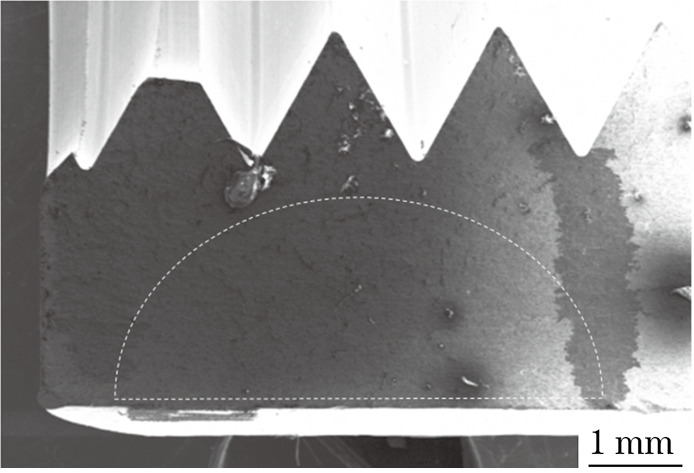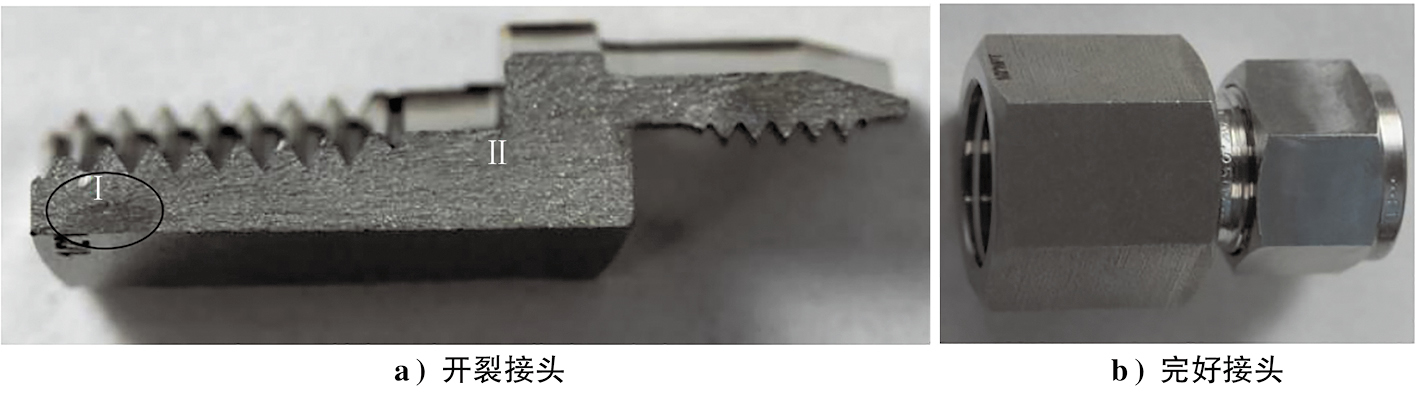
图 1 开裂接头和完好接头宏观形貌

S32750双相不锈钢是一种组织中同时含有铁素体相和奥氏体相的铁基合金[1],具有良好的耐腐蚀性能和力学性能,被广泛应用于石油化工、核电、船舶以及建筑等行业中[2-4]。某海上平台采油树油嘴下游压力变送器仪表阀下方一个材料为S32750的双相不锈钢卡套管直通接头(以下简称接头)发生开裂现象,接头外侧有一条纵向裂纹。
根据产品质量文件,接头符合ASTM A182/A182M—2016 《高温用锻制或轧制合金钢和不锈钢法兰、锻制管件、阀门和部件标准规范》。接头的热处理状态为固溶处理,加热温度为1 050 ℃,保温时间为3 h,冷却介质为水。开裂接头长期处在年平均温度为23~25.2 ℃,平均相对湿度为80%的环境下。接头已使用近34个月,为首例仪表管接头开裂。笔者采用宏观观察、断口分析、化学成分分析、硬度测试、金相检验、扫描电镜(SEM)和能谱分析等方法对仪表管接头的开裂原因进行分析,以防止该类问题再次发生。
开裂接头和完好接头宏观形貌如图1所示。由图1可知:开裂接头内外表面具有金属光泽,未见明显腐蚀形貌特征;接头沿纵向开裂,断口平直,无明显塑性变形,呈脆性疲劳开裂特征;可见明显放射线聚集于断面左下方深色椭圆形区域[见图1a)区域I],该椭圆形区域内的圆点处为疲劳裂纹源,椭圆形区域属于疲劳起裂区,椭圆形周边存在放射线,放射线一直向右扩展至末端,快速扩展区[见图1a)中Ⅱ区域]所占面积较大。裂纹源左下方刚好与表面所刻纵向数字重合,且位于该平面的正中间位置,推测这是裂纹源产生的一个原因。
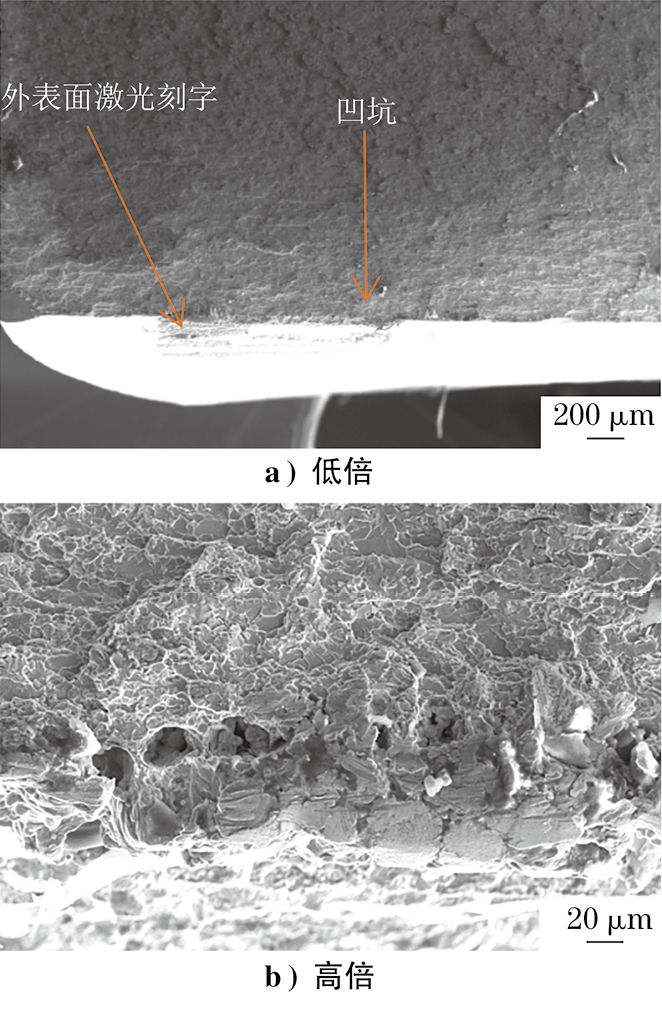
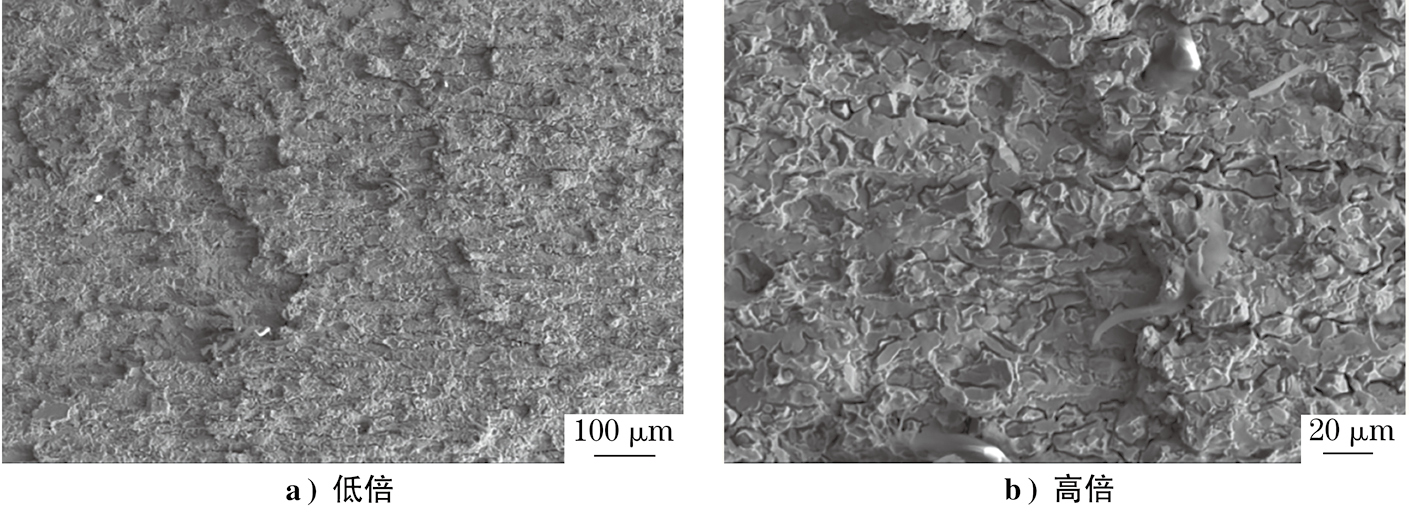
采用扫描电子显微镜对断口进行分析,并利用X射线能谱仪对微区成分进行分析。裂纹源区SEM形貌如图2所示,图2中虚线框所示位置为图1中椭圆形裂纹源区。由图2可知:裂纹源表面存在多处凹坑,左侧凹坑区域由接头表面刻字形成,凹坑表面存在塑性挤压并形成了少量微孔,微孔内部存在少量金属球,推测金属球产生原因为激光刻字时金属粉末高速飞溅至孔内残留。裂纹源区凹坑SEM形貌如图3所示。
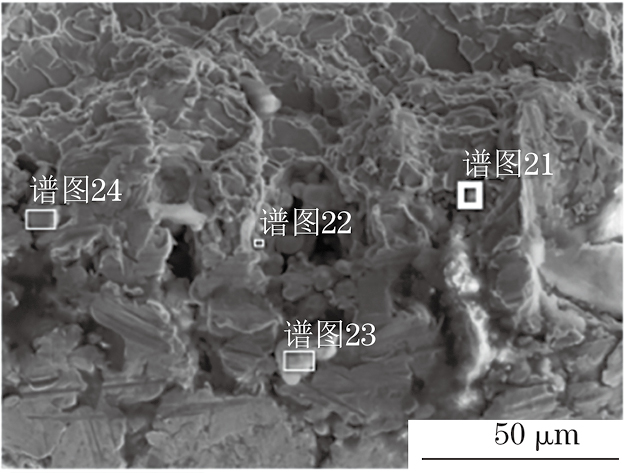
凹坑表面微区分析位置如图4所示,微区成分分析结果如表1所示。由表1可知:凹坑内部主要含有C、O、Fe、Cr、K、Na、Ca、Al、Si等元素,以及少量的Cl、S元素。
| 位置 | 质量分数 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Na | Mg | Al | Si | S | Cl | K | Ca | Cr | Fe | Ni | |
| 谱图21 | 21.34 | 33.84 | — | — | 5.49 | 15.86 | 0.21 | 0.14 | 6.11 | — | 6.00 | 10.41 | 0.60 |
| 谱图22 | 24.74 | 23.15 | — | — | — | 0.94 | 0.73 | 0.27 | 0.26 | — | 16.14 | 31.60 | 2.17 |
| 谱图23 | 35.73 | 24.76 | 4.28 | 0.16 | 0.27 | 2.51 | 6.59 | 0.97 | 9.84 | 3.07 | 3.64 | 7.80 | 0.37 |
| 谱图24 | 53.62 | 23.33 | 1.72 | — | 2.57 | 4.69 | 0.48 | 0.83 | 0.67 | 1.23 | 3.07 | 7.32 | 0.47 |
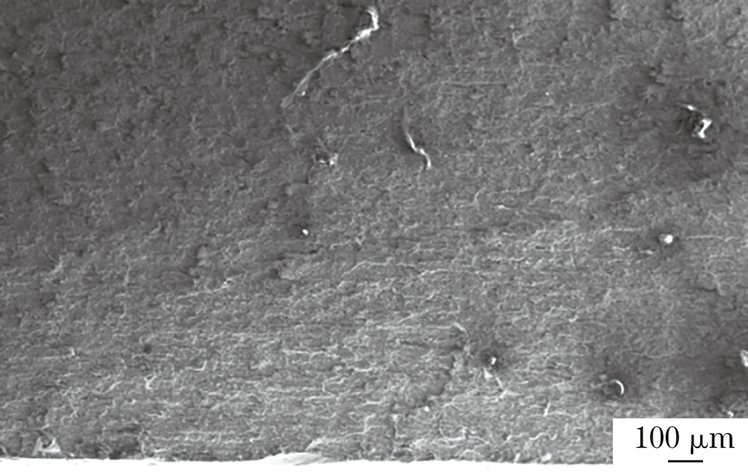
初步判断右侧凹坑区域可能为外部机械损伤所致,右侧凹坑区域SEM形貌如图5所示。由图5可知:裂纹源附近存在一片平行线,随后向左上方和右方快速扩展。
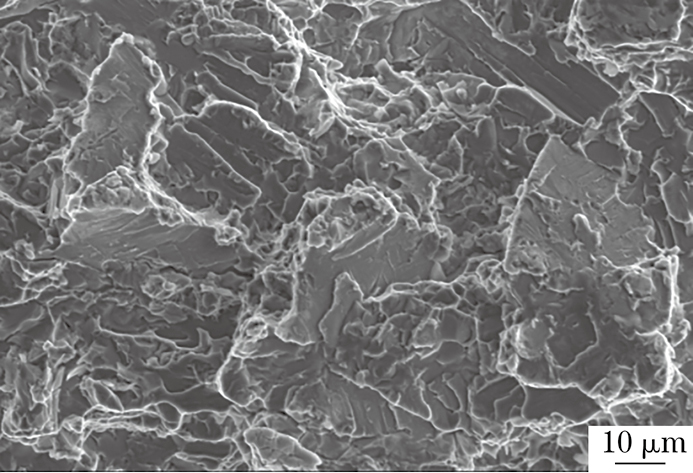
裂纹源附近平行线区SEM形貌如图6所示。由图6可知:裂纹源附近平行线区呈沿晶和穿晶断裂特征,并可见多条平行的二次疲劳裂纹。
平行线与快速扩展区交界处SEM形貌如图7所示,可见多条垂直于放射线的二次疲劳裂纹,断口具有疲劳断裂微观特征。
断口快速扩展区(Ⅱ区)主要呈解理特征形貌(见图8),可见断口无明显塑性变形,说明材料脆性较大。
在完好接头中截取试样,编号为1号,在开裂接头中截取试样,编号为2号。采用直读光谱仪分别对1,2号试样进行化学成分分析,结果如表2所示。由表2可知:完好接头的碳含量已接近GB/T 222—2006《钢的成品化学成分允许偏差》要求上限,开裂接头的碳含量已达到GB/T 222—2006标准要求上限,说明该批次接头材料的碳含量相对较高。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | N | |
| 1号试样实测值 | 0.029 | 0.64 | 0.53 | 0.021 | 0.004 0 | 24.90 | 3.66 | 6.55 | 0.29 | 0.25 |
| 2号试样实测值 | 0.030 | 0.63 | 0.53 | 0.021 | 0.003 9 | 24.90 | 3.64 | 6.51 | 0.30 | 0.24 |
| 标准值 | ≤0.03 | ≤0.8 | ≤1.2 | ≤0.035 | ≤0.020 | 24-26 | 3~5 | 6~8 | ≤0.5 | 0.24~0.32 |
按照GB/T 4340.1—2009 《金属材料 维氏硬度试验 第1部分:试验方法》,采用维氏硬度计分别对1,2号试样横截面进行硬度测试,测试3点位置,求平均值,结果如表3所示。由表3可知:完好接头和开裂接头的硬度均略大于标准要求。
| 项目 | 测点1硬度 | 测点2硬度 | 测点3硬度 | 硬度平均值 |
|---|---|---|---|---|
| 1号试样实测值 | 332 | 337 | 320 | 330 |
| 2号试样实测值 | 339 | 336 | 338 | 338 |
| 标准值 | ≤310 | |||
在热处理阶段,当双相不锈钢处于一定温度区间时,材料晶界会析出有害相,将对材料的韧性和脆性产生较大影响[5]。从完好接头试样的横截面截取金相试样,从开裂接头的断口附近和远离断口处截取金相试样,将试样置于光学显微镜下观察。
根据GB/T 39077—2020《经济型奥氏体-铁素体双相不锈钢中有害相的检测方法》检定材料是否存在有害σ析出相;根据GB/T 13298—2015《金属显微组织检验方法》和GB/T 15711—2018《钢中非金属夹杂物的检验 塔形发纹酸浸法》对试样的显微组织和夹杂物进行分析。两个试样的金相检验结果如表4所示。
| 试样编号 | 非金属夹杂物 | 组织 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| A(硫化物类) | B(氧化铝类) | C(硅酸盐类) | D(氧化物类) | ||||||
| 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | ||
| 1号 | 0 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0 | 铁素体+奥氏体 |
| 2号 | 0 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0 | 铁素体+奥氏体 |
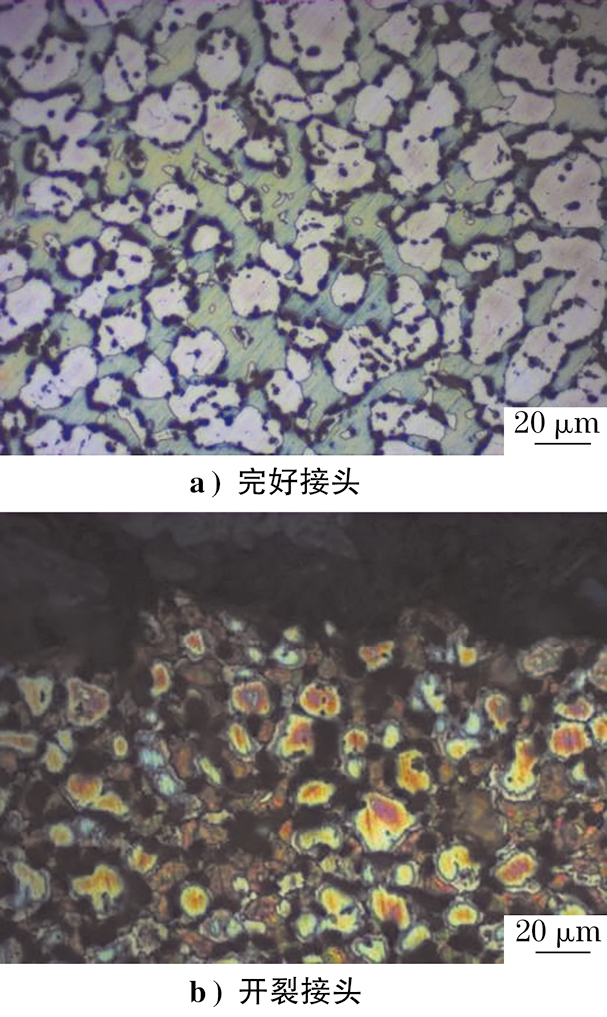
由表4可知:完好接头和开裂接头均存在D类细系夹杂物,且两种接头组织均存在异常,除正常的铁素体和奥氏体双相外,在完好接头和开裂接头的晶界上均存在大量的第三相,即黑色颗粒状析出相,且断口附近组织与远离断口处组织接近。完好接头和开裂接头的显微组织形貌如图9所示。
为进一步确定双相钢铁素体基体上黑色析出相的形态和化学成分,用SEM对试样进行分析。析出相SEM形貌如图10所示。由图10可知:黑色析出相变成白色析出相,析出相形态有颗粒状或长条状,析出相数量多,尺寸在微米级,观察到最大析出相长度为12 μm,中等大小的析出相长度约为4 μm。这类析出相属于高硬度低延展性的σ金属间相,σ相严重降低了材料的冲击韧性,在交变应力的作用下,这些微小析出相可使材料萌生疲劳裂纹[6]。
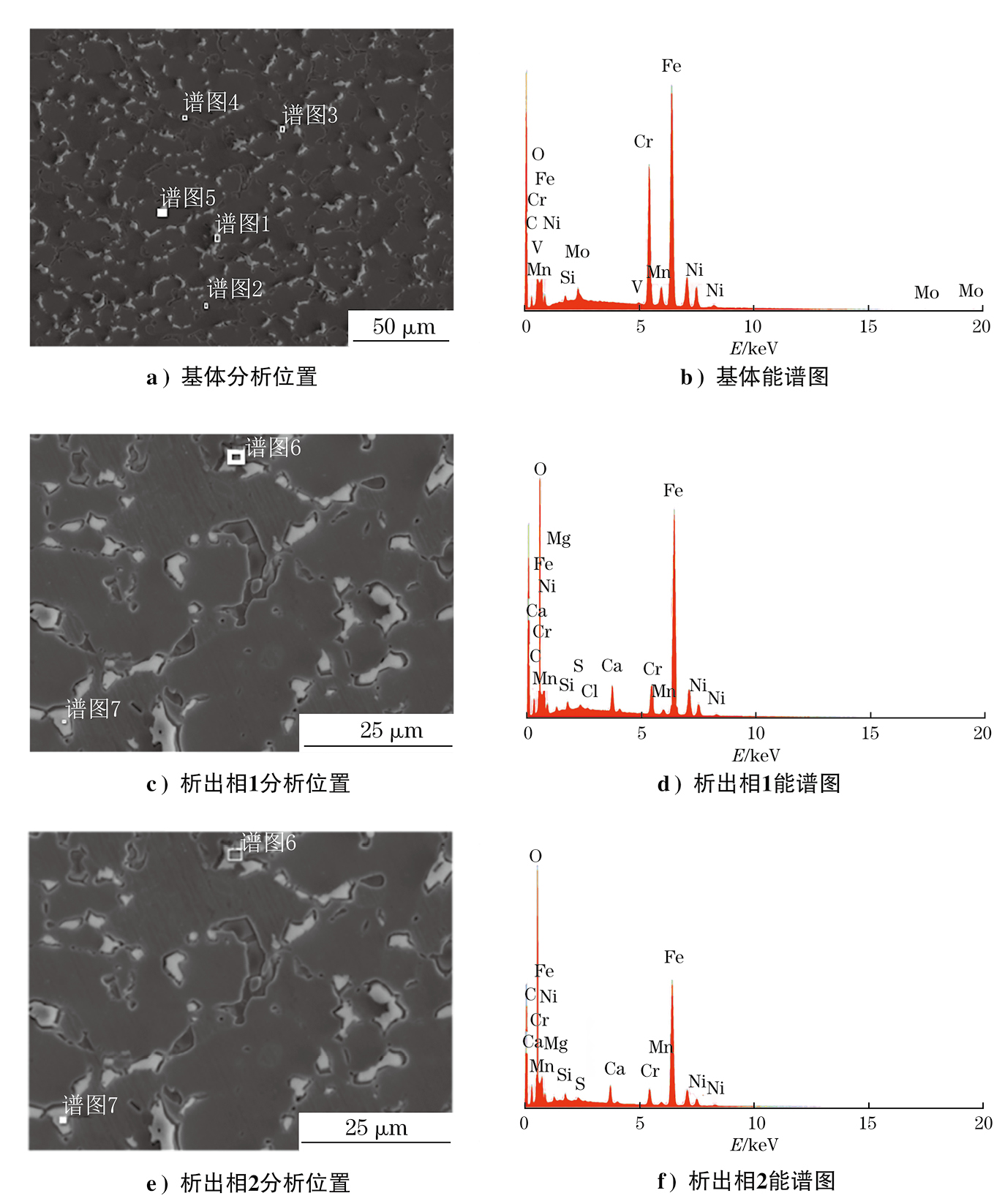
析出相优先出现在铁素体和奥氏体的相界面处,对腐蚀后的金相试样进行能谱分析,分析位置和能谱分析结果如图11所示。由图11可知:析出相中O元素含量较高,Cr、Ni、Mo元素含量略有降低。
用X射线能谱仪对基体和析出相进行微区成分分析,结果如表5所示。由表5可知:析出相中O元素含量较高,和基体相比,析出相中出现了Ca、Mg、S等元素,而Cr、Ni、Mo元素的含量明显降低。
| 项目 | 质量分数 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Mo | Mg | Si | S | Cl | Mn | Ca | Cr | Fe | Ni | |
| 基体实测值 | 7.11 | 1.92 | 2.10 | — | 0.49 | — | — | 0.61 | — | 22.88 | 57.71 | 7.17 |
| 析出相1实测值 | 7.45 | 27.76 | — | 0.57 | 0.55 | 0.18 | 0.12 | 0.24 | 2.32 | 4.58 | 51.58 | 4.64 |
| 析出相2实测值 | 10.02 | 36.88 | — | 0.67 | 0.59 | 0.17 | — | 0.28 | 2.10 | 3.39 | 42.22 | 3.69 |
由宏观观察和断口分析结果可知,接头开裂形式为疲劳开裂,裂纹起源于外表面激光刻字的局部损伤区域,造成局部应力集中,是疲劳裂纹萌生的直接原因,接头的脆性较大,在疲劳交变载荷的作用下,裂纹快速扩展。
开裂接头的碳元素质量分数已经达到标准规定的上限(0.03%),完好接头的碳元素质量分数也接近上限,而材料证书上的碳元素质量分数仅为0.015%,说明该批次碳元素质量分数普遍偏高。
硬度测试结果表明,开裂接头的硬度略超标准上限,说明接头的强度较大,脆性较大,韧性较差。
开裂接头和完好接头的晶界上析出大量有害σ相[7],降低了材料的冲击韧性,严重降低了材料的疲劳抗力,这也是材料快速扩展的主要原因。固溶处理温度过高和保温时间过长都会造成有害σ相的析出,固溶处理对双相不锈钢最主要的影响是改变了铁素体与奥氏体的相比例,从而降低了材料的屈服强度和抗拉强度。此外,铁素体晶粒尺寸长大在一定程度上也会降低材料的性能。开裂接头的铁素体/奥氏体两相比例合适,铁素体晶粒尺寸也未见明显长大,说明接头析出大量σ相与固溶处理的保温时间过长有关[8]。
综上所述,双相钢接头开裂的原因是材料脆性较大,在表面存在激光刻字损伤以及环境交变载荷的共同作用下,接头发生早期疲劳开裂现象。
(1)开裂接头和完好接头的碳含量接近标准上限,硬度略高于标准要求上限。
(2)开裂接头和完好接头的晶界上均存在大量颗粒状和长条状σ相析出物,严重降低了材料的疲劳抗力和韧性,促使疲劳裂纹萌生和扩展。
(3)材料脆性较大,在表面激光刻字损伤及交变载荷的共同作用下,裂纹在表面萌生并扩展,导致接头开裂。
(4)建议严格把关产品质量,做好入厂检验及抽检工作,以保证产品满足技术要求。加强产品制造过程质量控制,对类似结构及相同批次产品进行排查或更换。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号