Table 1. 再沸器运行工艺参数
| 位置 | 介质 | 操作温度 /℃ | 最高操作压力 /MPa | 设计压力 /MPa |
|---|---|---|---|---|
| 壳程 | 稀释蒸汽 | 166.8(入口),173.5(出口) | 0.762 | 1.4(全真空) |
| 管程 | 急冷油 | 210.1(入口),180.2(出口) | 0.689 | 1.8 |

装备在长时间使用后难免出现开裂的情况,理化检验已成为重要的失效分析手段[1-2]。某公司乙烯裂解装置稀释蒸汽发生器/急冷油再沸器(以下简称再沸器)中的壳程介质为稀释蒸汽,装置中工艺水的pH为8.5,管程介质为急冷油,其为重组分烃类。再沸器固定管板、浮动管板材料为16Mn钢,按JB/T 4726—2010 《压力容器用碳素钢和低合金钢锻件》Ⅲ级锻件进行制造检验和验收,管板规格为2 190 mm×135 mm(直径×厚度)。换热管管束的规格为19 mm×2.5 mm(直径×厚度),材料为Q345D钢,材料符合GB 6479—2013 《高压化肥设备用无缝钢管》的规定。
管板与管束连接方式为强度焊+贴胀(前15 mm不胀),焊接方式为钨极氩弧焊,按照先点焊后施焊的顺序进行焊接,施焊时采用“十字对称”的方法,采用的焊丝牌号为TG-50(型号为ER50-6),规格为2.0 mm(直径)。焊接过程中将层间温度控制为低于250 ℃,焊接前管板没有预热。焊接层共2层,第一层不填丝自熔,电流为80~100 A,热输入不大于12 kJ/cm;第二层填丝,电流为120~140 A,热输入不大于16 kJ/cm。
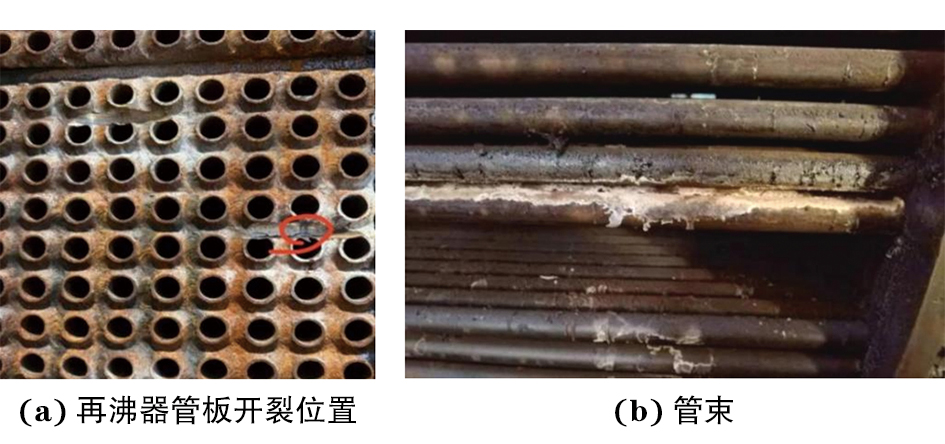
再沸器于2021年投入使用,其工艺参数如表1所示。2023年该再沸器出现内漏现象,在清除掉管束附着的急冷油后,对其进行试漏,发现再沸器下半部分换热管管头焊接处泄漏,对换热管表面进行无损检测,未发现明显缺陷。采用锥形内磨头将管头焊缝金属及部分管板金属去除4~6 mm厚度,在管板孔桥处发现宏观裂纹。再沸器管板开裂位置和管束外观如图1所示。笔者采用一系列理化检验方法分析了再沸器开裂的原因,以避免该类问题再次发生。
| 位置 | 介质 | 操作温度 /℃ | 最高操作压力 /MPa | 设计压力 /MPa |
|---|---|---|---|---|
| 壳程 | 稀释蒸汽 | 166.8(入口),173.5(出口) | 0.762 | 1.4(全真空) |
| 管程 | 急冷油 | 210.1(入口),180.2(出口) | 0.689 | 1.8 |
将管板沿管束直径纵向剖开,观察管板与管束胀焊情况,结果如图2所示。由图2可知:除了按规定前端15 mm未胀外,其余贴胀部分并不均匀,很多管束与管板之间存在一定的间隙,原因可能是管板上的孔径大小不一致或胀接压力不够。
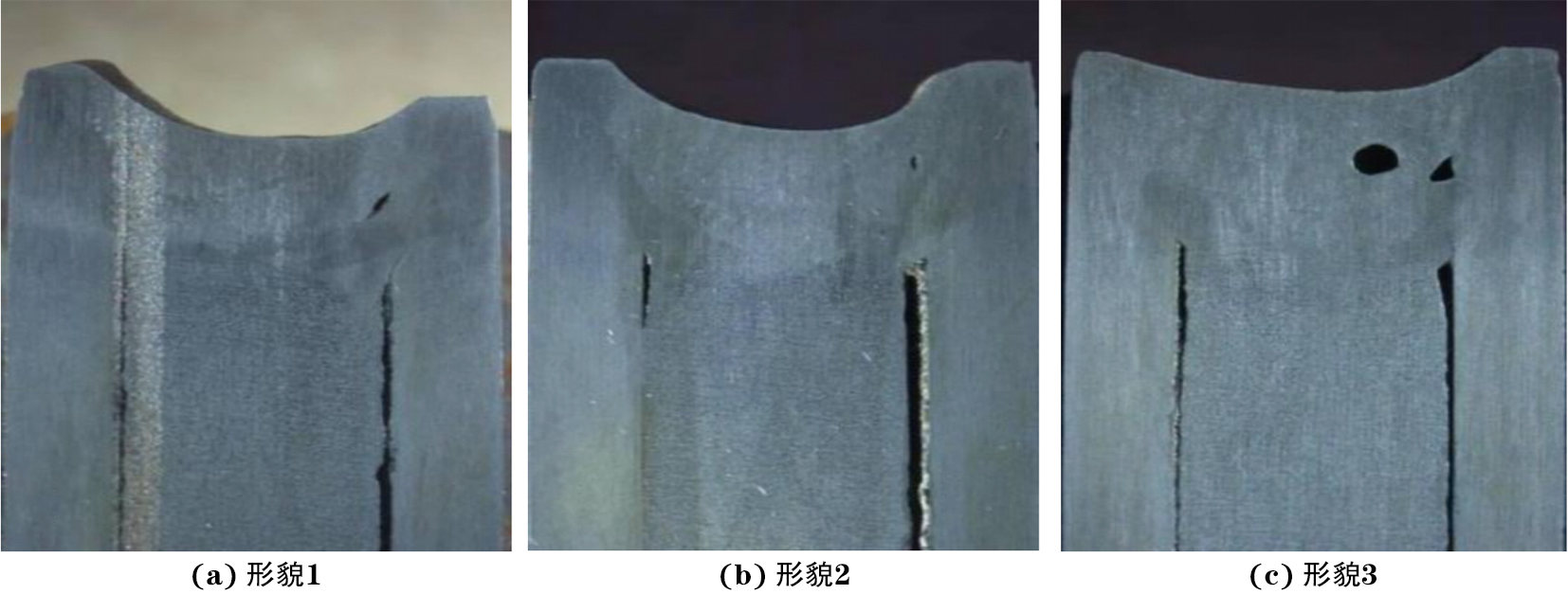
图3为部分管板与管束焊接接头截面的宏观形貌。由图3可知:焊接接头内部存在较多的焊接缺陷,缺陷类型主要为未熔合;孔桥之间的焊缝仅有一条,而不是两条角焊缝相互搭接。
管板和管束的化学成分分析结果如表2所示。由表2可知:管板和管束材料的化学成分符合JB/T 4726—2010和GB 6479—2013的要求。
| 项目 | 质量分数 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Cu | V | Nb | Mo | |
| 管板实测值 | 0.18 | 0.35 | 1.28 | 0.001 | 0.009 | 0.15 | 0.07 | 0.14 | - | - | - |
| 管板标准值 | 0.13~0.20 | 0.20~0.60 | 1.20~1.60 | ≤0.030 | ≤0.020 | ≤0.30 | ≤0.30 | ≤0.25 | - | - | - |
| 管束实测值 | 0.14 | 0.37 | 1.46 | 0.015 | 0.003 | 0.02 | 0.008 | - | 0.002 | <0.001 | 0.01 |
| 管束标准值 | 0.12~0.18 | 0.20~0.50 | 1.20~1.70 | ≤0.025 | ≤0.015 | - | - | - | ≤0.15 | ≤0.07 | ≤0.10 |
在裂纹附近母材和焊缝区取样,对试样进行维氏硬度测试,管板母材、管束母材、焊缝的硬度分别为164,175,310 HV。焊缝区的硬度高于母材,超过了GB/T 27866—2011《控制钢制管道和设备焊缝硬度防止硫化物应力开裂技术规范》的要求(≤248 HV)。
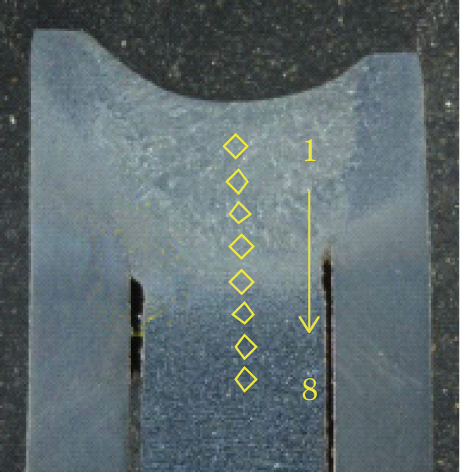
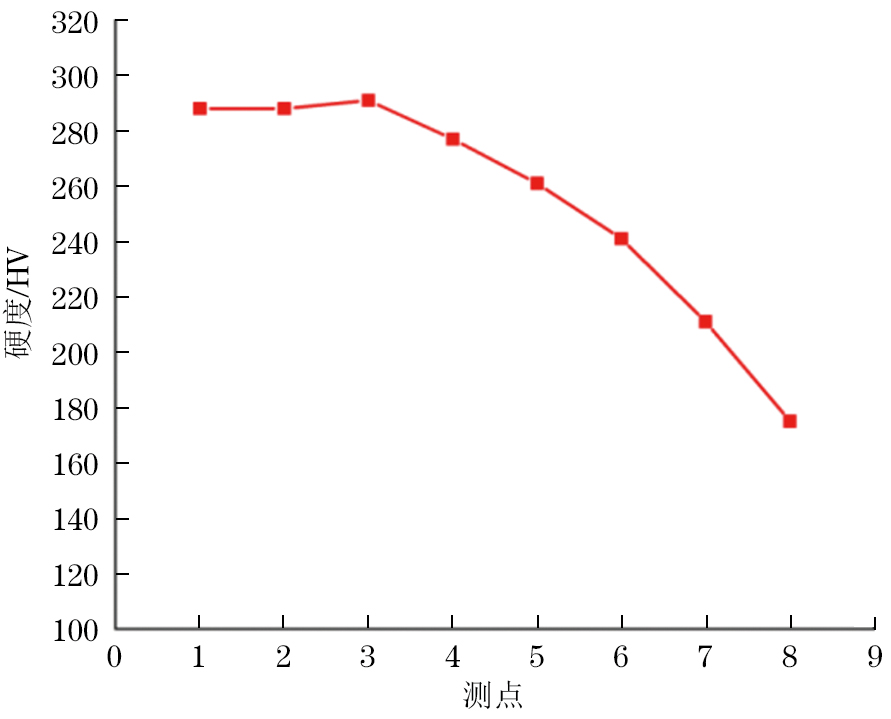
选择尚未发生开裂的管板接头进行硬度测试,测试位置如图4所示,测试结果如图5所示。由图5可知:孔桥之间焊缝的硬度和热影响区的硬度相近,为280~290 HV,但低于裂纹附近的焊缝硬度;随着与焊缝距离的逐渐增大,硬度逐渐降低至175 HV,最低点位于母材处。
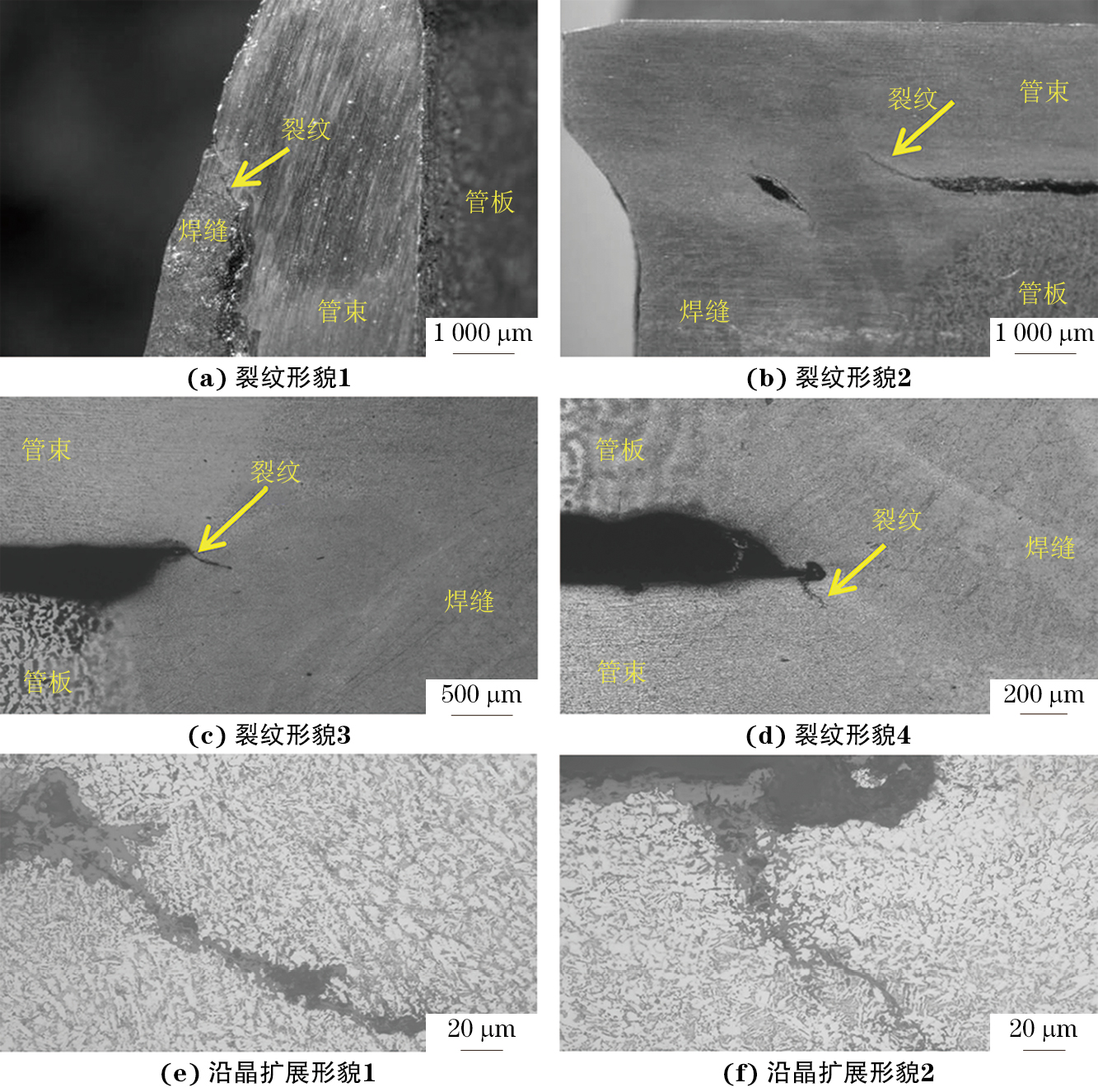
在管板开裂处不同位置取样,利用光学显微镜观察试样,结果如图6所示。由图6可知:管板与管束缝隙间的焊缝根部附近可见长度不一致的微小裂纹,裂纹向焊接区或母材扩展,呈沿晶扩展特征。
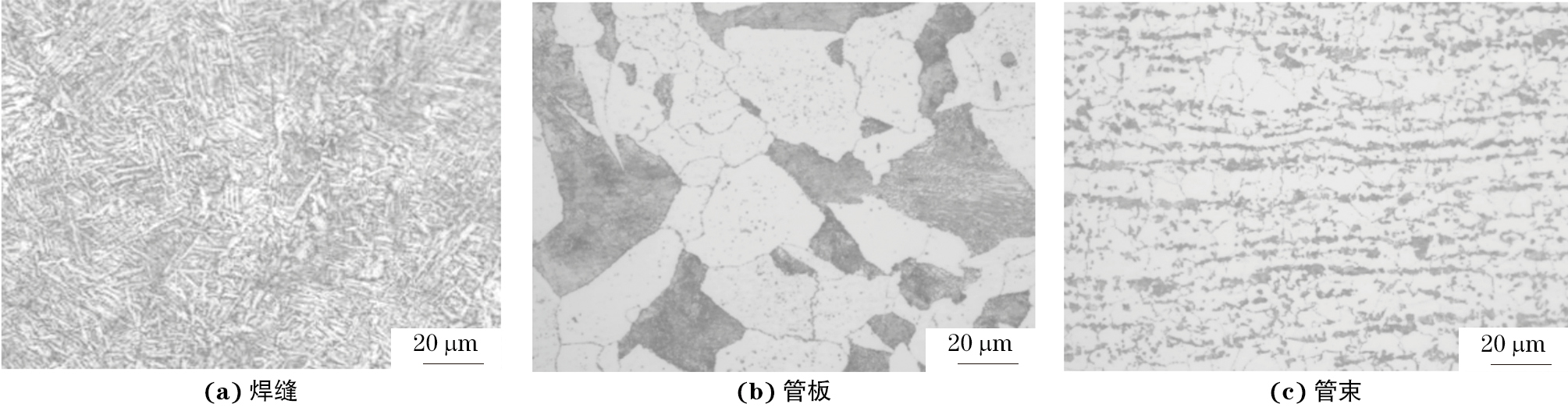
分别在开裂接头的管板、管束、焊缝处截取金相试样,观察试样的显微组织,结果如图7所示。由图7可知;管板与管束焊缝处的组织为板条状马氏体,管板的组织为块状铁素体+珠光体,管束的组织为条带状铁素体+珠光体。
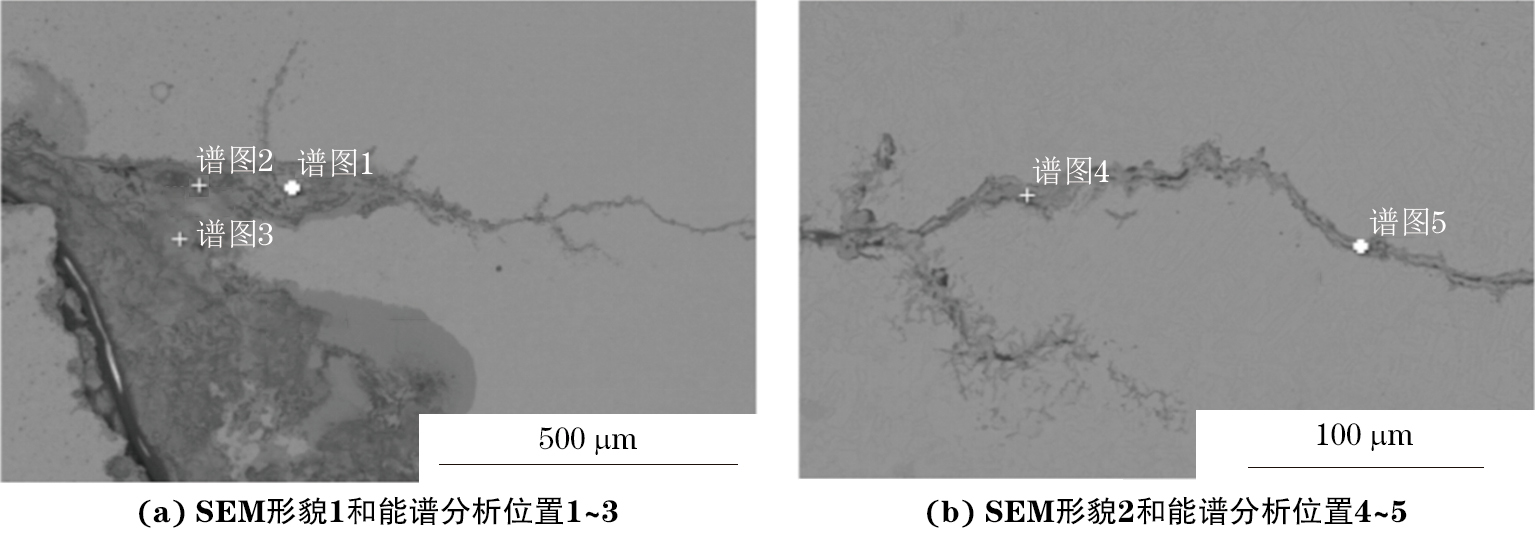
在管板开裂处取样,对试样进行扫描电镜及能谱分析,结果如图8和表3所示。由图8和表3可知:接头开裂处的各元素含量基本正常,没有发现可以引起碱脆的Na离子,但是S、O元素的含量较高。S、O元素可能来源于工艺水中残存的酸性物质,个别裂纹扩展严重使焊缝裂透,导致管程中的介质进入壳程。
| 分析位置 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | O | S | Si | Cr | Mn | Fe | P | |
| 位置1 | 10.71 | 5.06 | 29.16 | 55.07 | - | - | - | - |
| 位置2 | - | 27.75 | 1.02 | 12.17 | - | 0.90 | 54.42 | 3.49 |
| 位置3 | - | 24.10 | 0.51 | 1.42 | - | - | 73.39 | 0.58 |
| 位置4 | - | - | 2.96 | 1.51 | 0.37 | 0.94 | 94.22 | - |
| 位置5 | - | 9.71 | 30.37 | 0.55 | - | - | 58.12 | - |
根据再沸器的工作情况,判断管板与管束焊接接头产生裂纹的原因有:(腐蚀)疲劳开裂,应力腐蚀开裂和焊接裂纹。
疲劳开裂是在外部动应力的作用下,通过循环加载且使材料形成一定的形变累积效应产生的。作用于管板接头的动应力主要来自温差应力、启动和停车、压力波动等,但是在2 a的服役周期内,该类应力作用较少。此外,材料要在疲劳振动下形成一定的形变累积效应,需要管束与管板之间存在一定的间隙,此时疲劳裂纹才可能发生在管束焊缝的附近,而不是管板焊缝附近。当然,在腐蚀介质的作用下,疲劳过程会加剧,产生腐蚀疲劳,但以上条件及其破坏情况与该设备的开裂状态并不相符。
应力腐蚀开裂须满足3个条件:材料、介质和拉应力,只有这3个条件处在一定范围内,材料才可能发生应力腐蚀开裂。对于低碳钢和低合金钢,主要敏感介质包括NaOH、硝酸盐和H2S溶液等,同时还与该介质的温度和浓度密切相关。从再沸器的工作条件和能谱分析结果可以看出,管程或壳程里的介质几乎不含NaOH和硝酸盐,但是却存在较高含量的S和O强腐蚀性元素,对于16Mn钢和Q345D钢,在合适的温度条件下,材料具有一定的腐蚀敏感性[3-4]。在局部水环境下,工艺水的pH不会始终保持在8.5,而是存在一定的偏差。管板焊接接头在焊前没有进行预热,焊后也没有进行退火消除应力处理,在焊缝附近形成了较高的拉伸残余应力,该应力一般可以达到材料的屈服强度,给管板材料的应力腐蚀创造了条件。
焊接裂纹被认为是所有设备焊接制造过程中最严重的缺陷,主要分为冷裂纹、热裂纹、再热裂纹和层状撕裂等。从管板与管束的焊接工艺条件和开裂位置来看,16Mn钢和Q345D钢中C元素含量较低,Mn元素含量较高,S、P元素含量控制较严格,Mn元素和S元素质量分数的比值能达到焊接要求,因此具有较好的抗热裂性能,正常情况下焊接时材料不会出现热裂纹。焊接大厚度16Mn钢板时易出现冷裂纹,淬硬组织是引起冷裂纹的决定性因素。因此,焊接过程中能否形成由淬硬组织引起的冷裂纹是评定16Mn钢板焊接性能的重要指标。16Mn钢的冷裂纹敏感性主要取决于其淬硬倾向,虽然16Mn钢中C元素含量并不高,但还含有少量的合金元素,其淬硬倾向比低碳钢要大。按照国际流行的碳当量计算公式和表2中的数据,计算管板材料的碳当量为0.437。研究表明,当材料的碳当量小于0.4时,其焊接性能较好;当材料的碳当量为0.4~0.6时,其焊接性能尚可;当材料的碳当量大于0.6时,其焊接性能较差。16Mn钢的焊接性能较好,但随着材料的厚度增大,其焊接性能显著变差。该再沸器管板厚度高达135 mm,焊接时并没有采用预热等措施,且热输入值较低,使得焊接过程中冷却速率加快,极易产生马氏体淬硬组织。
16Mn钢的焊接热影响区性能变化也与合金元素含量有很大关系,主要表现为过热区的脆化问题。过热区的韧性与热输入和材料的化学成分有关[5-6]。当然,形成冷裂纹的外界因素离不开拉应力,包括焊接残余应力和厚板刚度较大造成的拘束应力。还需要说明的是,冷裂纹产生的原因还包括表面清洁不够等,使扩散氢含量偏高,在淬硬组织的联合作用下,形成了氢致冷裂纹。
施焊大厚度管板时没有控制好焊接冷却速率,导致材料产生马氏体淬硬组织,在焊接残余应力和厚板拘束力的共同作用下,材料产生冷裂纹。冷却速率越快,产生的淬硬组织越多,材料开裂倾向越大。
焊接工艺控制不当使材料产生马氏体淬硬组织,在应力和淬硬组织的共同作用下,管板与管束间隙处的焊缝区或热影响区产生焊接冷裂纹,裂纹向贯穿焊缝和母材的方向扩展;工艺水中含有一定量的残留酸性物质,导致裂纹处的材料发生应力腐蚀开裂,裂纹进一步扩展,直至孔桥和管束完全开裂。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号