图 1 转子支撑座断裂部位外观

铸钢具有成型工艺优异、焊接性能和加工性能良好、各向同性、工程可靠性高等优点,在工程机械、航空及航天、车辆、化工等领域应用广泛。作为机械工程领域中重要的承力部件,要求铸钢件具有较高的强度,以及良好的抗冲击性、塑性和韧性。铸钢的浇注工艺性较差,为了提高钢液的流动性,需要升高浇注温度。浇注温度过高易使铸钢件中出现过热的魏氏组织,导致钢的强度、塑性、韧性等大幅度降低,其中冲击韧性甚至会降低50%~75%[1]。粗大魏氏组织会导致铸钢产品失效,从而对设备造成损失[2]。在对某ZG270-500转子支撑座进行装配过程中,发现转子支撑座出现断裂现象,该转子支撑座表面涂黑色漆(见图1),铸造成型后经正火热处理,热处理制度为:设定温度为870 ℃,加热时间为6 h,保温时间为2 h,冷却。笔者采用一系列理化检验方法分析了转子支撑座断裂的原因,并提出了相应的改进措施,以防止该类事故再次发生。
断裂转子支撑座宏观形貌如图2所示。由图2可知:转子支撑座断裂成左右两部分,拼接断口后局部存在由下向上的较小弯曲变形;螺栓孔周边存在装配压痕,压痕分布不均匀,内侧压痕较重,表明转子支撑座装配状态存在较小弯曲变形;将断裂右部分上的两个断口分别编号为断口1和断口2,两个断口平齐,呈金属光泽,无明显收缩变形,由一侧向另一侧扩展,扩展方向与弯曲受力方向一致,可见沿一定方向分布的光滑小刻面,呈明显的脆性断裂特征,其中断口1中心可见铸造缩孔缺陷。
在断裂转子支撑座上取样,对试样进行化学成分分析,结果如表1所示。由表1可知:试样中碳元素含量超出GB/T 11352—2009 《一般工程用铸造碳钢件》对ZG270-500钢要求的上限。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | S | P | Ni | Cr | Cu | Mo | V | |
| 实测值 | 0.55 | 0.19 | 0.70 | 0.014 | 0.023 | 0.02 | 0.03 | 0.01 | 0.006 | 0.000 6 |
| 标准值 | ≤0.40 | ≤0.60 | ≤0.90 | ≤0.035 | ≤0.035 | ≤0.40 | ≤0.35 | ≤0.40 | ≤0.20 | ≤0.05 |
在断口1处取样,对试样进行扫描电镜分析,结果如图3所示。由图3可知:断口整体呈脆性解理断裂特征,可见解理台阶、河流花样、小刻面等特征形貌;不同晶粒解理小刻面汇合台阶处可见韧窝形貌,与晶粒边界基本对应;断口中心缩孔的尺寸约为4.2 mm×1.8 mm(长度×宽度);断口1裂纹起始于转子支撑座下侧拐角附近区域外表面;裂纹起始区呈解理断裂特征,未见其他冶金缺陷。
断口2与断口1的SEM形貌类似,断口整体呈解理断裂特征,裂纹起始于转子支撑座下侧棱边表面,裂纹起始区呈河流花样解理断裂特征。
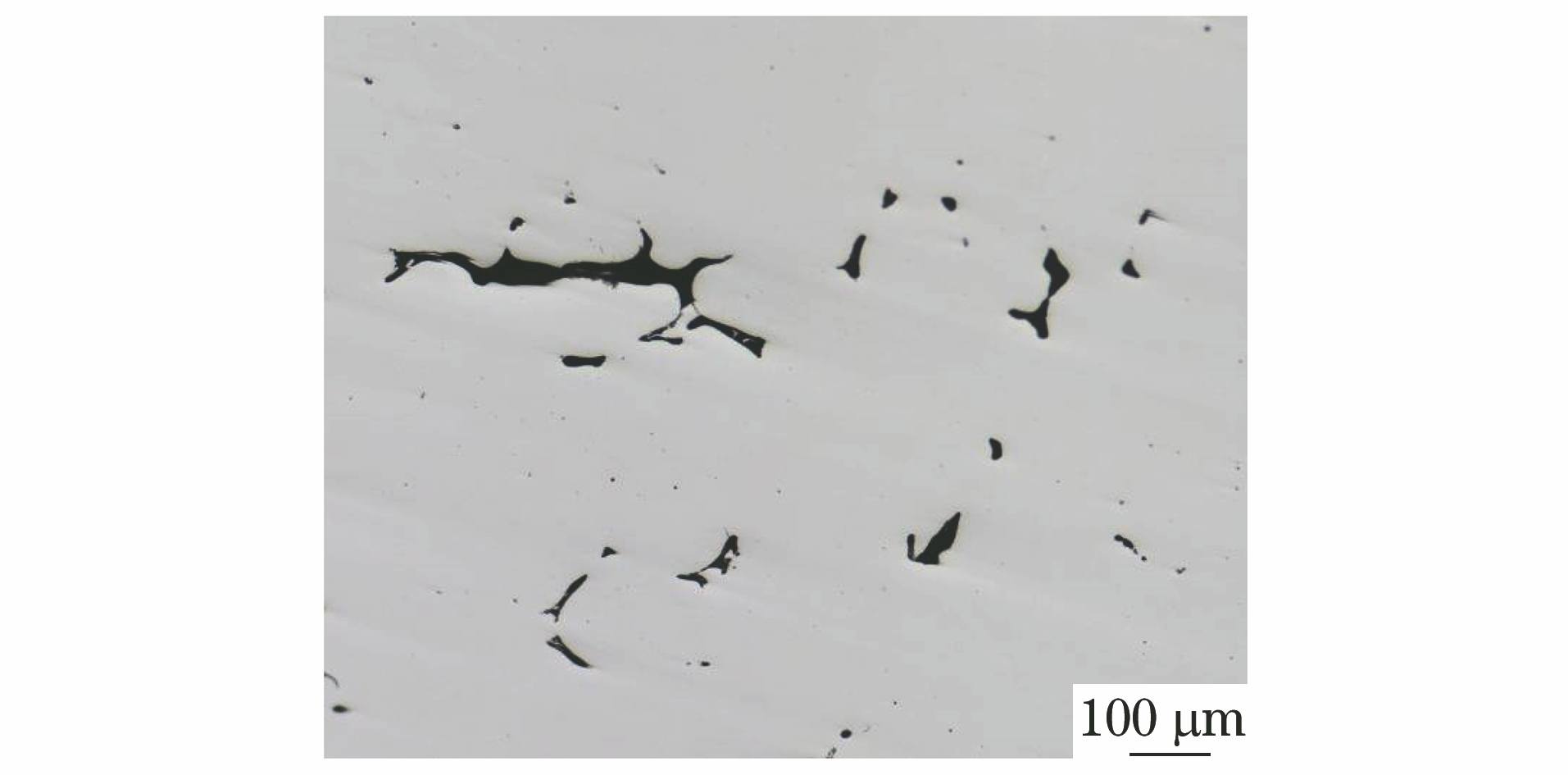
在转子支撑座断口2附近截取金相试样,取样位置如图2a)所示,将试样进行研磨、抛光、腐蚀处理,利用光学显微镜观察试样,试样的抛光态形貌如图4所示。由图4可知:转子支撑座表面可见多处疏松缺陷,分布密集,尺寸较大,最大疏松缺陷的长度约为511 μm。选择缺陷比较严重的5个视场进行疏松含量测量,测量结果分别为0.90%,2.11%,1.96%,1.69%,1.07%,其中疏松最大含量约为2.11%。
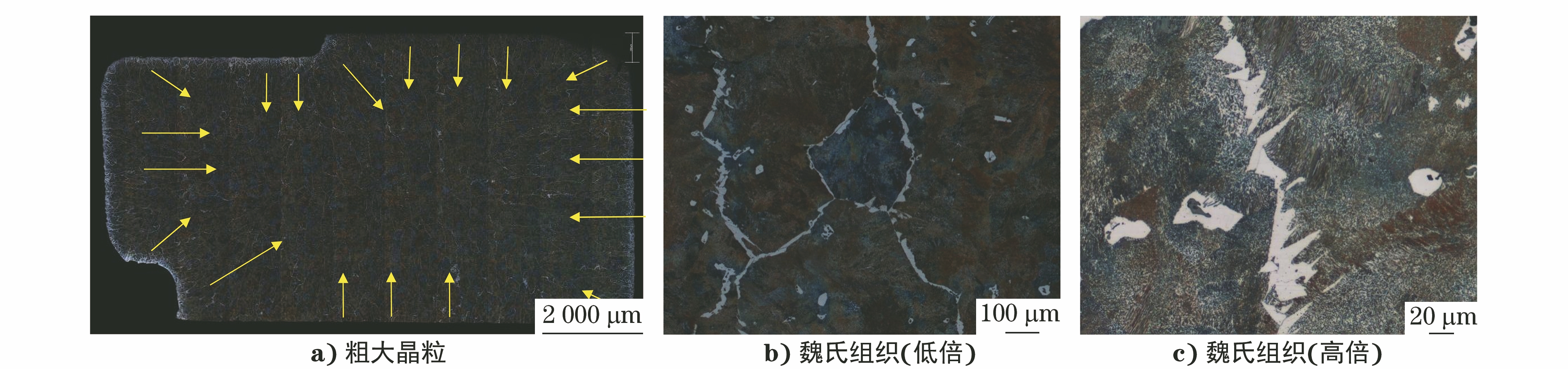
金相试样的显微组织形貌如图5所示。由图5可知:转子支撑座原始铸造晶粒粗大,试样表面柱状晶沿厚度方向拉长,取向各不相同,主要沿铸造冷却速率较快方向生长,试样中心柱状晶比边缘更粗大,试样表面细长柱状晶最大尺寸(长度×宽度,下同)约为9.5 mm×1.1 mm,试样中间粗大柱状晶最大尺寸约为8.1 mm×3.6 mm;转子支撑座显微组织为典型的魏氏组织(网状铁素体+片层珠光体),铁素体主要沿原始铸造晶粒晶界分布,局部呈针状向晶界内部延伸,晶界内部也有少量块状铁素体,粗大晶粒内部可见呈套晶分布的珠光体亚晶粒。根据GB/T 13299—2022 《钢的游离渗碳体、珠光体和魏氏组织的评定方法》,判定该魏氏组织级别约为2级,
铁素体含量极少。根据GB/T 6394—2017 《金属平均晶粒度测定方法》,判定该珠光体亚晶粒级别为2级。
在断裂转子支撑座上取拉伸和冲击试样,取样位置如图2a)所示,采用拉伸试验机对试样进行室温拉伸试验,采用全自动落锤冲击试验机对试样进行室温冲击试验。试样的力学性能测试结果如表2所示。由表2可知:试样的屈服强度、断后伸长率、断面收缩率及冲击性能均不符合GB/T 11352—2009的要求,说明转子支撑座的塑性及抗冲击性能较差。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 断面收缩率/% | 冲击吸收能量/J |
|---|---|---|---|---|---|
| 实测值 | 197 | 555 | 10.5 | 8.5 | 6.2 |
| 标准值 | ≥270 | ≥500 | ≥18 | ≥25 | ≥22 |
拉伸和冲击试样断口宏观形貌如图6所示,可见两种断口与断裂的转子支撑座断口形貌相似,均呈脆性解理断裂特征。
由上述理化检验结果可知:断口表面可见铸造缺陷,铸造缺陷破坏了组织的均匀连续性,减小了转子支撑座有效承载截面积,并产生应力集中,导致转子支撑座的强度、塑性和冲击性能下降;转子支撑座断裂起始位置并非铸造缺陷处,而且铸造缺陷并不能改变材料的韧-脆状态,因此铸造缺陷虽然会降低转子支撑座的性能,但并非导致转子支撑座发生脆性解理断裂的直接原因。转子支撑座断裂性质为脆性过载断裂,转子支撑座在螺栓装配拧紧后承受一定的弯曲应力,转子支撑座宏观可见轻微弯曲变形,螺栓孔周围压痕分布不均匀,说明转子支撑座在装配过程中出现了轻微弯曲变形,并在弯曲应力的作用下发生了脆性过载断裂。
转子支撑座组织中可见粗大的原始铸造晶粒和连续晶界网状铁素体,且出现了晶界铁素体网向晶界内部生长的针状组织,为典型的魏氏组织,魏氏组织是一种典型过热组织。ZG270-500钢自身铸造状态就属于过热组织,可以通过正火处理改善其组织和性能。研究表明,经870 ℃正火热处理后,ZG270-500钢显微组织为均匀的铁素体和珠光体,消除了原奥氏体晶界析出的先共析铁素体,达到细化晶粒、均匀组织、消除铸造内应力和提高性能的目的。断裂转子支撑座显微组织为粗大的原始铸造晶粒及呈套晶分布的亚晶粒,铁素体沿原始铸造晶界以魏氏组织分布,且铁素体含量极少,这种组织显著降低了铸件的塑性和韧性,是导致铸件发生脆性解理断裂的主要原因。
断裂转子支撑座的碳元素含量较高,使铸件的强度提高,韧性和塑性降低。结合Fe-C相图,并查阅热处理工艺规范与数据手册,发现当碳元素质量分数为0.55%时,正火温度小于855 ℃。该铸件的正火温度为870 ℃,温度偏高。实际正火时采用炉冷,冷却速率较低,使得珠光体亚晶粒尺寸偏大。原始铸造粗大晶粒促进了初生铁素体呈网状析出,最终使材料产生魏氏组织。断裂转子支撑座的碳元素含量偏高、铸造晶粒粗大,使材料组织中珠光体含量增加,铁素体含量减少,降低了材料的韧性和塑性,且正火处理工艺不当,不能有效改善材料的组织,导致材料获得魏氏组织及粗大亚晶粒,最终导致转子支撑座发生脆性断裂。
转子支撑座的断裂性质为以解理断裂为主的脆性过载断裂。转子支撑座断口处存在铸造缺陷,破坏了基体连续性,减小了其有效承载面积,并产生应力集中,使转子支撑座的强度和塑性降低。转子支撑座碳元素含量较高、晶粒粗大,使材料中珠光体含量增加,铁素体含量减少,且正火工艺不当,导致材料产生魏氏组织及粗大亚晶粒,在弯曲应力作用下,转子支撑座发生脆性过载断裂。
建议严格控制铸造工艺过程,注意控制浇注温度和冷却速率,减少铸造内部缺陷,获得相对较小的铸造晶粒;采用合理的正火温度及冷却条件,优化正火组织,或通过多次正火改善原始铸造组织,提高转子支撑座的力学性能。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号