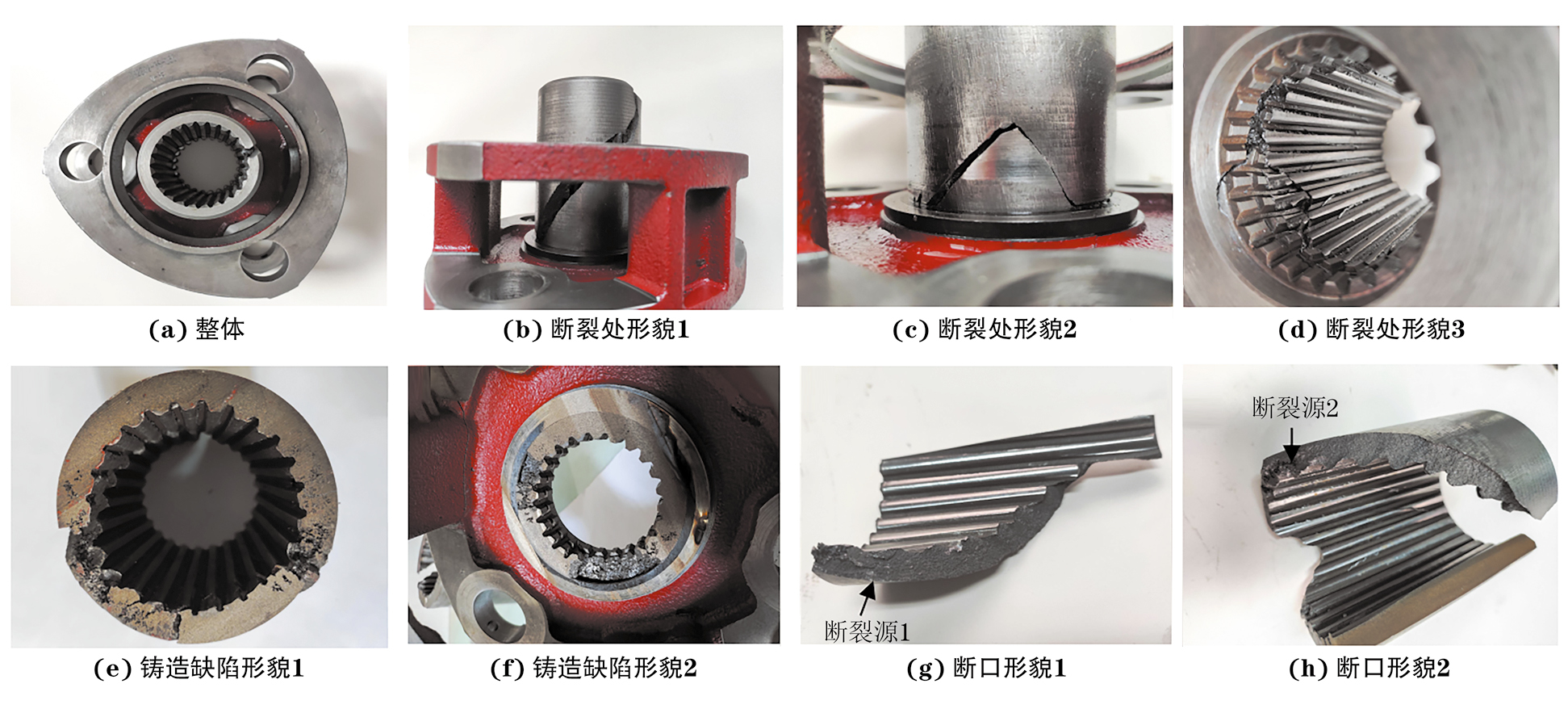
图 1 断裂行星架的宏观形貌

拖拉机变速箱采用行星传动结构,行星架是行星齿轮变速箱行星传动结构中的一个重要零件,起到安装和支撑的作用,在运行过程中行星架受外力矩的作用较大[1]。另外,行星架和20MnCr5H钢太阳轮轴相配合,因此要求其具有高强度、高韧性,行星架的可靠性直接影响整个机组的可靠性。某行星架在使用约400 h后发生断裂,材料为QT500-7球墨铸铁,硬度要求为179~240 HBW。行星架采用砂型铸造方式成型,生产工艺流程为:造型→熔炼→浇注→清理→入库→机械加工→清洗等。笔者采用一系列理化检验方法分析了行星架断裂的原因,以避免该类问题再次发生。
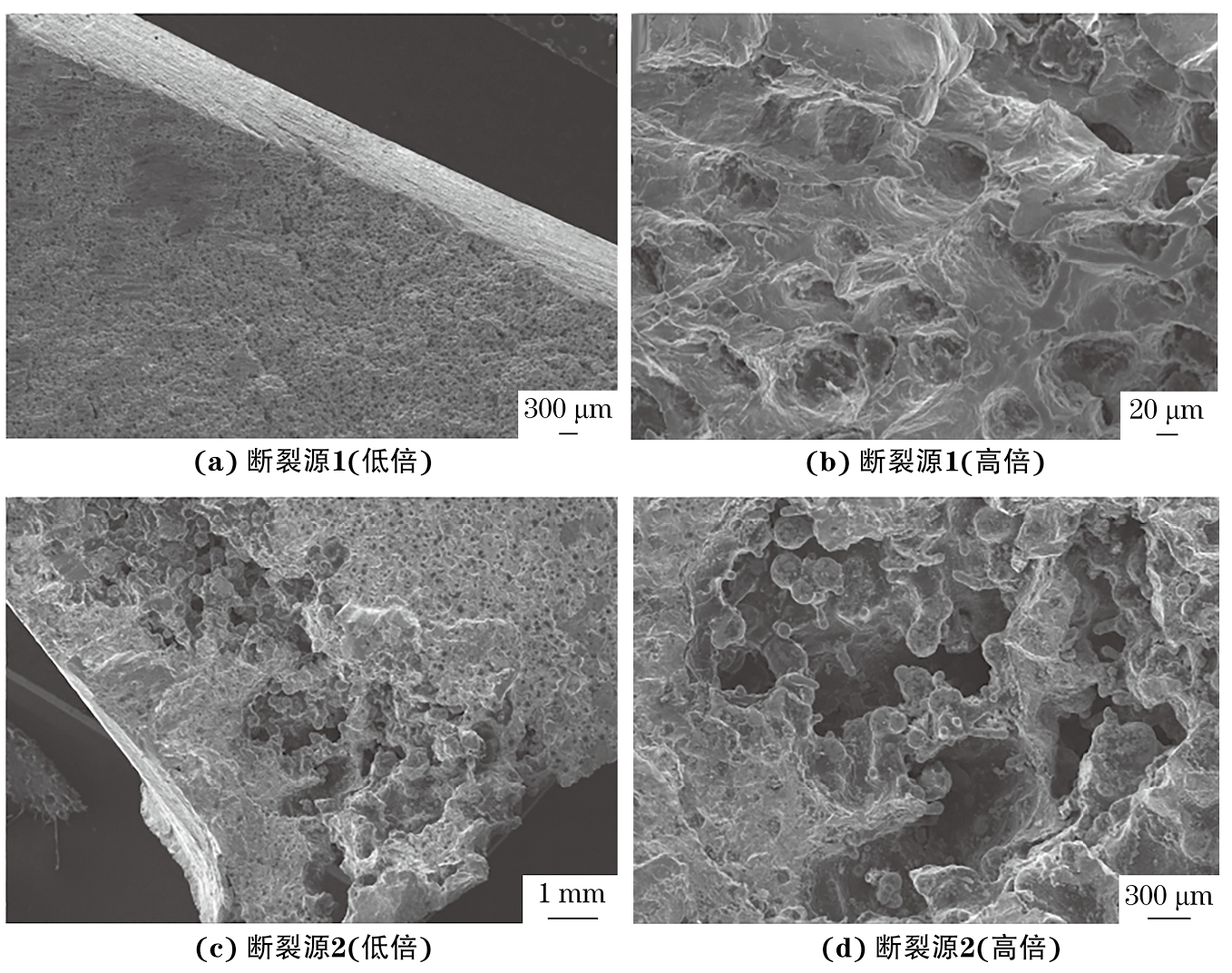
开裂行星架的宏观形貌如图1所示。由图1可知:行星架从花键套端部开裂至底部,花键套内花键磨损严重;将行星架沿花键套底部切开,发现较多铸造夹渣、缩孔和疏松缺陷,铸造缺陷面积约为3 cm2,缺陷主要集中在与主体连接处,即热节处,行星架毛坯花键套部位壁厚约为20 mm;行星架开裂源1位于距花键套端部约13 mm的外表面,开裂源2位于花键套底部铸造缺陷处,未见明显加工缺陷,断口未见明显塑性变形,断口边缘未见剪切唇,断裂性质为脆性断裂[2-3]。
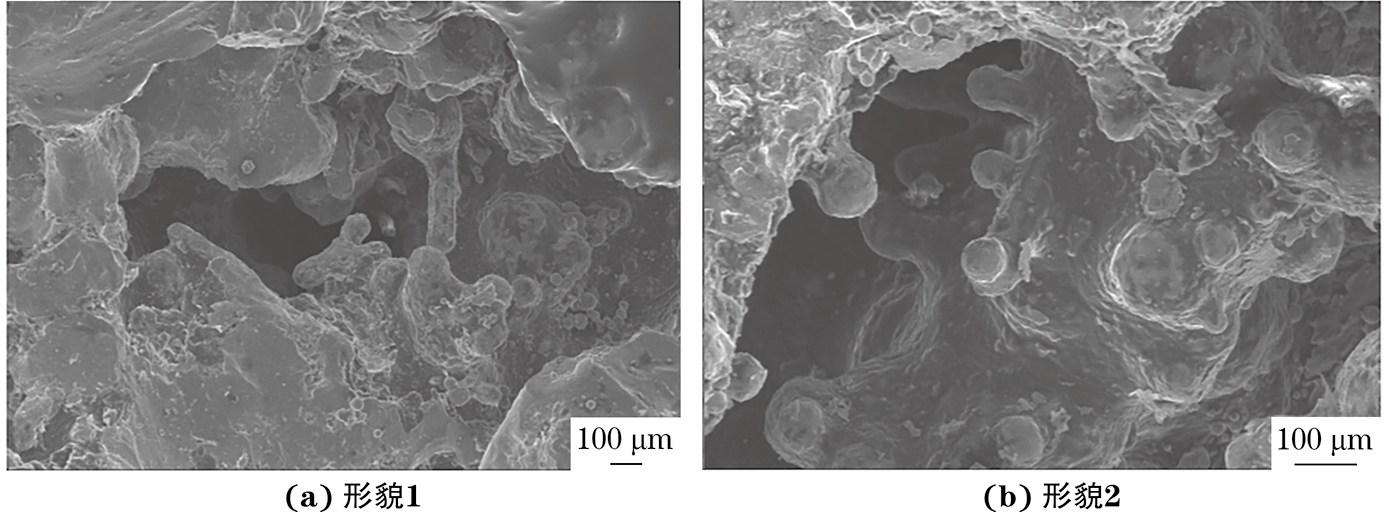
利用扫描电子显微镜观察行星架断裂源处的形貌,结果如图2所示。铸造缺陷处的SEM形貌如图3所示。由图3可知:铸造缺陷位置有较多孔洞,可观察到自由凝固的枝晶形貌[4-5]。
在行星架壁厚约16 mm处取拉伸试样和硬度试样,试样的力学性能测试结果如表1所示。由表1可知:试样的抗拉强度低于GB/T 1348—2019《球墨铸铁件》对QT500-7球墨铸铁的要求,试样的硬度低于图纸技术要求。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 硬度/HBW |
|---|---|---|---|---|
| 试样1实测值 | 352 | 459 | 20.0 | 167,167,170 |
| 试样2实测值 | 354 | 459 | 21.5 | 174,174,176 |
| 标准值 | ≥320 | ≥500 | ≥7 | 179~240 |
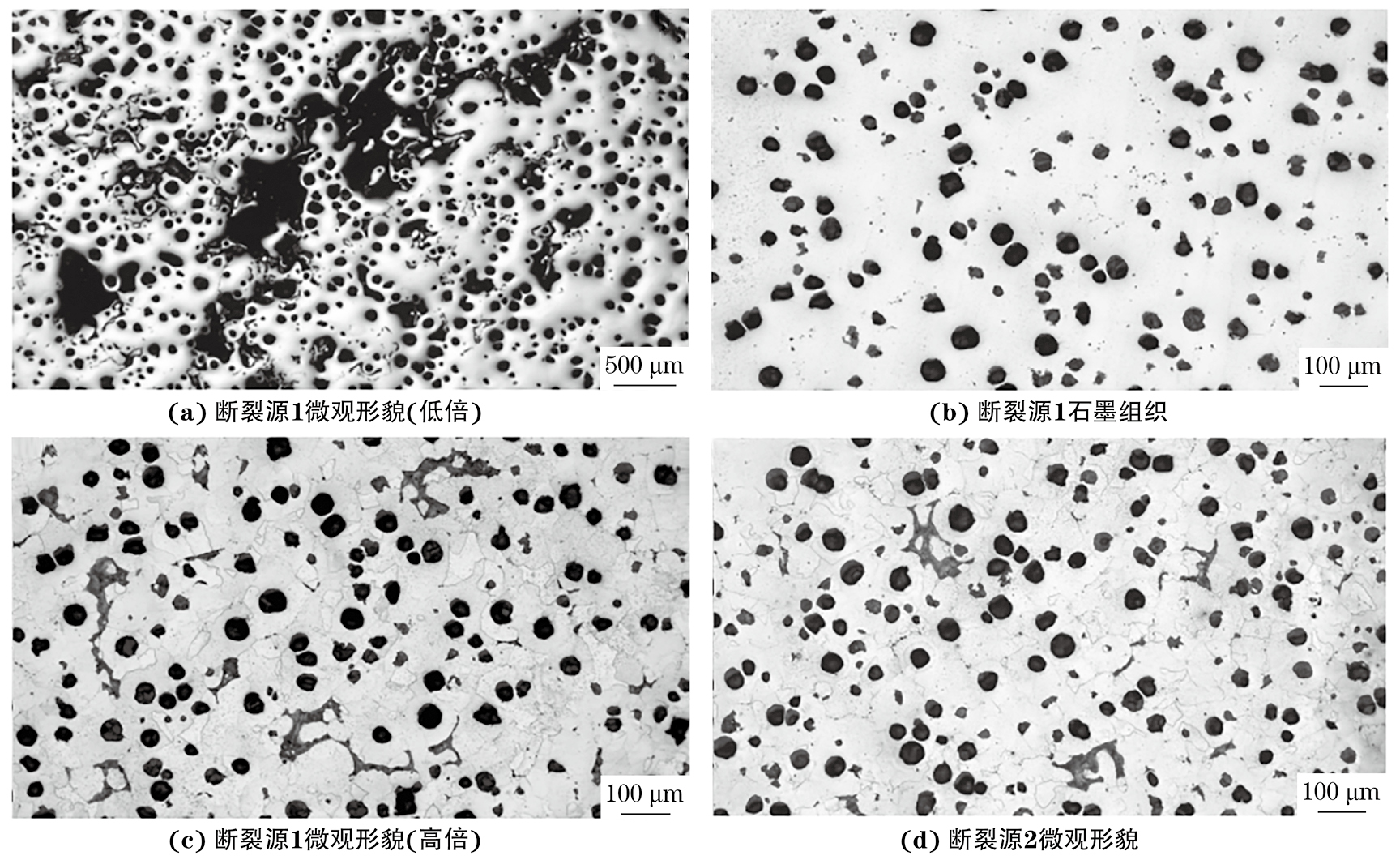
在行星架断裂源处取金相试样,利用光学显微镜对其进行观察,结果如图4所示。由图4可知:两处断裂源的组织区别不大,石墨球化级别为3级,石墨大小为6级(体积分数为60%)+7级(体积分数为40%),珠光体的体积分数约为5%,未发现明显磷共晶和碳化物。
行星架花键套底部有严重的夹渣、缩孔和疏松缺陷。夹渣缺陷的产生原因为浇注金属液不纯净,或浇注过程控制和浇注系统设计不合理,使熔渣、低熔点化合物及氧化物等裹在金属液中流入型腔,最终产生了夹杂类缺陷。缩孔和疏松缺陷的产生原因为零件在凝固过程中金属液得不到及时补缩[6],此外,铁水凝固时形成树枝状晶,主干先凝固,树枝状晶由于溶质元素的聚集,成为最后局部凝固部分,从而产生了疏松缺陷[7-8]。缩孔和疏松容易成为受力或应力集中点,降低零件使用过程中的可靠性,缩短零件的使用寿命。铸件壁厚设计不合理,使凝固过程中不能形成有效的补缩通道,无法实现顺序凝固;浇冒口体积小,布置不合理,造成补缩效果不明显[9]。这些铸造夹渣、缩孔和疏松缺陷会破坏基体的连续性,降低铸件的致密度,从而降低其有效承载能力,严重影响铸件质量和使用寿命。行星架的力学性能虽然不达标,但从批量使用情况看,仍在设计的安全系数内。
针对行星架产生的铸造缺陷提出以下预防措施:(1)控制铁液成分,尽量提高金属液的出炉温度,选择适宜的静置时间,以促进非金属夹杂物的上浮和聚集,应设置集渣包和挡渣装置,以避免产生夹渣缺陷;(2)在铸造工艺设计时,应合理布置浇冒口和冷铁,适当提高浇注温度,提高冒口的补缩能力;(3)结合前期铸造工艺设计以及铸件情况,降低行星架花键套处的加工余量,使铸件壁厚控制为12~15 mm,缩短该部位的凝固时间,从而减少缩孔和疏松缺陷,提高行星架的整体质量,满足性能要求。
在行星架生产过程中,应严格执行相应的生产标准和规范。在铁液成分配比方面,控制好碳当量。
行星架的开裂原因为结构热节以及补缩不到位,导致零件产生集中连片的缩孔、疏松、夹渣缺陷,严重影响了基体的连续性,并造成应力集中,在外力的作用下,行星架发生断裂。
建议产品部门完善验收标准,按照批量对行星架易出现缩孔、疏松、夹渣缺陷的位置进行检测。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号