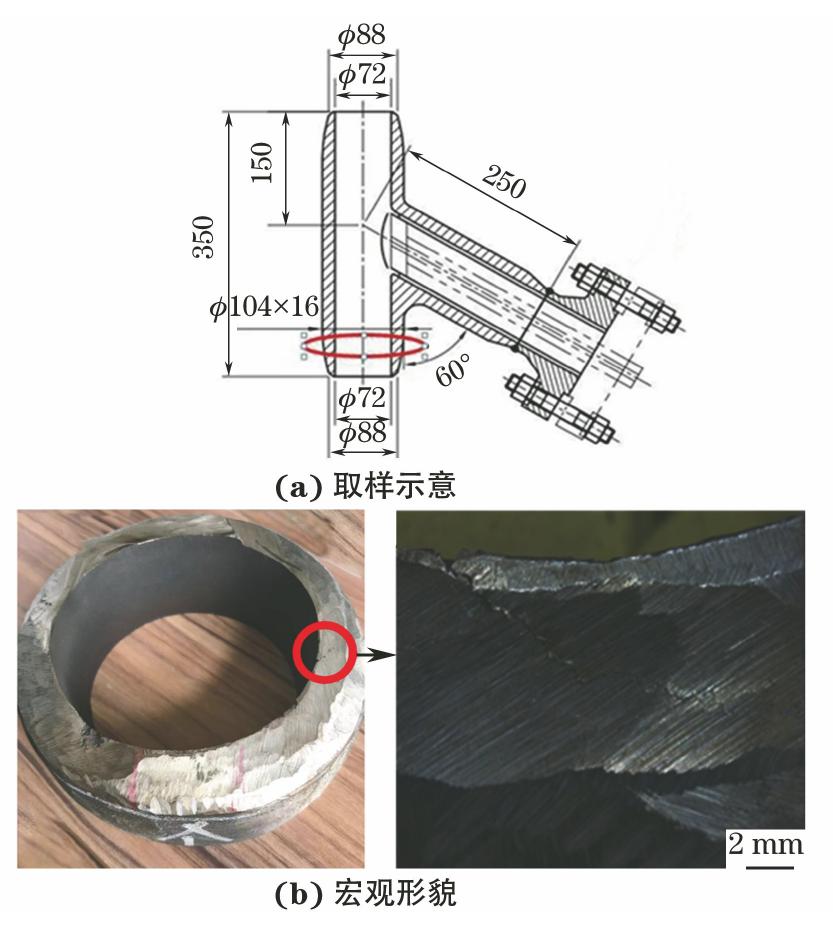
图 1 失效炉管的取样示意及失效试样的宏观形貌
Figure 1. Sampling schematic of failed furnace tubes (a) and macro morphology of failed samples (b)

乙烯裂解炉是高温裂解制取乙烯的主要设备之一,其工作环境复杂恶劣,长期处于高温氧化、渗碳以及各种复杂应力的工况下,炉管会发生失效甚至爆炸,这些都可能造成重大的经济损失和人员伤害。因此,对长期服役的失效乙烯裂解炉管进行分析并提出解决方案,不但可以预防同类失效事故的发生,而且对乙烯裂解炉管的选材与制造也具有参考价值和借鉴意义。
目前,裂解炉管通常采用耐热合金钢Cr25Ni20、Cr25Ni35或Cr35Ni45制造,运行介质为石脑油、轻烃及液化石油气等,其特点是炉管内部压力低,约为0.3 MPa,工作温度为800~1 000 ℃,最高温度可达1 100 ℃,通常设计使用寿命为100 000 h,但实际生产中根据材料的质量和操作条件等,使用寿命可能为30 000~180 000 h[1-4]。目前,关于炉管材料失效的研究较多,由于长期暴露在恶劣环境中,炉管材料会发生氧化、渗碳和腐蚀损伤,积累的损伤会弱化材料的微观结构和力学性能,尤其热冲击和突然启停会导致损伤迅速发展成为裂纹[5]。过热是导致其失效的另一常见原因,炉管温度超过1 000 ℃将导致服役炉管材料发生脆化[6],二次析出物的过度粗化和溶解[7],炉管的纵向开裂和力学性能弱化。炉管在使用过程中会产生由于热膨胀引起的热应力,热应力促进了炉管的蠕变变形[2,8-10]。热应力和热疲劳的结合,加上管壁内的物相结构变化,将导致管壁内蠕变损伤的发展,蠕变孔洞形核、长大并连接形成裂纹,最终导致断裂[10]。因此,裂解炉管失效大多是由炉管材料的微观组织和力学性能劣化引起的,而这种劣化与晶界和晶粒内部的力学性能差异以及元素分布有关。笔者对服役多年的失效炉管内壁及外壁氧化及渗碳行为进行研究,探讨了高温服役过程中炉管材料内壁氧化、渗碳及断裂机理,解释了渗碳对晶界的脆化影响,以期为防止炉管失效提出指导性建议。
炉管服役7 a,位于裂解炉外辐射段出口处,牌号为20Cr32Ni,操作温度为850 ℃,压力为0.35 MPa。炉管的取样位置及形貌如图1所示,炉管内径和外径分别为72.0 mm和107.5 mm,如图1(b)圆圈内所示,肉眼可见裂纹。失效试样的化学成分(质量分数)为:0.41% C,2.25% Si,1.23% Mn,34.64% Ni,21.89% Cr,37.38% Fe,0.47% Nb,0.28% S,1.10% Ti。
对失效管件进行了显微组织观察、显微硬度测试、能谱分析以及裂纹形貌分析等。采用线切割制备了尺寸为10 mm×10 mm×15 mm的试样进行显微组织观察和显微硬度测试。试样表面采用砂纸(240~1 200号)逐级打磨后,用10%(体积分数)草酸水溶液电解腐蚀,腐蚀时长3~5 s,腐蚀电压6 V,温度为室温。经过多次腐蚀后,采用酒精超声清洗试样并用吹风机吹干。显微组织及裂纹形貌观察采用Zeiss Observer A1m型光学显微镜(OM)和扫描电子显微镜(SEM),物相分析采用能谱仪(EDS),显微硬度测试采用维氏硬度计。
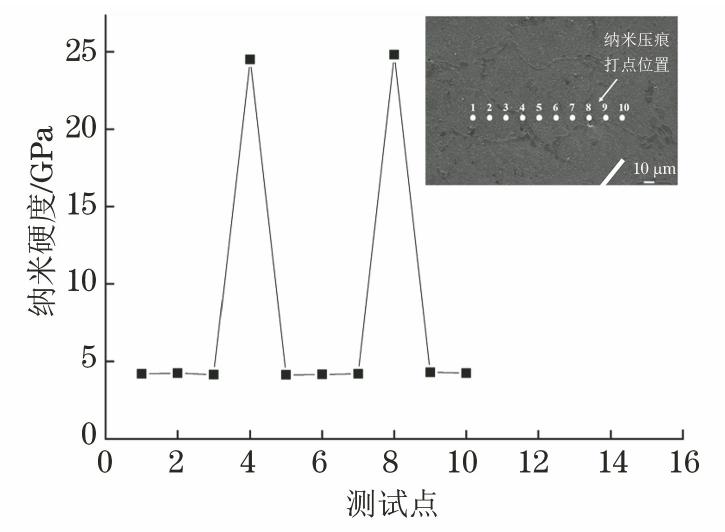
为了进一步研究渗碳对晶界强度的影响,采用纳米压痕试验研究晶界及晶粒内部的硬度分布。试验仪器为纳米力学测试系统(Agilent,G200,USA),其原理为利用纳米级尺寸的金刚石压针压入试样表面,通过连续记录加载和卸载过程中载荷与位移的变化获得纳米硬度。按压三组后取其平均值作为最终结果。
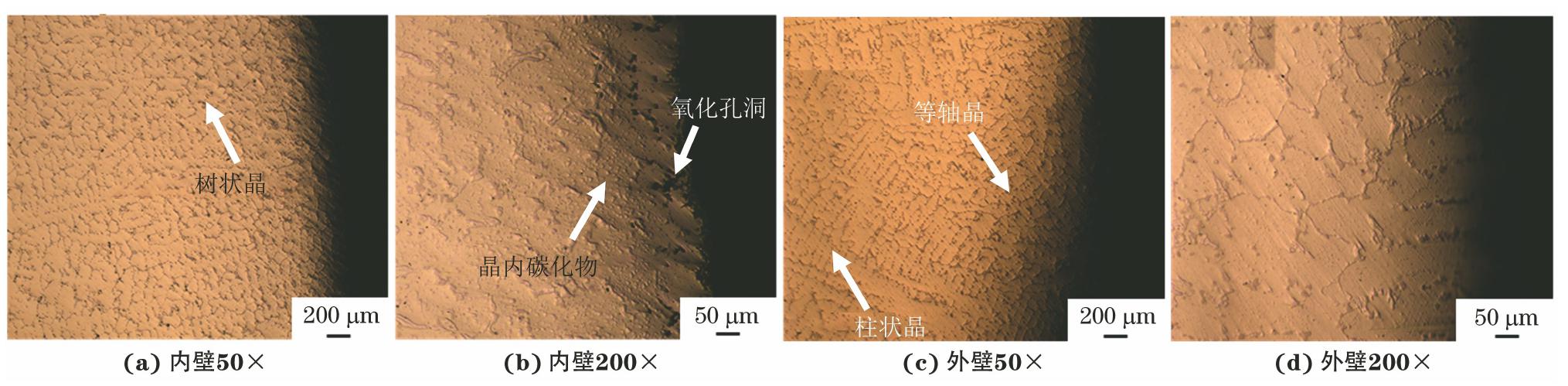
由图2可见:7 a服役后炉管试样内壁仍保留部分枝晶组织特征,由于氧和碳的过度扩散,二次沉淀物连接成块,枝晶间长条状碳化物变得粗糙且连续,有连接成网状的趋势,晶内碳化物弥散分布,内壁边界处氧化导致的孔洞随处可见。在低倍视野下,炉管外壁和内壁的显微组织区别不大,以等轴晶和柱状晶为主。但在更高倍视野下,相对内壁,外壁区域枝晶的二次碳化物的富集较少,晶内颗粒状二次碳化物和高温蠕变孔洞明显比内壁少。
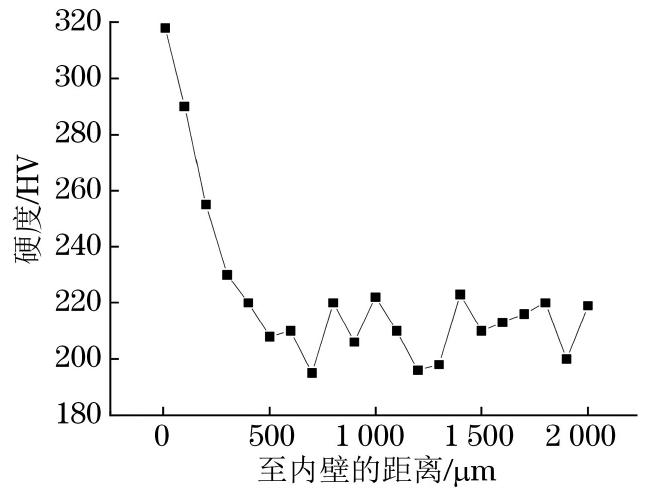
炉管材料的硬度分布与各区域的含碳量有关,从内壁到外壁的显微硬度分布如图3所示,沿内壁到外壁方向,C的扩散能力逐渐下降,硬度逐渐下降并在离内壁表面约750 μm后基本趋于稳定,因此,内表面的渗碳层厚度约为750 μm。
由微观形貌观察结果可见,炉管服役多年后靠近内壁区域的枝晶组织特征已不明显,晶界出现了区域的碎片化,呈块状分布。进一步分析炉管不同部位晶界周边的化学元素分布可见,在靠近内壁区域的晶界上,Cr元素富集整个晶界,深灰色处主要为富Cr的碳化合物,见图4(a)。Si和Nb元素在晶界上的富集位置基本一致,Ni元素在晶界上非Cr元素富集处出现富集,富集处显示为白色或浅灰白色,Nb、Ni、Si在晶界上的富集较小且和Cr元素在晶界上形成互补关系。原始铸态炉管枝晶间有两种组织,分别为奥氏体和骨架状的共晶碳化物[11],在SEM下呈现白色鱼骨状和灰黑色长条状,分析发现白色鱼骨状组织为NbC的共晶碳化物,灰黑色长条状组织为富Cr的M7C3型碳化物[12]。在高温服役过程中,晶界碳化物和析出相会发生转变,原始的碳化物逐渐转变为M23C6,同时晶内析出二次碳化物。白色骨状碳化物NbC随着温度的升高,在700~1 000 ℃分解后会和Si,Ni形成G相(Nb6Ni16Si7),其中Si元素可促进NbC向G相转变,但是当温度高于1 100 ℃,G相不稳定,也会分解[13]。如图4所示,富集位置处呈浅灰色,同时含Nb、Ni、Si元素,可以推断炉管材料长期在高温环境中服役产生了G相。靠近中部区域晶粒的等级和Cr元素的富集相对于内壁区域明显变弱,G相富集增多且变成块状或长条状。如图4(c)所示,靠近外壁区域,晶界是完整的,没有碎化现象。但Cr元素富集程度相对于内壁变弱,由于炉管内乙烯等原料的不断裂解,内壁的C不断渗入,随着C从内壁向材料心部渗入,内壁表面含C量与心部含C量形成浓度差,表面的C向内部扩散,导致内壁区域碳化铬增多,而靠近外部区域,在服役期间缺少渗碳环境,因此富铬碳化物减少。
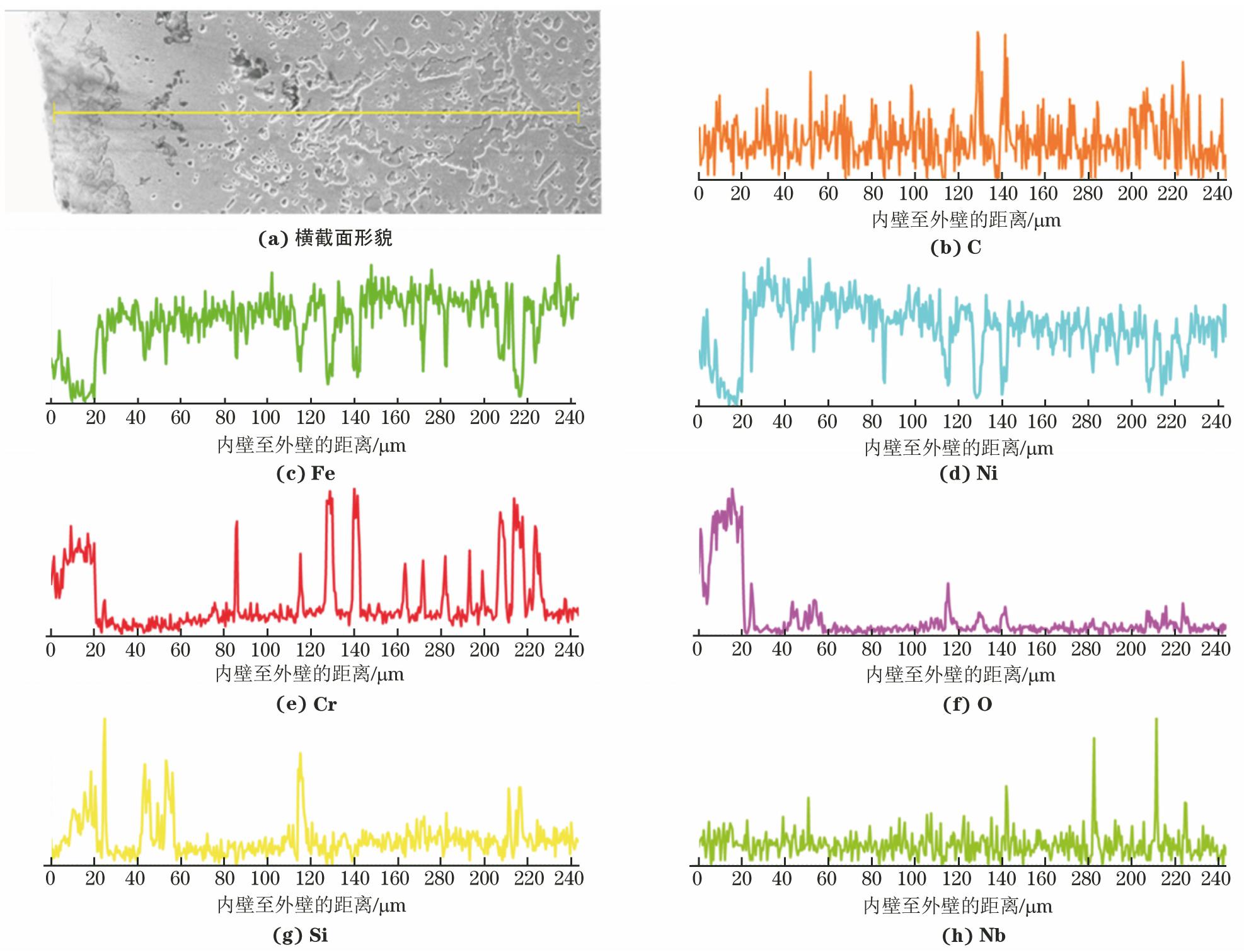
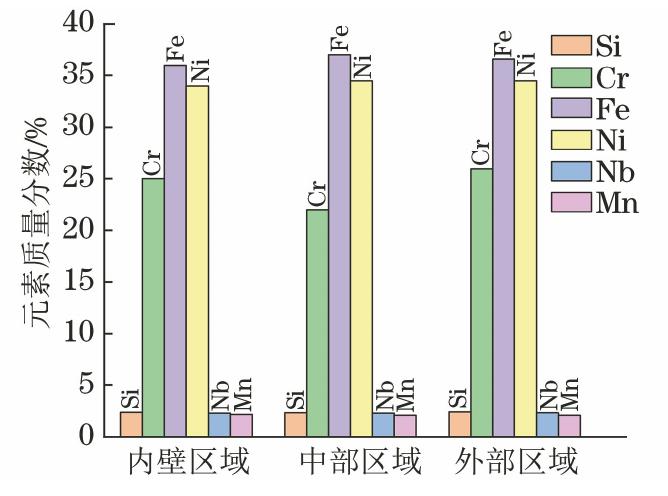
从内壁向外壁区域进行EDS线扫,由图5可见:0~20 μm出现Cr,O元素的富集,结合SEM图片可知该处是Cr2O3氧化层,厚度约为20 μm。20~120 μm处,由于表面形成Cr2O3氧化层,次表层区域Cr损耗出现了贫Cr区,同时,随着渗碳时间的增加,C向晶内扩散使富铬碳化物在晶界上析出,基体中Cr含量进一步降低,因此此处的渗碳层基体变为贫Cr区。Si含量在0~20 μm处逐渐升高,产生SiO2氧化物。由线扫描结果可知,炉管内表面氧化形成了含有Cr2O3和SiO2的氧化层。致密的Cr2O3氧化层不仅可以进一步阻碍氧化,还可以有效减缓C的渗入[6,14],有抵制渗碳的作用。然而,在实际服役过程中,温度、流体介质及服役条件等问题导致氧化膜产生缝隙发生破裂并最终剥落。设备的开停车会产生较大的温度差异,Cr2O3、SiO2氧化膜与基体热膨胀系数之间的差异会产生热应力,当这些应力超过氧化膜的极限强度或氧化膜与基体的结合强度时,氧化膜发生破裂;在生产过程中通常会通入水蒸气进行清焦,从而引起热疲劳效应,Cr2O3在高温下不稳定,易生成挥发性CrO3和Cr(OH)2;炉管内由裂解原料烃化物流动造成的侵蚀以及温度梯度的变化[15],都会导致氧化膜产生缝隙并破裂。当氧化膜发生破裂甚至剥落后,炉管内部的Cr元素迅速向外扩散使得破裂的氧化膜得到修复,Cr2O3层就在破裂脱落和重新生成中不断循环,由此形成了图6所示的中部区域Cr元素含量明显少于内外壁的趋势。在高温氧化的作用下,Cr元素不断向内外壁迁移,导致中部区域的Cr含量降低,而外表面由于不存在渗碳作用,形成的氧化膜性能优于内表面,因此外表面的Cr含量高于内表面。
在渗碳层区域,初始骨架状碳化物逐渐转变为块状。随着服役时间的延长,晶界和晶内的碳化物逐渐粗化,渗碳造成材料组织性能发生变化,渗碳时内壁碳化物主要为M7C3,随着至内壁距离的增加,M23C6的含量增加,渗碳导致内壁M23C6碳化物粗化,并逐渐转变为M7C3[16]。由于Ni、Fe等元素为弱亲C元素,Cr更易于形成稳定的铬碳化物,造成渗碳层中Cr、Fe和Ni元素分布不均匀而形成富Fe和Ni、贫Cr的区域,在渗碳过程中,含Cr碳化物不断将Ni挤向晶界周围的基体,进一步加剧了Ni的富集[17]。
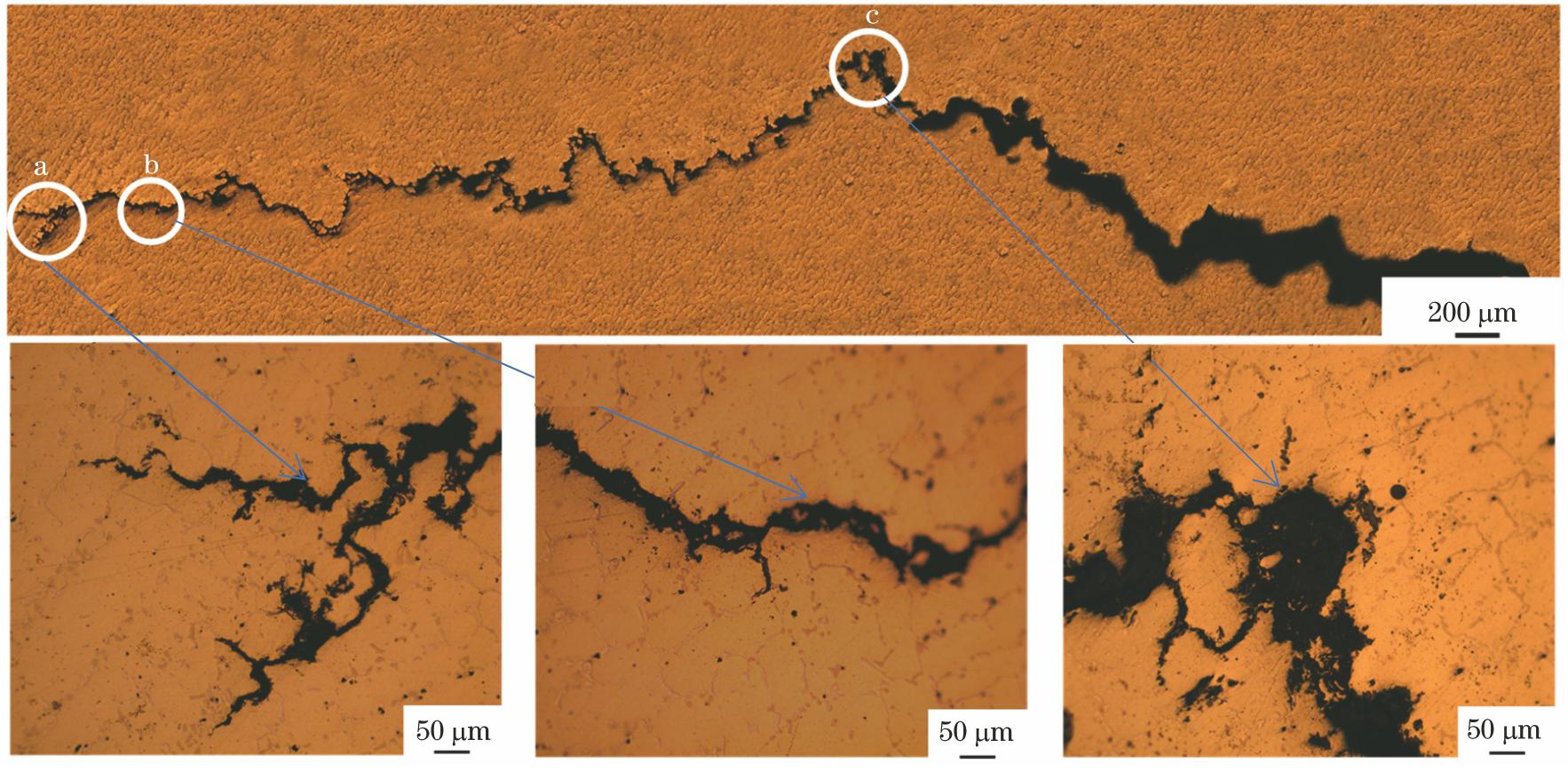
由图7可见:裂纹全长约为15 mm,从内壁起裂,不断偏折并向前扩展。此外,裂纹周围出现了一些蠕变孔洞,使裂纹产生一定的碎化现象。局部放大后可明显看出无论在裂纹扩展初期还是在裂纹尖端,裂纹均是沿晶扩展的。在高温氧化和渗碳的作用下,活化的C原子从炉管内表面向基体内部逐渐扩散渗入,炉管变脆,强度降低,晶界上产生脆性沉淀相,脆性相将产生微孔并聚合[18];另一方面,Cr元素在晶界上富集形成富铬碳化物。这些都会对晶界的硬度产生影响,因此进一步对晶界及其附近基体进行了纳米压痕分析,结果如图8所示。可以看出晶界硬度明显比晶粒内硬度大,前者是后者的6倍多。服役炉管裂纹的开裂形式主要为沿晶开裂,局部区域出现明显沿晶界方向的二次裂纹,裂纹包围着晶粒扩展。此外,晶界上还出现了部分不连续的黑色孔洞,孔洞之间相互连接形成碎化的穿晶裂纹。
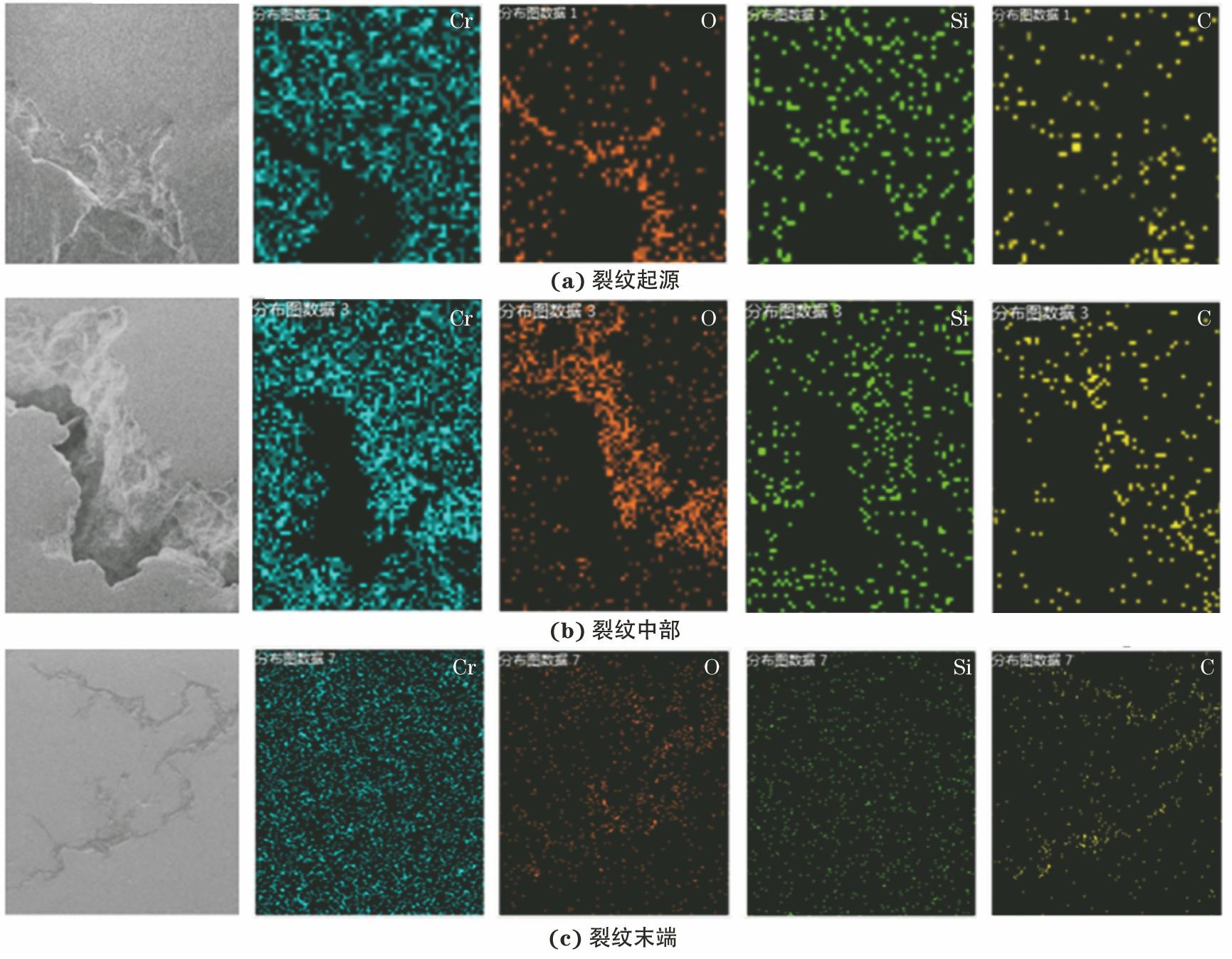
进一步采用SEM和EDS分析裂纹源头、裂纹扩展区及裂纹尖端的形貌及元素分布。由图9可见:从裂纹起源处到纹尖末端,出现Cr、Si、O元素的富集,主要富集位置为裂纹表面及裂纹两侧,这表明在高温服役过程中,金属表面形成了含Cr、Si并对基体起保护作用的氧化层。由于Cr的扩散,晶界附近氧化膜中Cr元素含量较高,炉管材料内O原子主要通过氧化膜贯通式裂纹或氧化膜晶界缺陷向合金内部扩散[17],Cr原子通过氧化膜缺陷向外扩散,但由于Cr在Cr2O3氧化膜中的扩散系数较小[19],Cr与O的反应主要在氧化膜和金属的界面上进行,部分在Cr2O3氧化膜内进行,这导致Cr2O3氧化膜增厚[15]。裂纹中O元素富集形成的氧化膜相对较厚,这主要是由于内壁处于高温氧化状态,加速了O的渗入,氧化进程加快。Si元素也从裂纹起源处富集并形成了SiO2氧化物,但SiO2氧化层并未像Cr2O3那样分布均匀,说明未形成致密的SiO2氧化膜。环境中的O不断向裂纹尖端扩散,在裂纹尖端形成氧化膜,但在由内压、自重、温差及开停车所引起的热疲劳、热冲击等复杂的应力作用下[6,19],氧化膜不断破裂和剥落,加之渗碳对晶界的脆化作用,同时,基体中的S元素在晶界处富集,在高温作用下在晶界上生成硫化物夹杂,熔融的硫化物渗透于晶界之间,腐蚀并弱化晶界,该处成为蠕变孔洞的形核位置,促进了裂纹萌生与扩展,微量杂质元素还有P、Sb、Sn等[7]。
由图10可见:断面呈韧窝花样特征,底部存在第二相质点,第二相质点在晶界析出的密度很高,因此,裂纹会在第二相质点上形核,一定密度的第二相质点再加上高温会使晶粒粗大,发生沿晶韧性断裂[20]。显微组织观察结果表明,材料在晶界上有许多二次沉淀物析出,原始共晶碳化物主要分布在晶界和枝晶间,这些区域附近的缺陷较多,自由能较高。此外,炉管材料由于长时间处于高温和渗碳的环境,C和S元素在晶界富集,这使晶界发生严重的脆化,从而导致裂纹沿晶扩展。
裂解炉炉管的失效并不是单纯的由外加载荷引起的断裂,而是在高温条件下,由外加载荷与氧化、渗碳相交互作用产生的复杂化学-力学行为引起的。
炉管材料长期服役于高温条件下,环境因素(高温氧化、渗碳)与晶界的相互作用造成了晶界的脆化。虽然Cr的存在使内表面形成致密的Cr2O3氧化层,减缓了C的渗入,但是,在实际生产过程中,氧化膜容易破裂和脱落。随着Cr2O3层的反复剥落和重建,炉管的壁厚减薄,渗碳也越来越严重。炉管材料渗碳后生成的硬度较大的富Cr碳化物大量富集在晶界上,同时晶界上有S杂质化合物等,促进了晶界的脆化,在复杂的应力作用下产生孔洞和沿晶裂纹。
根据上述分析,提出以下建议:(1)在实际生产制造过程中,可以选用Cr含量高的炉管,从而延长Cr2O3氧化层的保护时间;(2)严格控制炉管材料中杂质含量,净化晶界以减少发生脆性断裂的倾向;(3)内壁附着的焦炭会促进渗碳,因此应彻底清焦。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号