试验,氧化时间分别为1,5,10,25,50,75,100 h,采用分析天平测得不同温度氧化不同时间时试样的质量,计算单位面积氧化质量增量和平均氧化速率,计算公式分别为
式中:G+为单位面积氧化质量增量;m1为氧化试验前试样与坩埚的总质量;m2为氧化试验后试样与坩埚的总质量;S为试样的表面积;t为氧化时间;v为平均氧化速率;为不同氧化时间下单位面积氧化质量增量平均值。
采用Empyrean型X射线衍射仪(XRD)分析氧化膜的物相组成,采用铜靶,Kα射线,工作电压为40 kV,工作电流为30 mA,扫描范围2θ为20°~120°,扫描速率为4(°)·min−1。采用Zeiss Supra55型场发射扫描电子显微镜(SEM)观察合金表面和截面氧化物形貌,并用SEM附带的能谱仪(EDS)进行微区成分分析,采用EPMA-1600型电子探针分析氧化膜截面的元素分布。
2. 试验结果与讨论
2.1 氧化动力学曲线
由图1可以看出:在相同氧化条件下,与真空感应熔炼制备的合金相比,电子束精炼制备合金的单位面积氧化质量增量较小,表明该合金的氧化程度更轻;随着氧化温度由750 ℃升高至900 ℃,不同工艺制备的合金的单位面积氧化质量增量均增加;在不同温度下,不同工艺制备合金的单位面积氧化质量增量均随时间的延长而增大,且均在前50 h内增加速率较大,而在50~100 h范围增加速率变缓。
在750,900 ℃氧化温度下,真空感应熔炼制备合金的平均氧化速率分别为0.018 1,0.107 5 g·m−2·h−1,电子束精炼制备合金的平均氧化速率分别为0.015 9,0.089 5 g·m−2·h−1。按照HB 5258—2000中的抗氧化性能评定方法,除900 ℃氧化温度下真空感应熔炼制备的合金属于抗氧化级,其他条件下均属于完全抗氧化级。电子束精炼制备合金的平均氧化速率低于真空感应熔炼制备合金,抗氧化性能更优。
氧化膜的生长速率不仅可以通过单位面积质量增量来描述,还可以通过氧化膜厚度的变化来表示。由表2可以看出:不同工艺制备FGH4096合金的氧化膜厚度随氧化温度的升高而增大,随氧化时间的延长而增大;在相同氧化条件下,电子束精炼制备合金的氧化膜厚度小于真空感应熔炼制备合金,在750 ℃,900 ℃氧化100 h后氧化膜厚度分别减小了28.91%,9.51%。2种工艺制备合金的氧化膜增厚动力学与增重动力学呈现了相似的行为特征。
2.2 氧化膜形貌及物相组成
由图2可以看出,在相同氧化条件下,真空感应熔炼和电子束精炼制备合金氧化膜的氧化物种类及其衍射峰强度区别不大。在750 ℃下氧化1 h后,合金表面出现Cr2O3、TiO2氧化物,此时氧化物很少,合金氧化程度轻;当氧化时间延长至100 h时,表面氧化物种类不变,但含量增加。当氧化温度升高至900 ℃时,1 h短时氧化后表面氧化物的种类与750 ℃下一致,但含量更高,氧化100 h后新增了尖晶石相Co(Ni)Cr2O4,这表明在更高温度和更长时间下,合金的氧化程度更高,氧化反应更复杂。
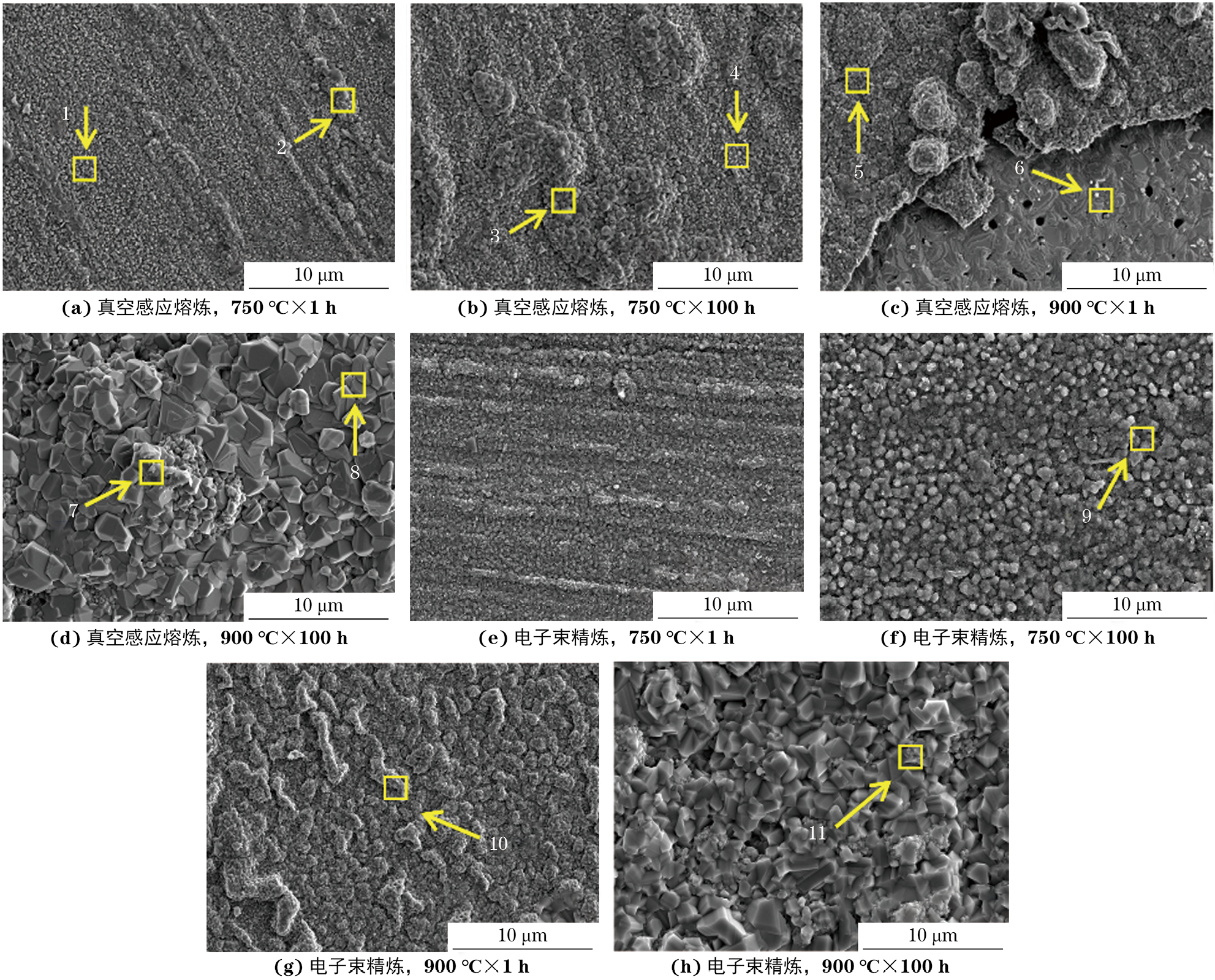
由图3和表3可以看出:在750 ℃氧化1 h后,2种工艺制备的合金的氧化程度都很轻,表面氧化物生长趋势及组成相似;结合XRD谱,表面颗粒状氧化物主要为Cr2O3和TiO2(区域1和区域2),由于氧化时间较短,这些氧化物尚未充分发展,周围大部分为未氧化的基体。当氧化时间延长至100 h后,真空感应熔炼制备合金的表面氧化物颗粒长大聚集,形成不规则块状凸起,该处可能会产生应力集中,块状凸起部位(区域3)主要由TiO2组成,而平面处(区域4)则富含Cr2O3;电子束精炼合金表面平整,均匀连续的TiO2氧化物颗粒(区域9)弥散分布在表层,为基体提供良好的保护作用[15]。在900 ℃下氧化1 h后,真空感应熔炼合金表面部分区域(区域5)形成了Cr2O3和TiO2覆盖层,部分区域(区域6)的氧化膜剥落,露出合金基体,同时该区域还存在较多孔洞,这为氧气向基体扩散提供了便利条件;电子束精炼合金表面的TiO2(区域10)形核长大,聚集成弯曲条状,表面氧化膜完好无损。在900 ℃下氧化100 h后,不同工艺制备的合金表面氧化物均生长成连续的氧化膜,由弥散分布的TiO2、Cr2O3(区域7)以及少量的Co(Ni)Cr2O4(区域8)组成,氧化物尺寸增大;真空感应熔炼合金表面氧化膜呈山脊状,氧化物颗粒尺寸不均匀,部分氧化物出现剥落趋势,而电子束精炼合金表面氧化膜分布均匀,氧化物颗粒尺寸均匀。
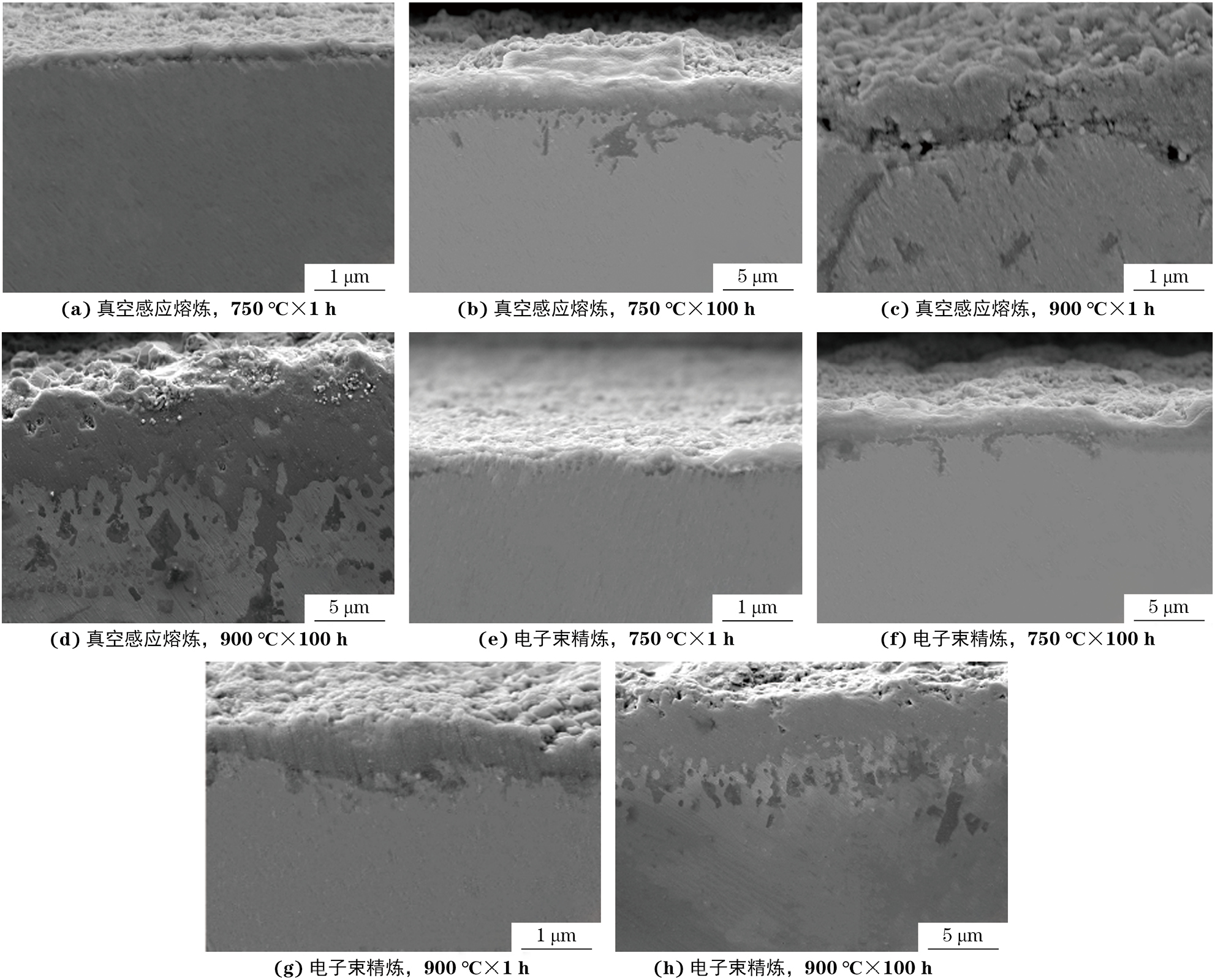
由图4可以看出:在750 ℃氧化1 h后,电子束精炼合金的氧化程度很轻,氧化膜较薄,与基体间结合紧密,真空感应熔炼制备合金表面氧化物与基体间结合不紧密;在750 ℃氧化100 h后,电子束精炼制备合金表面氧化物颗粒长大,氧化膜变厚,厚度增幅比真空感应熔炼合金小,膜厚均匀,说明氧化速率均匀,而真空感应熔炼制备合金表面氧化膜形成了山脊状轮廓,氧化速率不均匀。在900 ℃氧化1 h后,电子束精炼制备合金表面氧化膜与基体结合紧密,真空感应熔炼制备合金表面氧化膜受损,出现剥落现象;在900 ℃氧化100 h后,电子束精炼合金表面氧化膜显著增厚,最外层呈山脊状轮廓,氧化膜表面可见少量微孔,最内层则分布着棒条状氧化物,与真空感应熔炼合金相比,电子束精炼制备合金氧化膜中的孔隙更少,内氧化程度更轻,氧化膜更薄。
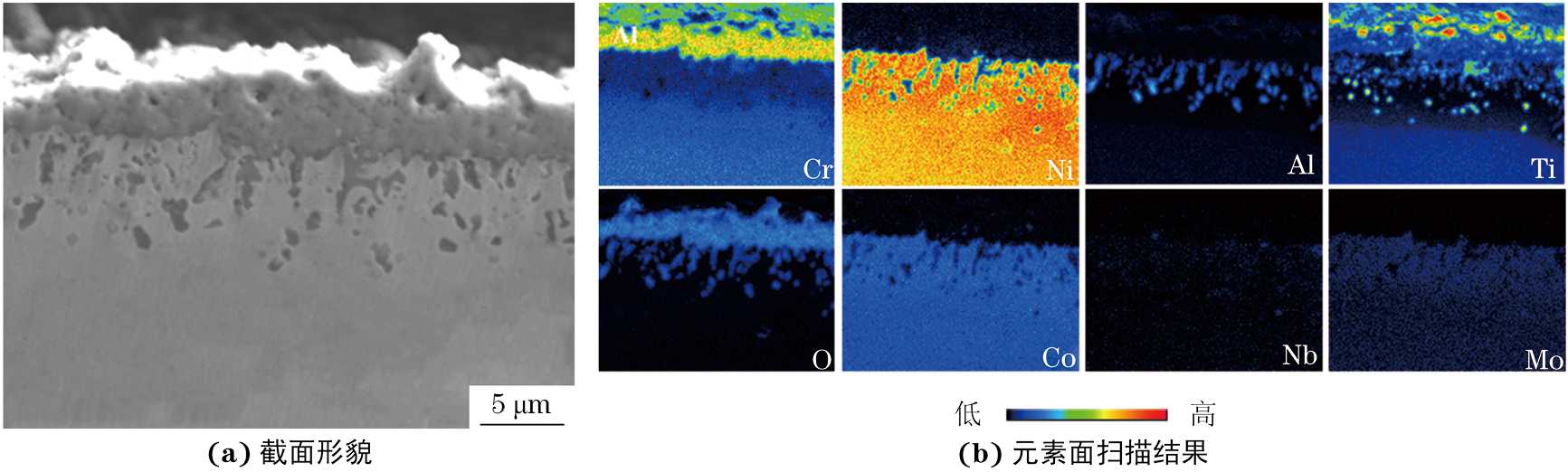
由图5可以看出,在900 ℃下氧化100 h后,电子束精炼合金表面氧化膜呈三层结构,结合XRD谱可知,其最外层由弥散分布的TiO2及少量Co(Ni)Cr2O4组成,中间层以Cr2O3为主,内层为均匀分布的棒状Al2O3,同时Al2O3层内部存在少量钛元素偏聚。Al2O3在合金基体中沿晶界生长,会阻碍Cr3+的扩散,抑制Cr2O3膜的生长并减少合金内部孔洞的数量,从而提高氧化膜与基体的结合力,降低合金的氧化速率[16]。
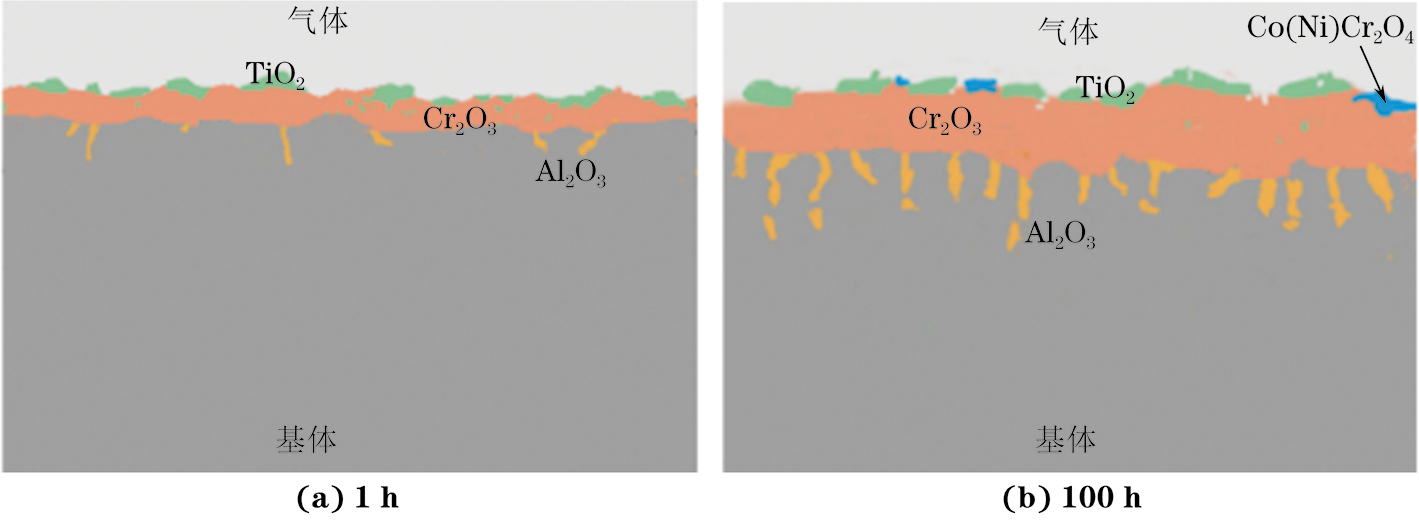
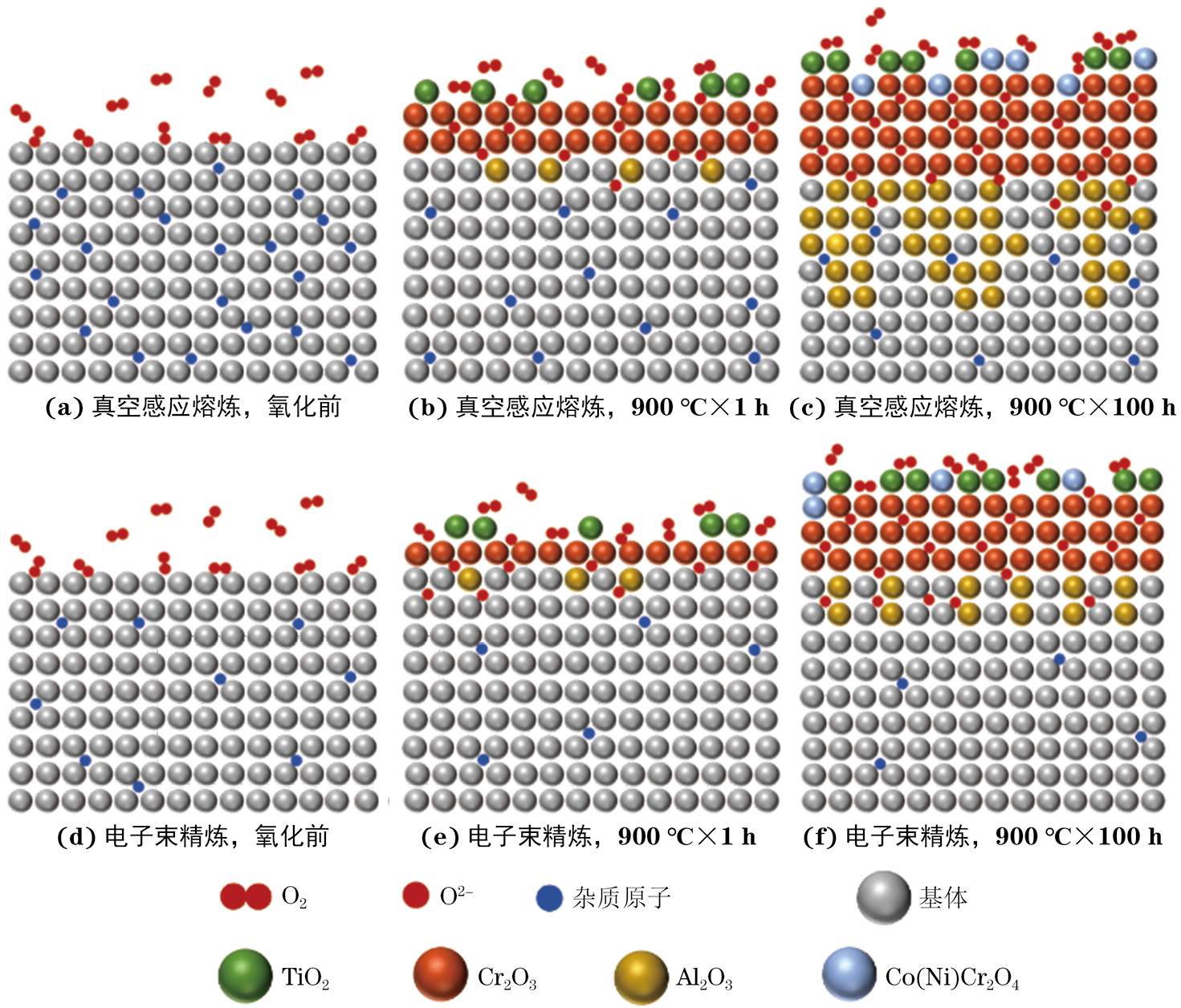
相较于750 ℃,合金在900 ℃下的氧化行为更显著,故对900 ℃下的氧化行为进行分析。如图6所示,在900 ℃下氧化初期(1 h),氧分子在范德华力的作用下吸附在合金表面,随后分解为氧原子并扩散到基体中,与基体中合金元素发生反应,氧化物开始形核,基体表面形成平整的氧化物薄膜。此时控制氧化膜生长速率的主要因素是氧气与金属在固/气界面的化学反应。钛的扩散速率及其对氧的亲和度都大于铬[17-18],在热力学和动力学角度上,TiO2比Cr2O3更容易生成,但是由于基体中铬含量较高,因此TiO2与Cr2O3同时生成。随着表面钛、铬的消耗,基体内部钛、铬元素向外部扩散,继续与氧原子发生反应,因此氧化膜增厚。由于基体中铬元素含量较高,因此Cr2O3生成数量较多。随着氧化时间的延长,钛在Cr2O3氧化膜中扩散,在此过程中,Ti4+取代Cr3+,在Cr2O3结构中形成阳离子空位,促进了TiO2的生成[19]。根据Richardson-Ellingham图[20-22],TiO2形成的自由能低于Cr2O3,因此TiO2氧化膜更加致密。镍、钴与氧的亲和度较低,氧化初期未观察NiO、CoO的生成。但随着氧化时间的延长,形成的Co(Ni)O在外层与Cr2O3经过复杂的氧化反应生成Co(Ni)Cr2O4尖晶石相。同时,随着氧化过程的进行,合金表面会形成致密的氧化膜,导致合金/氧化物界面上的有效氧分压大大降低,Al2O3在900 ℃时的平衡氧分压远低于TiO2和Cr2O3,且铝对氧的亲和度很高,更大程度上促进了内层Al2O3的生成。Al2O3的形成阻碍了钛元素的扩散,因此Al2O3层内部产生了偏聚的钛元素。
2.3 氧杂质元素对抗氧化性能的影响
FGH4096合金氧化膜中存在的TiO2、Al2O3等都属于n型氧化物,Cr2O3、Co(Ni)Cr2O4等则属于p型氧化物[23-24]。p型氧化物的生长速率主要由大气中的氧分压决定,而n型氧化物的生长速率主要由基体/氧化膜界面处的氧分压决定[25]。电子束精炼技术制备的FGH4096合金基体中的溶解氧原子较少,金属/氧化物界面的氧分压较低,从而减缓了n型半导体氧化物Al2O3向内扩散的速率[26-28]。根据Wagner模型,绘制FGH4096合金在900 ℃氧化过程中原子扩散机理,如图7所示。FGH4096合金中的点缺陷主要包括空位和间隙,氧通过间隙扩散机制进行迁移,而间隙扩散系数通常比晶体的自扩散系数大得多[25],这使得氧在FGH4096合金中快速扩散。FGH4096合金中的氧杂质离子会替代氧化膜中的Cr3+,Al3+,Ni2+,Ni4+,Co2+,由于氧杂质离子与这些离子的尺寸不同,导致在替代过程中周围晶格发生畸变,促进空位的形成,而空位为氧和Cr3+,Al3+,Ni2+等离子提供了扩散通道,进一步加速氧化反应。电子束精炼FGH4096合金的氧质量分数低于真空感应熔炼合金,氧化过程中的缺陷数量较少,有效降低了氧化膜的生长速率。因此,具有较低氧含量的电子束精炼FGH4096合金的氧化膜厚度较小。
3. 结论
(1)与真空感应熔炼FGH4096合金相比,电子束精炼FGH4096合金的杂质氧含量较低,在相同条件下高温氧化后的单位面积氧化质量增量和氧化膜厚度均较小,700,900 ℃氧化温度下的平均氧化速率均小于0.1 g·m−2·h−1,合金属于完全抗氧化级,抗氧化性能较好。
(2)在900 ℃下氧化100 h后,电子束精炼合金的氧化膜由最外层的TiO2和Co(Ni)Cr2O4、中间层的Cr2O3以及内层的Al2O3组成。与真空感应熔炼制备的合金相比,电子束精炼合金的氧化膜更薄,孔隙更少,均匀性和致密性更好,内氧化程度更轻。
(3)在氧化初期,电子束精炼FGH4096合金表面生成TiO2和Cr2O3,随着氧化时间的延长,外层形成的Co(Ni)O与Cr2O3反应生成Co(Ni)Cr2O4尖晶石相,氧化膜逐渐致密,在低氧分压下于内层生成大量Al2O3;电子束精炼FGH4096合金中氧杂质含量较低,缺陷数量较少,有效降低n型半导体氧化物Al2O3沿晶界向内生长的速率,氧化膜厚度较小。
文章来源——材料与测试网







 浙公网安备 33042402000106号
浙公网安备 33042402000106号

