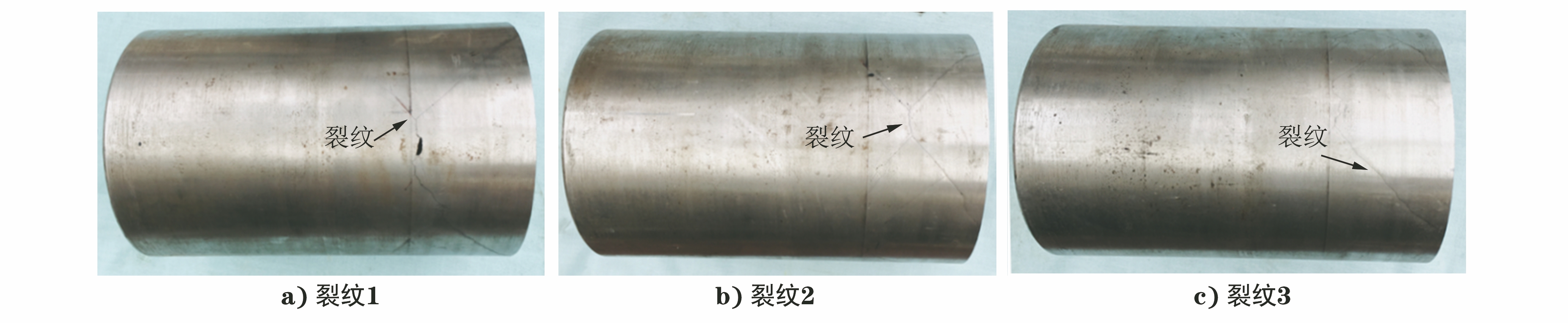
图 1 电机轴裂纹宏观形貌

电机轴是安装于风扇电机中的主要构件之一,其通过转动传递力矩。某型电机在2022年1月因内风扇故障送修,修复后于2022年7月试机运行,运行过程中主电机振动频率突然增大,停机检查发现主电机轴与锥套之间出现2条斜向裂纹,并伴有金属碎块脱落现象,电机轴材料为42CrMo钢。笔者对该电机轴进行分析,找出其开裂原因,并提出改进建议,避免该类问题再次发生。
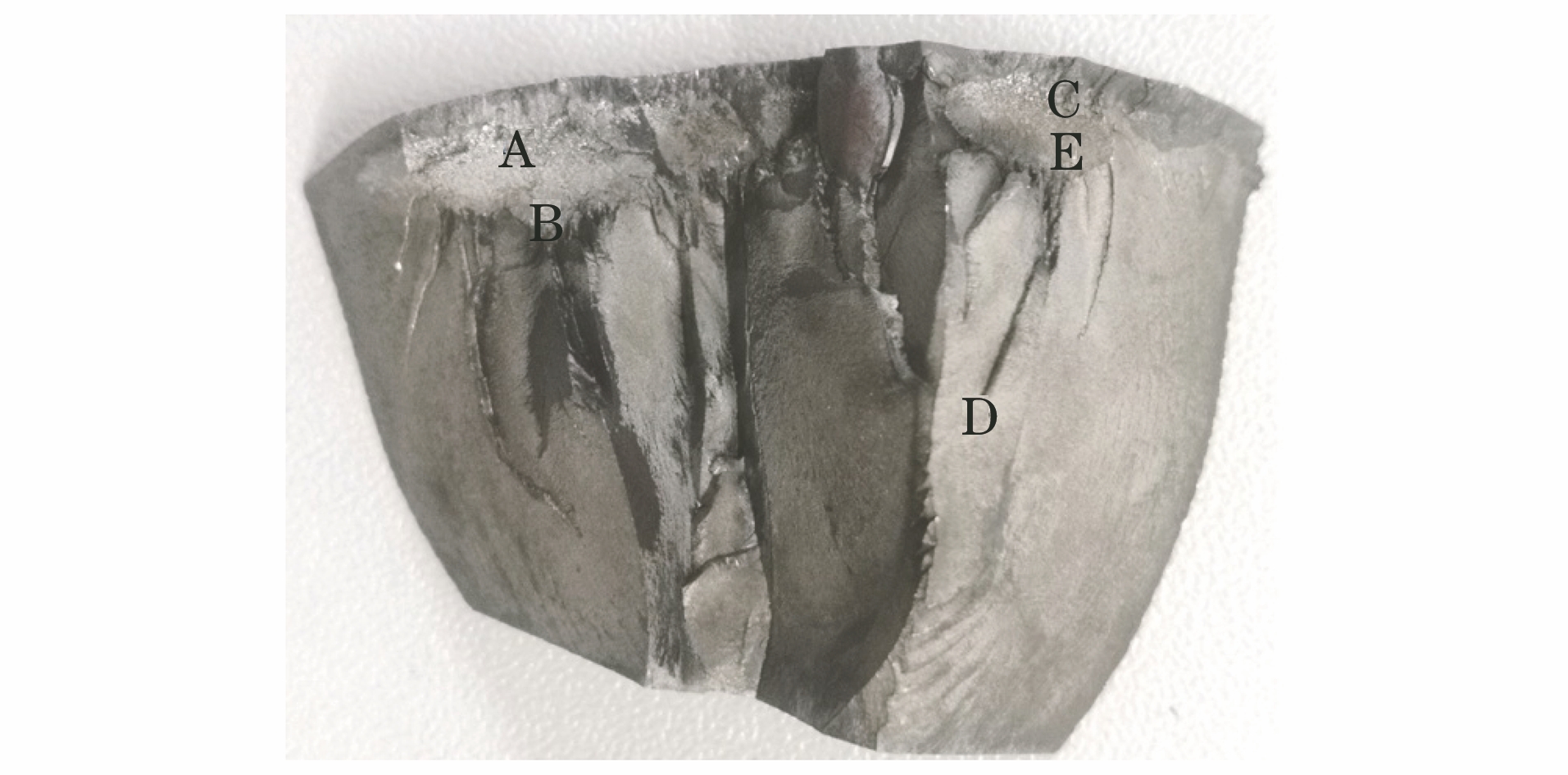
对开裂电机轴进行宏观观察,发现在电机轴总长约1/3位置存在3条呈八字形分布的裂纹,裂纹分布形态相似且裂纹尖细(见图1)。沿裂纹处人工打开,对断口进行宏观观察,可见断口呈多源疲劳特征形貌,疲劳源位于轴表面,扩展区较平整(见图2)。
在电机轴断口附近取样,对试样进行化学成分分析,结果如表1所示。由表1可知:电机轴基体的化学成分符合GB/T 3077—2015 《合金结构钢》对42CrMo钢的要求,堆焊层材料为低碳钢。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Cu | |
| 基体实测值 | 0.40 | 0.25 | 0.62 | 0.02 | 0.002 | 1.01 | 0.16 | 0.011 |
| 堆焊层实测值 | 0.20 | 0.27 | 0.34 | 0.028 | 0.016 | 0.28 | 0.06 | 0.016 |
| 标准值 | 0.38~0.45 | 0.17~0.37 | 0.50~0.80 | ≤0.030 | ≤0.030 | 0.90~1.10 | 0.15~0.25 | ≤0.20 |
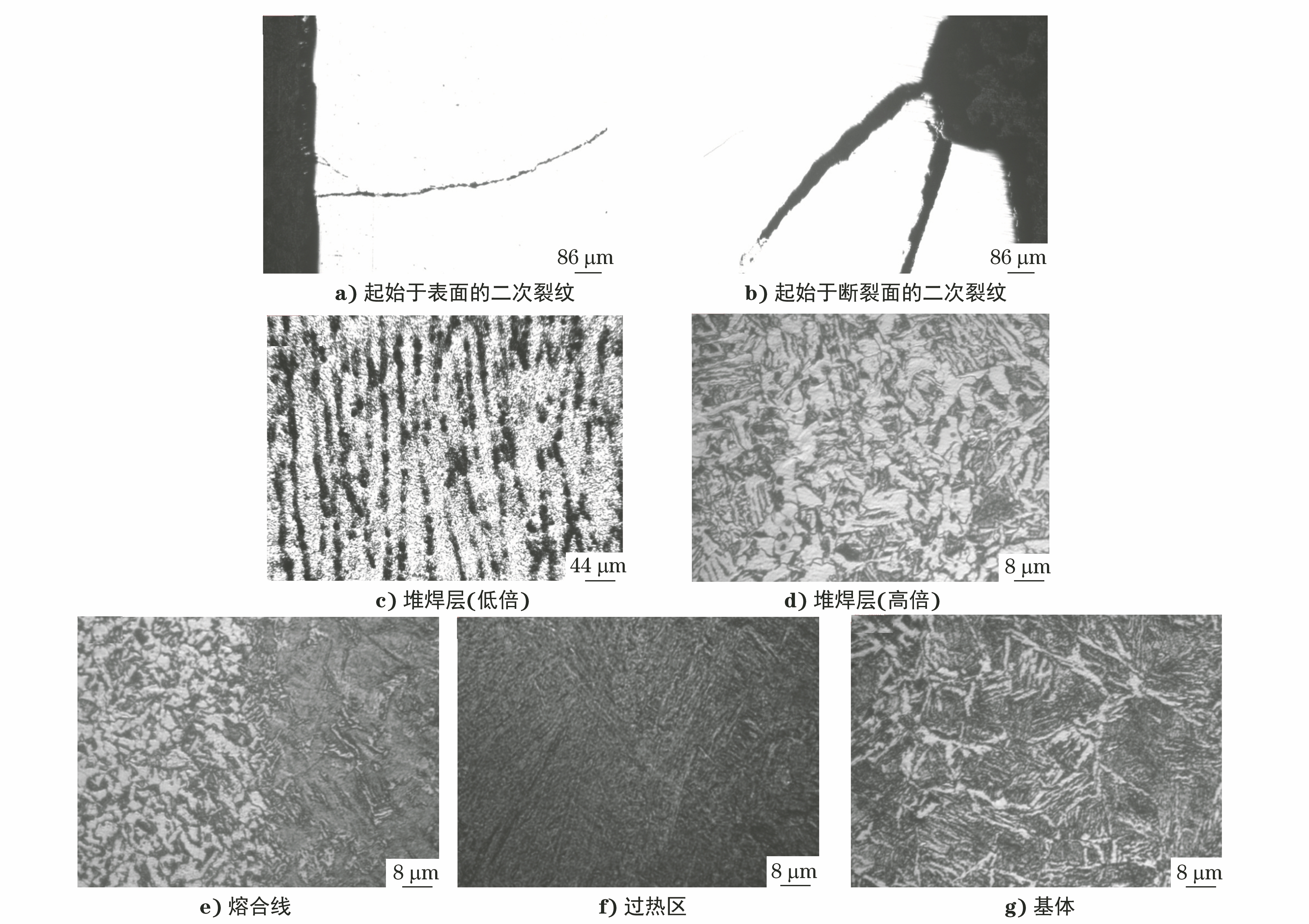
在断口附近位置取样,对试样进行金相检验,结果如图3所示。由图3可知:试样抛光态下可见起始于表面的二次裂纹和起始于断裂面的二次裂纹;腐蚀后试样表面存在一层厚度为1.70 mm的堆焊层,堆焊层内无裂纹,堆焊层和基体结合良好,无疏松、孔洞等缺陷;堆焊层组织为铁素体+珠光体,堆焊层相邻过热区的组织为自回火马氏体,基体组织为回火索氏体;基体未发现过热、过烧特征。
在开裂位置附近截取横向低倍试样,对试样进行腐蚀处理,然后对试样进行低倍组织检验,结果如图4所示。由图4可知:试样表面可见一层堆焊层,堆焊层内无裂纹、疏松缺陷,堆焊层和基体之间结合良好,无缺陷。在熔合线靠近基材一侧有明显的焊接过热区特征。基体横向试样低倍组织评级结果如表2所示。
| 项目 | 一般疏松 | 中心疏松 | 锭型偏析 | 一般斑点状偏析 | 边缘斑点 |
|---|---|---|---|---|---|
| 状偏析实测值 | 1.0 | 0.5 | 1.0 | 0 | 0 |
在距电机轴表面1/3R位置取样,对试样进行力学性能测试,结果如表3所示。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 断面收缩率/% | 冲击吸收能量/J |
|---|---|---|---|---|---|
| 实测值 | 607 | 814 | 20.5 | 59 | 52.4,73.8,67.5 |
在电机轴截面处取样,对试样进行硬度测试,电机轴表面至心部的硬度测试结果如表4所示。
| 项目 | 堆焊层 | 堆焊层相邻的过热区 | 基体 |
|---|---|---|---|
| 实测值 | 196 | 484 | 283 |
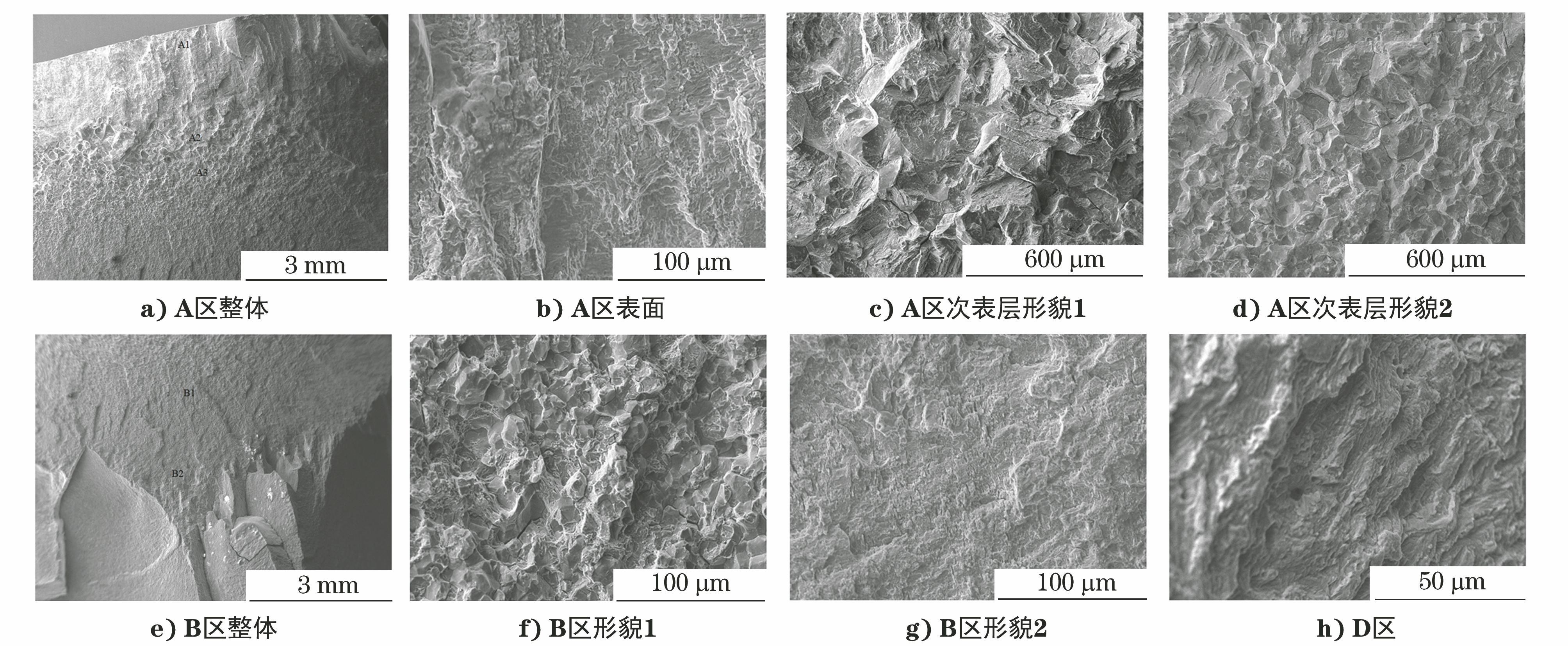
在断口处取样,将试样清洗后置于扫描电镜下观察,分析位置如图5所示,分析结果如图6所示。由图6可知:A区和C区的形貌相差不大,均为疲劳起始区;A区表面呈准解理断裂特征形貌,该区域未发现微裂纹;A区次表层呈沿晶断裂特征形貌,由表面向内,晶粒尺寸逐渐变小;B区和E区的形貌相差不大,两区的位于疲劳起始区边缘,B区呈沿晶断裂+准解理断裂特征形貌;D区为扩展区,呈准解理断裂特征形貌。
由上述理化检验结果可知:该电机轴基体的化学成分符合标准要求,低倍组织和力学性能均无异常。电机轴表面存在3条呈八字形分布的裂纹。沿裂纹人工打开的断口呈多源疲劳特征,疲劳源位于轴表面。对疲劳源区进行扫描电镜分析,可见所有疲劳源微观形貌相似,从表面至基体,疲劳源分别呈准解理、沿晶、准解理特征形貌。电机轴表面存在一层厚度为1.70 mm的堆焊层,堆焊层材料为低碳钢,显微组织为铁素体+珠光体,平均硬度为196 HV;堆焊层相邻的过热区组织为自回火马氏体,平均硬度为484 HV;基体组织为回火索氏体,平均硬度为283 HV。基体无过热、过烧特征。
在1月份维修该电机轴过程中发现,轴表面磨损尺寸超差,对其进行堆焊修复。该电机轴堆焊后,表面形成铁素体+珠光体,平均硬度为196 HV,低于基体硬度。在堆焊层下的轴表面形成过热区,过热区组织为自回火马氏体,该组织硬度较高,具有较大的组织应力,且不稳定脆性较大,是因堆焊工艺控制不良形成的缺陷组织。在运转过程中,电机轴主要承受扭转载荷,轴表面受到的应力最大,在交变应力作用下,在轴表面的薄弱处形成微裂纹,裂纹沿最大切应力面扩展。该电机轴最薄弱的位置是表面堆焊层及临近的次表面过热区,而其受力最大位置也位于表面,在受力过程中,表面堆焊层形成微裂纹,微裂纹快速扩展并汇聚形成多疲劳源。该电机轴上可见3条裂纹,裂纹在扭矩的作用下呈八字形扩展,因自回火马氏体的脆性较大,次表面的过热区呈沿晶断裂特征。
轴类零件的结构单一、尺寸较大且不易损坏,如果出现断裂等严重影响结构强度、尺寸的情况,就必须更换新轴,而对于一些磨损、拉伤类损伤,则主要以修复为主。目前常用的修复工艺为堆焊法和热喷涂法,堆焊法是通过熔敷一定厚度的金属,修复机械设备工作表面磨损部分和金属表面残缺部分[1],该方法操作简单,但堆焊后缓冷时间较长。堆焊修复时,要根据堆焊工件使用状况,选用适宜的焊接材料,并制定正确的堆焊工艺,防止焊接变形和开裂。堆焊过程中,应对焊前预热、焊后缓冷及道间温度进行控制,以得到理想的堆焊效果。该电机轴堆焊选用的修复材料为低碳钢,其强度较低,堆焊后组织为铁素体+珠光体,堆焊层的硬度、强度低于基体,电机轴的维修效果不理想。此外,在堆焊修复时,由于堆焊工艺不当,过热区形成了脆性自回火马氏体,因该组织不稳定且组织应力大,在使用过程中使裂纹加速扩展。
电机轴表面堆焊工艺不当,导致堆焊层的硬度和强度较低,电机轴在运转过程中主要承受扭转载荷,轴表面所受应力最大,轴表面堆焊层形成微裂纹,最终导致电机轴发生开裂。
堆焊修复时应选用与基体强度相近的材料。堆焊修复时应严格控制道间温度,并采取合理的焊后缓冷工艺,改善熔合线附近组织,降低硬度,减弱脆性,还可以采用热喷涂工艺对电机轴进行修复。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号