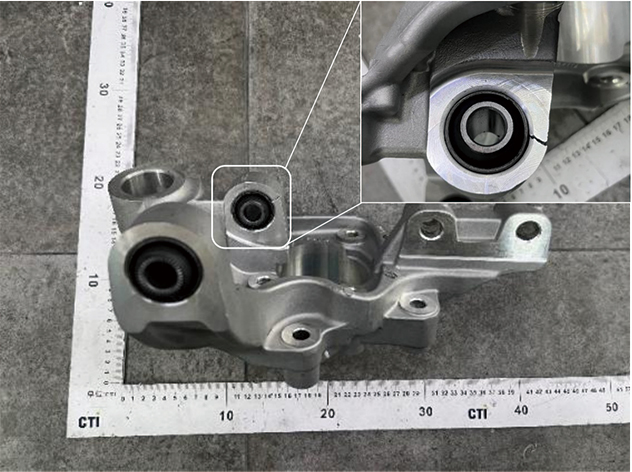
图 1 断裂转向节的宏观形貌

在双碳政策及新能源汽车产业快速发展的背景下,汽车的轻量化转型成为重要趋势。铝合金转向节能有效降低悬挂系统以下部件的质量、提升燃油效率、减少排放[1],因此在商用车及特种车辆等领域应用广泛,特别是在发展迅猛的新能源汽车产业。转向节作为汽车的关键零部件,其质量直接关系到汽车的行驶安全。开裂的转向节可能导致汽车行驶中转向失灵等严重故障,危及驾乘人员的安全。
某汽车右后转向节在客户端压装34孔球头时出现了侧面开裂的情况。该批次产品是成熟工艺的铸铝件,材料为铝合金A356,布氏硬度不小于85 HBW,抗拉强度不小于280 MPa,屈服强度不小于220 MPa,断后伸长率不小于6%。采用挤压铸造成型后再进行机械加工。在批量压装过程中,发现1件产品开裂,且安装前未进行表面处理。笔者采用一系列理化检验方法对该转向节断裂的原因进行分析,以避免该类问题再次发生。
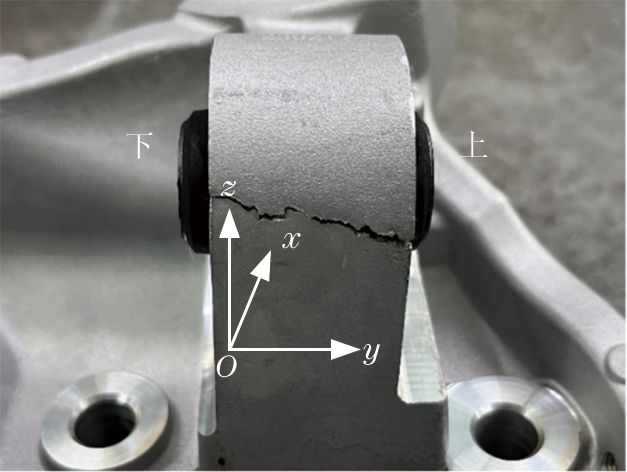
断裂转向节的宏观形貌如图1所示。由图1可知:断裂位置为34号安装孔的边缘,上下两面都是机械加工面,断面与安装孔径向平行,机械加工面较光滑,外表面未发现明显的缺陷和外来损伤。
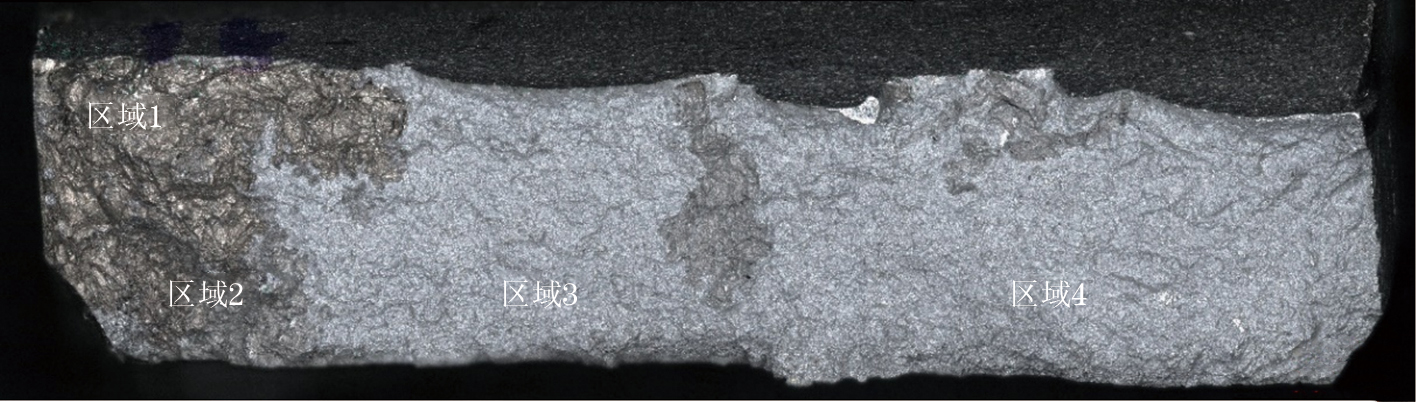
断裂转向节断口的宏观形貌如图2所示。由图2可知:整个断口大面积区域呈亮灰色,在靠近外径的位置有一部分深灰色区域(区域1),表面发暗,可能为氧化所致,周围形貌汇聚到外径上表面,推测区域1为起裂源。
按照GB/T 20975.25—2020 《铝及铝合金化学分析方法 第25部分:元素含量的测定 电感耦合等离子体原子发射光谱法》对断裂转向节进行化学成分分析,结果如表1所示。由表1可知:断裂转向节的化学成分符合标准GB/T 20975.25—2020对铝合金A356的要求。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Sr | |
| 实测值 | 6.79 | 0.07 | <0.01 | <0.01 | 0.35 | <0.01 | 0.13 | 0.017 |
| 标准值 | 6.5~7.5 | ≤0.19 | ≤0.2 | ≤0.1 | 0.25~0.45 | ≤0.1 | ≤0.2 | 0.016~0.025 |
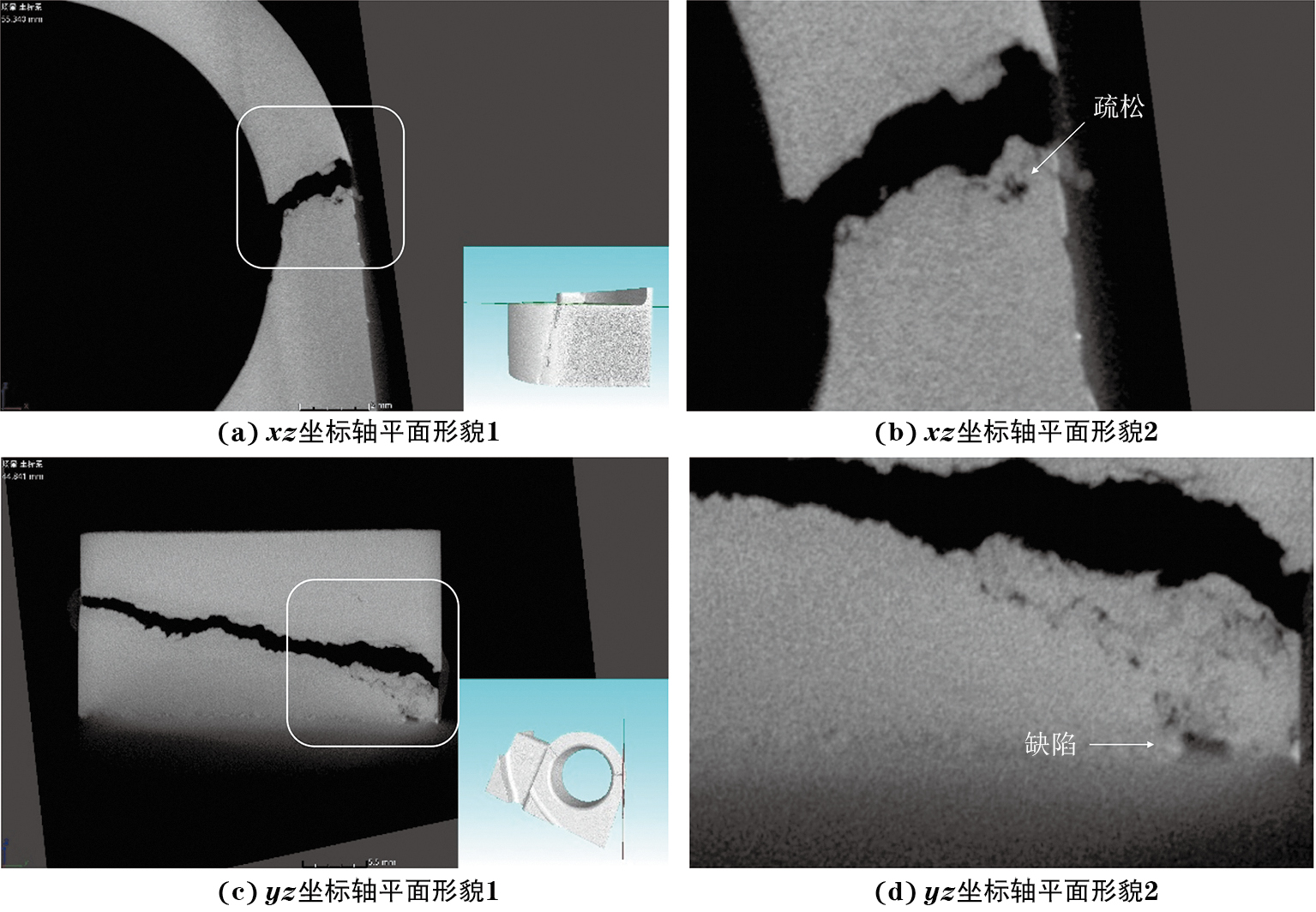
在断裂转向节的安装环部分取样,对试样进行工业计算机断层成像分析,扫描三坐标轴如图3所示,为便于描述,将通孔的两个加工面分别标为上和下,分析结果如图4所示。由图4可知:先由xz轴平面从上表面开始向下表面逐层扫描,可观察到靠近上表面断口位置有较多疏松和裂纹,中部54 mm处可见铸造裂纹,再往下直至下表面都未发现缺陷;再由yz轴平面在断口处从外径至内径进行逐层扫描,可观察到在该平面靠近上表面位置有较多疏松和裂纹,继续向内径扫描,未发现更多缺陷。说明转向节断口附近存在铸造缺陷,且缺陷集中于上表面靠近外径的位置。
利用扫描电镜对转向节断口表面进行观察,结果如图5所示。由图5可知:区域1及区域2深灰色区域呈金属凝固后的原始特征形貌;区域3和区域4均为韧窝形貌[2]。推测区域1附近铸造缺陷较多,主要为裂纹及疏松。
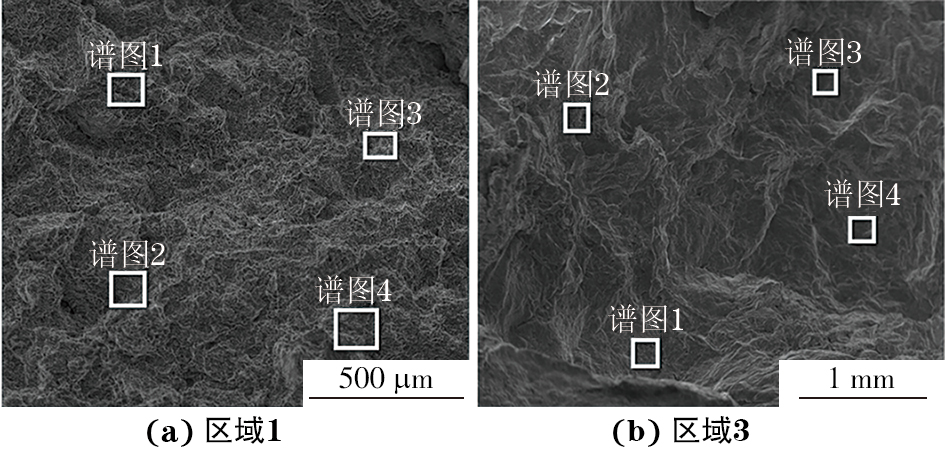
在区域1和3的不同位置取样,对试样进行能谱分析,取样位置如图6所示,分析结果如表2所示。由表2可知:发现区域1表面的C、O元素含量均高于区域3,推测区域1表面存在氧化层。
| 分析位置 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | O | Mg | Al | Si | Fe | |
| 区域1谱图1 | 29.72 | 15.56 | 2.08 | 44.29 | 8.35 | - |
| 区域1谱图2 | 30.80 | 15.93 | 1.64 | 45.16 | 6.11 | 0.35 |
| 区域3谱图2 | 10.08 | 2.44 | 0.28 | 64.88 | 21.87 | 0.44 |
| 区域3谱图3 | 12.31 | 3.63 | - | 63.40 | 19.99 | 0.67 |
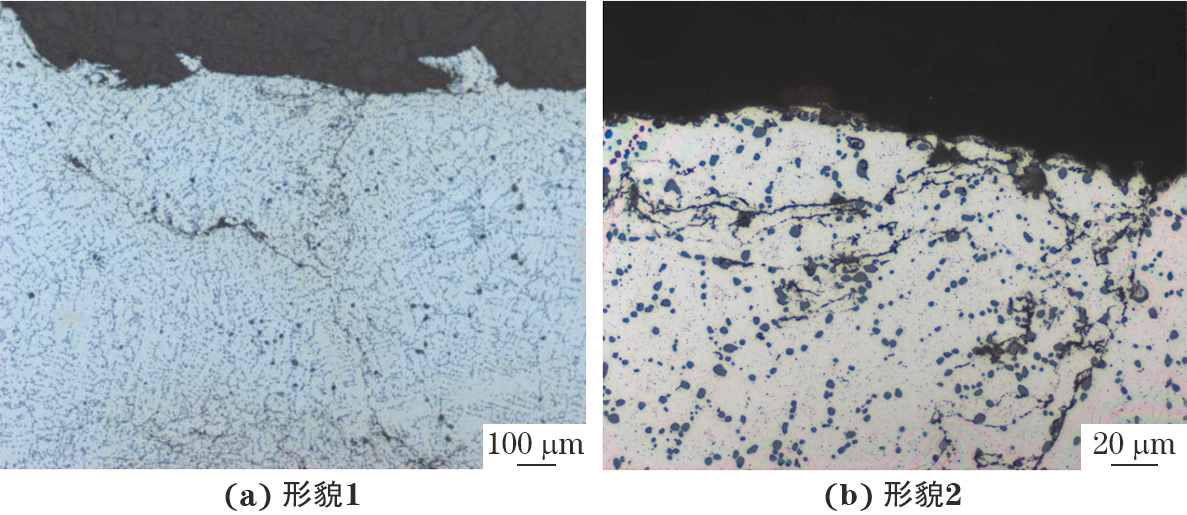
在断裂转向节断口起裂源附近,以平行上表面xz坐标为横截面进行取样,根据GB/T 13298—2015《金属显微组织检验方法》对试样进行金相检验,结果如图7所示。由图7可知:断口附近组织中存在α固溶体和共晶硅,同时可见较多裂纹,裂纹呈连续的直线或圆滑的曲线;缺陷多集中在靠近断口表面的位置;xz轴平面中部54 mm处可见裂纹状缝隙,其棱边呈圆角状,判断该处为铸造缺陷。
按照GB/T 231.1—2018 《金属材料 布氏硬度试验 第1部分:试验方法》对断裂转向节进行布氏硬度测试,按照GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》对断裂转向节进行拉伸性能测试,结果如表3所示。由表3可知:断裂转向节的抗拉强度、屈服强度、硬度均符合技术要求,断后伸长率不符合技术要求。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 硬度/HBW |
|---|---|---|---|---|
| 实测值 | 250 | 315 | 4.5 | 108.3,107.2,110.5 |
| 技术要求 | ≥220 | ≥280 | ≥6 | ≥85 |
由上述理化检验结果可知,断裂转向节的化学成分、硬度均无异常。转向节断口上表面靠近外径的区域存在显著的疏松和裂纹缺陷,裂纹起源于铸造缺陷较多的区域。断口表面局部区域C和O元素含量较高,表明断口局部区域有氧化膜和碳杂质,使该区域的结合强度下降。断口附近组织中存在α固溶体和共晶硅。断裂转向节的断后伸长率较小,不满足技术要求。
铸造铝合金转向节在压装孔球头时,其外径处存在裂纹、疏松等铸造缺陷,产生了应力集中,导致转向节的强度下降。随着压力的持续加载,裂纹从外径铸造缺陷处开始萌生并不断扩展,最终造成转向节侧面断裂,断裂性质为韧性断裂。
铝合金转向节存在铸造缺陷,在压装力的作用下,铸造缺陷处开始萌生裂纹并不断扩展,最终导致转向节发生韧性断裂。
建议在铸造过程中采取更严格的质量控制措施,以避免产生铸造缺陷,同时提高材料的均匀性、金属的充型能力,增强排气。在铸造成型后对产品进行无损检测,进一步把控铸造质量,以确保产品的可靠性和安全性。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号