Table 1. 钼合金配料的化学成分
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| Ti | Zr | C | Ce | Y | Mo | |
| 1号试样,2号试样实测值 | 0.55 | 0.1 | 0.04 | 0.05 | 0.05 | 余量 |
| 3号试样,4号试样实测值 | 1.2 | 0.4 | 0.1 | 0.05 | 0.05 | 余量 |
| TZM标准值 | 0.4~0.55 | 0.06~0.12 | 0.01~0.04 | - | - | 余量 |
| TZC标准值 | 1~1.4 | 0.2~0.5 | 0.08~0.14 | - | - | 余量 |

钼合金具有特殊的物理性质和良好的高温强度[1],常用于制作耐高温结构材料,在冶金、航空航天等各工业领域应用广泛。常见的钼合金包括TZC(钛锆碳)、TZM(钛锆钼)等,TZC具有良好的高温强度和再结晶温度,TZM具有良好的高温强度和室温塑性[2]。这两种合金的主要元素钛(Ti)、锆(Zr)和碳(C)在钼中形成Mo-Ti和Mo-Zr固溶体及TiC和ZrC弥散质点,增强了合金的固溶和弥散强化作用,可用于制造高温合金管材的穿孔顶头[3]。与TZM相比,TZC中Ti、Zr、C等元素的含量较高(Ti元素质量分数为1.2%,Zr元素质量分数为0.3%,C元素质量分数为0.1%),易于形成分散的TiC、ZrC等碳化物相,这些元素可增强合金的强度[4],但该合金的塑性较差。
钼合金顶头分为铸态钼合金顶头和粉末冶金钼合金顶头两大类。铸态钼合金顶头的塑性差,寿命较短,生产周期长,成本高[5]。为了克服铸态钼合金顶头在工艺、性能和成本上的劣势,我国于1975年成功研制出粉末冶金钼合金顶头[6]。通过固溶强化和第二相强化的方式可增强钼合金穿孔顶头的高温性能。钼合金顶头在穿孔过程中承受着复杂的轴向力、压应力、切应力及表面摩擦力,同时在机械冲击的作用下,顶头极易失效[7]。
钼合金经过烧结后,其内部存在高密度的孔洞[8-9],对合金的力学性能造成严重影响,为了消除该影响,需要对合金进行锻造、轧制等,优化其显微组织及力学性能。但是钼合金在高温环境中易发生严重的氧化[10],这不仅限制了制造工艺,也限制了其使用范围。随着现代科技的发展,越来越多的高等级高镍铬不锈钢管需要配备钼合金顶头,从而进行热穿孔成型[11],因此亟需开展高性能穿孔顶头用钼合金的研发工作。
目前,国内已开发了一种新型烧结技术——真空热压烧结,该技术的最高温度可达到2 200 ℃、最高压力可达到60 MPa,已经开始应用于粉末烧结制备中[12]。该方法在烧结过程中需要将粉末装入石墨模具中,当温度升高至预定温度时,对其施加额外的轴向压力,可以有效增大烧结体的密度,这对提高材料的力学性能至关重要。研究发现,添加TiH2/ZrH2的TZC合金在烧结过程中分解产生了Ti、Zr元素,进而形成了Mo(Ti)固溶体和TiC、ZrC等第二相粒子。烧结后热压改变了试样的显微组织,形成了Mo基体、Mo再结晶区、杂质缺陷区及碳源缺陷区。因此,真空热压烧结为高性能钼合金穿孔顶头的制备提供了新的工艺途径。
笔者分别在钼合金中添加TiH2、ZrH2,辅助添加稀土氧化物Y2O3、CeO2,对配制的钼合金进行烧结,在1 860 ℃、40 MPa下,用真空热压的方式减少合金内部孔洞,为优化钼合金顶头的设计和制备工艺路径提供参考。
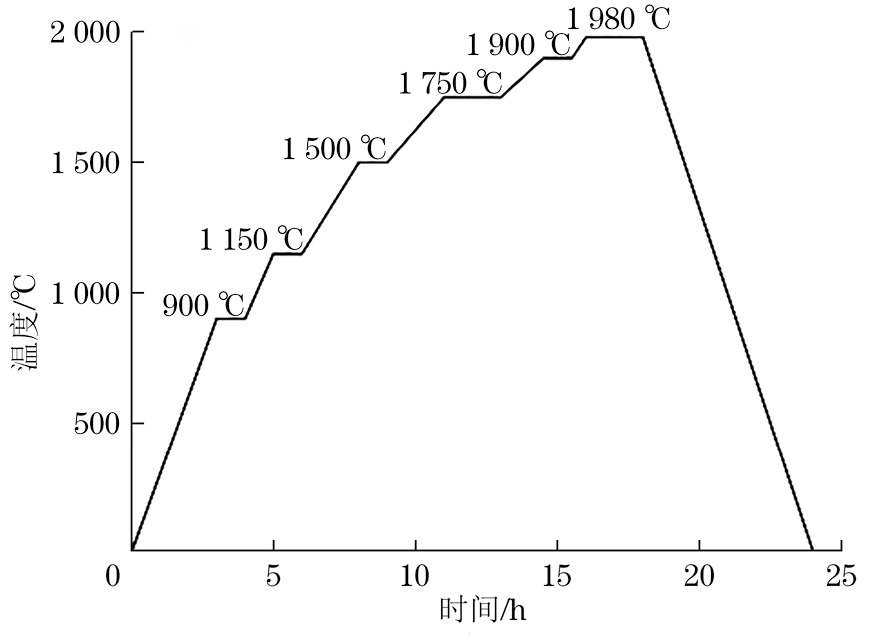
采用固-固混料的方式配置钼合金,合金配料的化学成分如表1所示。其中所用钼粉是以钼酸铵为原料,经反应得到MoO3,再经氢气还原制得高纯钼粉,钼粉的平均粒度为1.5 μm,TiH2、ZrH2的粒度均为1 μm,碳粉的平均粒度为50 μm。将混合好的原料置于三维混料机中,混料12 h,使粉体均匀混合。将混合粉末放入模套中,在200 MPa下,用等静压机将混合粉末压制成规格为60 mm×160 mm(直径×高度)的毛坯,用中频烧结法制备钼合金,烧结工艺曲线如图1所示。将上述制备的钼合金(分别编号为1、2、3、4号试样)在真空热压烧结炉中进行真空热压处理,在1 860 ℃、40 MPa下分别进行5%变形量的热压。
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| Ti | Zr | C | Ce | Y | Mo | |
| 1号试样,2号试样实测值 | 0.55 | 0.1 | 0.04 | 0.05 | 0.05 | 余量 |
| 3号试样,4号试样实测值 | 1.2 | 0.4 | 0.1 | 0.05 | 0.05 | 余量 |
| TZM标准值 | 0.4~0.55 | 0.06~0.12 | 0.01~0.04 | - | - | 余量 |
| TZC标准值 | 1~1.4 | 0.2~0.5 | 0.08~0.14 | - | - | 余量 |
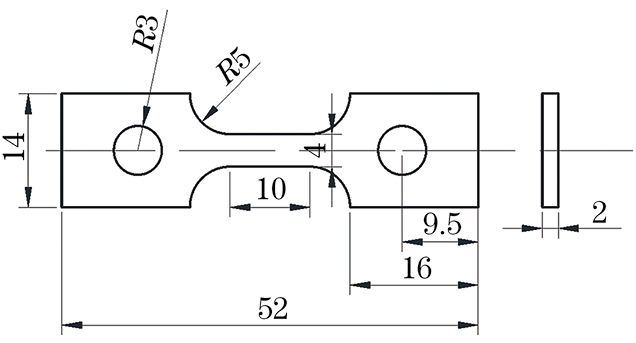
使用阿基米德排水法测定各试样的原始密度和经烧结及热压后试样的密度变化。使用线切割方法切取试样,采用光学显微镜及扫描电镜(SEM)观察合金的组织。采用能谱仪分析试样第二相的化学成分。采用维氏硬度试验机对抛光态试样进行硬度测试,再取平均值。在万能试验机上对材料进行室温拉伸试验,拉伸试样尺寸如图2所示。
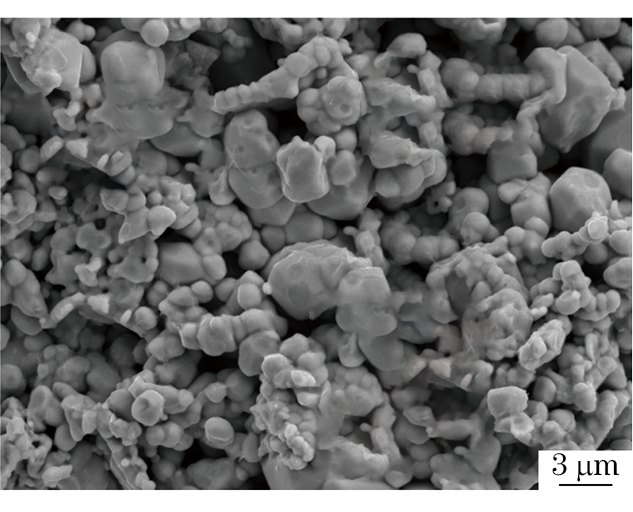
图3为TZC合金粉末未烧结前的SEM形貌。由图3可知:合金粉末存在两种不同尺寸的粒子,直径约为1.5 μm的粒子占所有粒子的70%。对该粒子进行能谱分析,得出其为TiH2、ZrH2、碳粉和钼粉在等静压机作用下形成的团聚体;部分粒子的直径约为2.5 μm,主要为钼粉。图中各点的氧元素含量较高,这是过筛压制过程中氧元素的吸附导致的。粉末与粉末之间存在一定空隙。
用阿基米德排水法测得TZC和TZM毛坯的密度分别为8.11 g/cm3和8.35 g/cm3,烧结后的密度分别为9.21 g/cm3和9.51 g/cm3,密度分别增大了13.5%和13.9%;在进行相同变形量的热压后,两者密度分别为9.75 g/cm3和9.83 g/cm3,较烧结态分别增大了5.1%和3.4%。计算两种配料合金的理论密度,分别为9.95 g/cm3和10.1 g/cm3。烧结和热压前后试样的密度和热压变形量如表2所示。虽然两种合金烧结态的致密度分别为92.6%和94.2%,但热压后都达到了97.3%的致密度。
| 项目 | 密度/(g·cm−3) | 致密度/% | ||
|---|---|---|---|---|
| 冷压后 | 烧结后 | 热压后 | ||
| 1号试样实测值 | 8.11 | 9.21 | - | 92.6 |
| 2号试样实测值 | 9.68 | 97.3 | ||
| 3号试样实测值 | 8.35 | 9.51 | - | 94.2 |
| 4号试样实测值 | 9.83 | 97.3 | ||
两种成分钼合金烧结前(1、3号试样)和烧结热压后(2、4号试样)的显微组织形貌如图4所示。由图4可知:TZC和TZM合金试样烧结后的晶粒均呈混晶状,而热压后的晶粒均有所长大,且大小基本均匀,晶界平直清晰,呈等轴状。对晶粒大小进行统计后发现,经过烧结的TZC合金的晶粒平均直径约为23 μm,而经过烧结后又进行热压的合金晶粒尺寸约为35 μm,晶粒在热压过程中明显长大;而只经过烧结TZM合金试样的晶粒平均直径约为28 μm,热压后晶粒约为40 μm,因TZM合金元素较少,阻碍晶界迁移的能力较弱,故其晶粒直径均较TZC合金略大。另外,由图4(a),4(b)可知,TZC试样存在较大比例、大小不等、形状不规则的夹杂物和孔洞等缺陷,占比约为10%,而热压后合金中的夹杂物和孔洞占比明显降低至约3%,形状也由不规则向规则的球形转变,且呈明显的反应扩散特征。由于TZM合金的C、Ti、Zr等元素含量明显低于TZC合金,TZM试样的缺陷占比显著降低。
两种成分钼合金烧结及热压后的室温拉伸性能和硬度测试结果如表3所示。由表3可知:TZC钼合金烧结后的1号试样屈服强度为266~285 MPa,抗拉强度为315~338 MPa,但其断后伸长率较低,仅为0.5%左右,显微硬度为210 HV5;热压后的2号试样屈服强度均值较1号试样提高约13%、断后伸长率也明显提高。显微硬度提高了20%,而对于TZM合金,烧结后的3号试样屈服强度为237~258 MPa,抗拉强度为366~382 MPa,断后伸长率为1%,显微硬度为195 HV5。虽然TZM合金试样的屈服强度较TZC合金试样低,但抗拉强度明显高,TZM合金表现出低屈强比的优异性能;热压后的TZM合金4号试样的屈服强度均值较3号试样提高约20%,断后伸长率提高约45%,显微硬度提高29%。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 屈强比 | 硬度/HV5 | 穿管数/根 |
|---|---|---|---|---|---|---|
| 1号试样实测值 | 285 | 338 | 0.5 | 0.84 | 210 | 150 |
| 266 | 315 | 0.5 | 0.84 | |||
| 2号试样实测值 | 311 | 340 | 1.75 | 0.91 | 252 | 271 |
| 311 | 320 | 1.34 | 0.97 | |||
| 3号试样实测值 | 237 | 366 | 1 | 0.65 | 195 | 140 |
| 258 | 382 | 1 | 0.68 | |||
| 4号试样实测值 | 299 | 352 | 1.4 | 0.85 | 251 | 261 |
| 294 | 367 | 1.5 | 0.80 |
真空热压后,TZC和TZM两种合金试样的力学性能及密度均明显提升。为测试热压对两种钼合金使用性能的影响,将两种合金试样加工出成品顶头,并在1 160 ℃下进行穿管试验,结果如表3所示。穿管材料为022Cr17Ni12Mo2钢,两种合金的烧结态顶头只能穿管150根,而热压态2号试样TZC顶头穿管271根、4号试样TZM顶头穿管261根后状态基本完好,顶头表面出现磨损和氧化现象,但未见裂纹,且穿孔处仍保持完整。
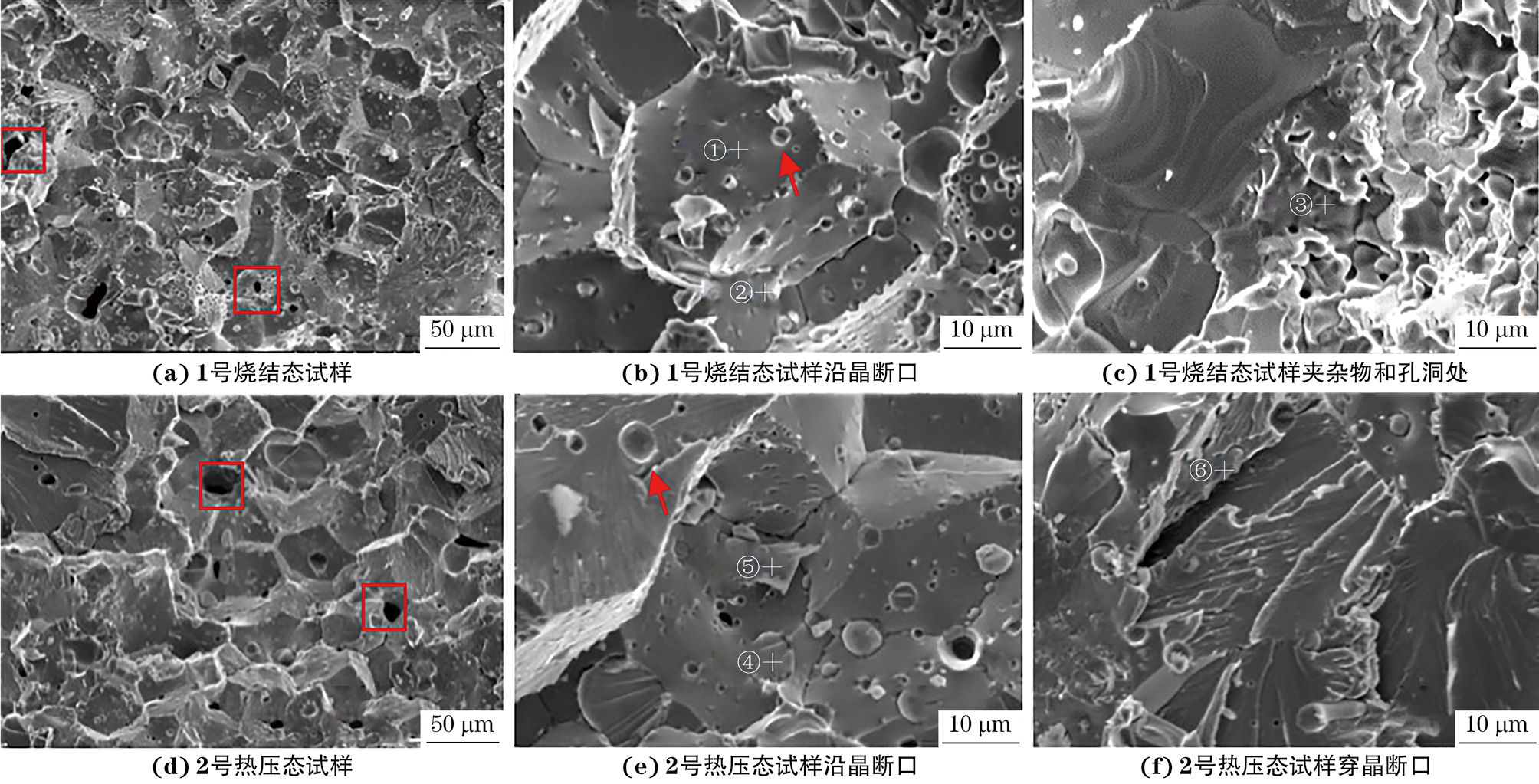
钼合金中最常见的强化机制有两种,分别是固溶强化和第二相强化,这两种强化机制都是通过配料中的Ti、Zr、C元素在制备过程中进行合金化来实现的。TZC合金试样拉伸断口SEM形貌如图5所示。由图5可知:1号烧结态试样断口主要呈典型的沿晶脆性断裂特征,断口表面都能观察到清晰的晶界,晶界表面存在孔洞[见图5(a)]或第二相颗粒脱落后的凹坑[见图5(b)];另外,还可观察到大的孔洞和夹杂物[见图5(c)],这是由烧结过程掺杂元素的反应扩散导致的;而热压后的2号和1号试样断口特征基本一致,除沿晶断裂特征外[见图5(d),5(e)],还有部分穿晶断裂特征[见图5(f)]。 穿晶断口表面部分区域存在河流状花纹,其中每条支流都对应着不同高度、相互平行的解理台阶。两种状态的试样断口表面都能观察到清晰的晶界,晶界均存在大量第二相颗粒。
对断口表面的析出相进行能谱分析,结果如表4所示。TZC合金1号试样烧结态断口上细小的析出相(分析位置①)主要为Mo2C、MoC,晶界及缺陷处呈球形或接近球形(分析位置②、③),主要成分为O、C、Ti、Zr、Mo、Ce元素及少量的Y元素,主要物相为CeO2、TiC、ZrC、Mo2C,可能还有TiO2、ZrO2。TZC合金2号试样断口处晶界上主要元素和1号试样相似,第二相也基本相似。另外,分析位置⑥的分析结果表明,热压后合金还会析出TiC、Mo2C颗粒。
| 分析位置 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | O | Ti | Y | Zr | Mo | Ce | |
| ① | 68.66 | - | - | - | - | 31.34 | - |
| ② | 27.76 | 40.38 | 1.28 | - | 6.25 | 3.85 | 20.48 |
| ③ | 18.71 | 37.89 | 1.15 | 1.84 | 14.81 | 3.05 | 22.54 |
| ④ | 62.33 | - | 4.41 | - | - | 32.07 | 1.20 |
| ⑤ | 32.47 | 49.96 | 0.77 | - | 5.54 | 3.48 | 10.78 |
| ⑥ | 75.91 | - | 2.78 | - | - | 21.31 | - |
TZC合金拉伸断口SEM形貌如图6所示。由图6可知:烧结和热压态试样断口也均呈典型的脆性断裂特征,断口呈冰糖状,Mo元素晶粒近等轴状,晶界清晰可见,呈沿晶或者穿晶断裂特征。
对第二相粒子进行能谱分析,结果如表5所示。由表5可知:3号烧结态试样沿晶断口晶界的粒子主要有两种,一种是以C、O、Ti、Zr、Mo、Ce元素为主的复合氧化物粒子(分析位置A),另一种是以C、Zr、Mo元素为主的碳化物粒子(分析位置B);而穿晶断口上的粒子只含有C、Mo元素(分析位置C),应为Mo2C。热压后的4号试样沿晶和穿晶断口上的第二相粒子元素基本一致,都含有O、Ti、Zr、Mo、Ce和C元素,主要为含Mo、Ti、Zr、CeO2的复合氧化物及少量碳化物。
| 分析位置 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | O | Ti | Zr | Mo | Ce | |
| A | 6.61 | 45.42 | 18.75 | 7.75 | 14.12 | 7.34 |
| B | 5.26 | - | - | 0.17 | 94.56 | — |
| C | 11.12 | - | - | - | 88.88 | — |
| D | - | 10.34 | 10.02 | 21.84 | 43.82 | 13.99 |
| E | - | 14.50 | - | - | 85.50 | — |
| F | 1.25 | 57.81 | 5.55 | 18.85 | 1.77 | 14.77 |
综上所述,两种钼合金断口上的析出相基本一致,由于晶界易富集C、O等元素,故合金上分布着大量复合氧化物及碳化物,导致合金断裂形式主要为沿晶断裂。热压虽然大大提高了合金的致密度,改善了试样的力学性能,但并没有改变材料的脆性断裂本质。
(1)热压提高了合金的密度。TZC和TZM合金烧结后的密度分别为9.21 g/cm3和9.51 g/cm3,热压后,两者密度分别为9.75 g/cm3和9.83 g/cm3,较烧结态分别增大了5.1%和3.4%,都达到了97.3%的致密度。
(2)热压使晶粒长大。TZC和TZM合金烧结后的晶粒均呈混晶状,热压后晶粒平均直径分别从烧结态的23 μm增大到35 μm,由28 μm增大到40 μm,热压后合金中夹杂物和孔洞的占比明显降低。
(3)热压提高了合金的力学性能。热压后TZC钼合金的屈服强度均值较烧结态提高约13%,断后伸长率增大约210%,显微硬度提高20%;而对于TZM合金,TZC钼合金热压后的屈服强度均值较烧结态提高约20%,断后伸长率增大约45%,显微硬度提高了29%。
(4)两种合金的析出相基本一致,合金拉伸断口均呈脆性断裂特征,以沿晶断裂为主。热压延长了顶头寿命,TZC和TZM合金热压后顶头寿命均较烧结态顶头寿命延长了80%以上。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号