图 1 母材的显微组织
Figure 1. Microstructure of base material

液化天然气(LNG)储罐是天然气储备的重要装备,其工作温度为−163 ℃,对罐体材料的低温性能要求极高[1]。目前,罐体材料主要采用06Ni9DR钢[2-3],但该钢成本较高。低温高锰钢是通过以锰代镍而开发的新钢种,锰质量分数达23%以上,能在−163 ℃下稳定工作,其加工性能优于镍合金钢,焊接性能优于不锈钢[4-5],价格更低(仅为镍合金钢和不锈钢的70%~80%),经济性突出,具有良好的应用前景[6-7],在建造LNG储罐上优势巨大[8-9]。
针对低温高锰钢焊接,国外早已开发出适用于埋弧焊、氩弧焊及气体保护焊等技术的各种焊材[10],国内随后也成功开发出LNG高锰钢储罐用焊材[11],所得焊接接头性能与国外同类焊材焊接接头相当,提高了我国相关焊材的自主保障能力。国内各研究机构采用国内外不同焊材及不同焊接工艺,对低温高锰钢焊接接头的性能开展了研究。杨江[12]通过热模拟试验研究了低温高锰钢接头热影响区的脆化机理及调控机制,发现导致脆化的关键因素是晶界碳化物的析出。樊晓雨[13]使用镍基焊材进行高锰钢的埋弧焊和手工电弧焊,发现V形坡口有利于高锰钢接头的力学性能。郭广飞等[11]利用国产焊材分别对高锰钢进行埋弧焊、手工电弧焊及熔化极气体保护焊,发现埋弧焊接头的拉伸性能最好,冲击吸收能量优于熔化极气体保护焊接头,与手工电弧焊接头相近。
鉴于埋弧焊在LNG储罐的建造上具有效率高及自动焊参数易调可控等优势,作者对国产新型低温高锰钢进行埋弧焊,研究了热输入对焊接接头组织及性能的影响,拟为LNG储罐的实际生产提供技术支持,推动新型国产低温高锰钢及相应国产焊材在LNG储罐国产化中的应用。
母材为舞阳钢铁有限公司研制的Q400GMDR低温高锰钢,尺寸为400 mm×300 mm×20 mm,显微组织(见图1)为奥氏体,奥氏体晶粒内部可见黑白相间的带状组织,晶粒大小不均,尺寸分布在20~60 μm;焊材为四川大西洋焊接材料股份有限公司研发的CHW-SMn埋弧焊丝,直径为3.2 mm,配套CHF610焊剂。母材及焊材的化学成分如表1所示。
| 材料 | 质量分数/% | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | P | S | Cu | Ti | V | Nb | Fe | |
| Q400GMDR高锰钢 | 0.42 | 0.23 | 24.20 | 0.05 | 3.12 | 0.009 | 0.004 | 0.41 | 0.004 | 0.03 | 0.014 | 余 |
| CHW–SMn埋弧焊丝 | 0.32 | 0.45 | 22.18 | 3.30 | 3.10 | 0.021 | 0.030 | 余 | ||||
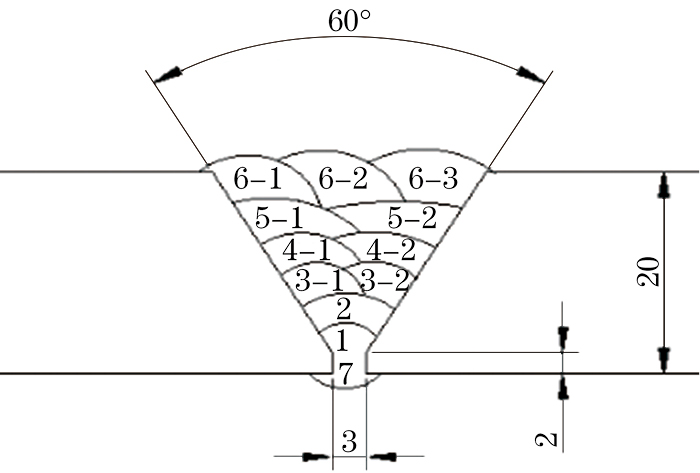
焊接前对母材待焊区域进行打磨,直至露出金属光泽,用丙酮清洗油污,备用。采用MZ-1000R型埋弧焊焊机进行多层多道焊接,坡口形式及焊接顺序见图2,热输入分别为12.0,16.0,20.0 kJ·cm−1,对应的焊接电流、焊接电压和焊接速度组合见表2,层间温度为80 ℃。
| 热输入/(kJ·cm−1) | 焊接电流/A | 焊接电压/V | 焊接速度/(cm·min−1) |
|---|---|---|---|
| 12.0 | 380 | 29 | 55 |
| 16.0 | 400 | 30 | 45 |
| 20.0 | 400 | 30 | 36 |
观察焊缝,确认外观质量合格后进行无损检测,在探伤合格的接头上按照NB/T 47016—2023《承压设备产品焊接试件的力学性能检验》要求进行取样,试样经打磨抛光,用体积分数4%硝酸乙醇溶液腐蚀后,采用MV6000型光学显微镜观察显微组织,并对晶粒尺寸进行统计。采用ZEISS SUPRA 40型扫描电子显微镜(SEM)观察微观形貌,并用附带的能谱仪(EDS)进行微区成分分析。
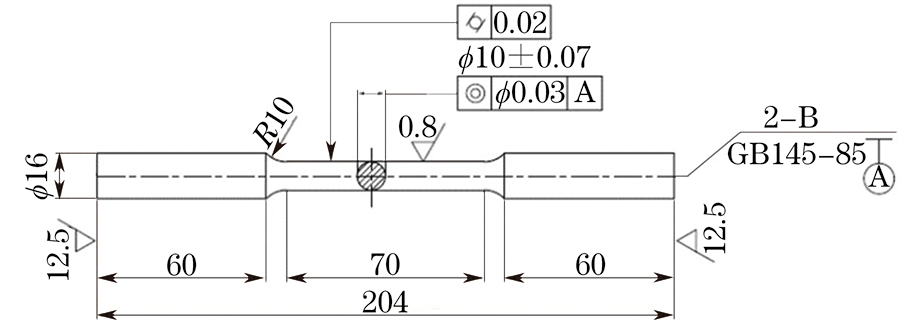
以焊缝为中心制取如图3所示的拉伸试样,按照GB/T 2651—2023《焊接及相关工艺 试验方法 拉伸试验》,在DDL500型电子万能拉伸试验机上进行拉伸试验,拉伸速度为2 mm·min−1;采用SEM观察拉伸断口形貌。以焊缝为中心截取尺寸为210 mm×40 mm×20 mm的弯曲试样,按照GB/T 2653—2008《焊接接头弯曲试验方法》,采用SHT4505型弯曲试验机进行弯曲试验,支辊距离为123 mm,压头直径为80 mm,下压速度为20 mm·min−1。按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》,采用JBD-300A型低温冲击试验机在−196 ℃下进行夏比摆锤冲击试验,采用尺寸为55 mm×10 mm×10 mm的夏比V型缺口冲击试样,夏比V型缺口轴线垂直于母材表面,缺口开在焊缝中心位置;采用SEM观察冲击断口形貌。上述试验均测3个平行试样取平均值。按照GB/T 2654—2008《焊接接头硬度试验方法》,采用DVK-1S型维氏硬度计测试表面显微硬度,载荷为1.96 N,保载时间为10 s,从焊缝中心向母材方向每隔0.5 mm取点测试,相同距离处测3个点取平均值。
由图4可知,不同热输入下焊接接头的焊缝组织均为柱状晶+析出相。当热输入为12.0 kJ·cm−1时,析出相细小,主要呈球状弥散分布在奥氏体晶界处;当热输入为16.0 kJ·cm−1时,近熔合线附近焊缝区的析出相颗粒较大;当热输入为20.0 kJ·cm−1时,焊缝及热影响区均出现白色析出相。
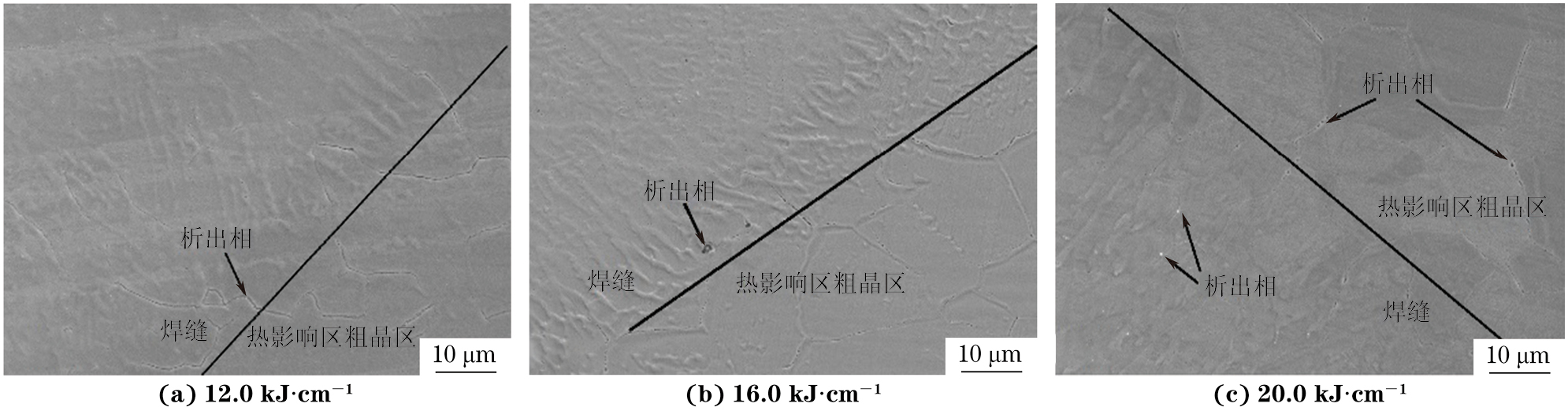
由图5可知:经过多重焊接热循环,热影响区粗晶区晶粒与母材相比明显长大,并且随着热输入增大而增大,热影响区组织仍为奥氏体组织;不同热输入下的热影响区粗晶区可见少量黑色夹杂物;随着热输入增大,热影响区粗晶区变宽,从约300 μm增大到600 μm以上。
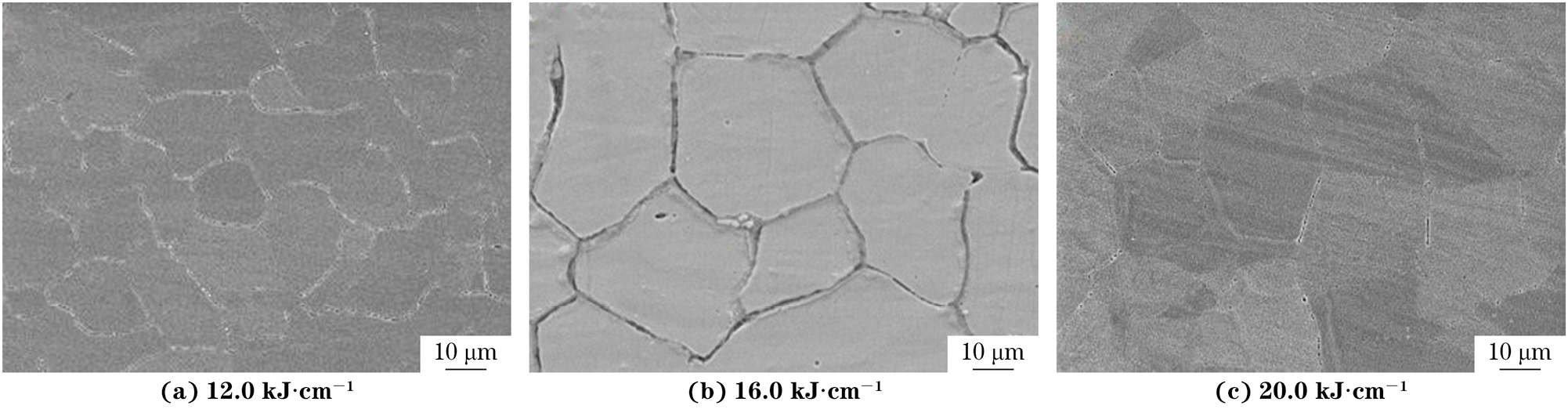
由图6可知:当热输入为12.0 kJ·cm−1时,热影响区粗晶区的晶粒尺寸较小,晶界之间存在细小白色颗粒状析出相;当热输入为16.0 kJ·cm−1时,热影响区粗晶区晶粒明显长大,晶界析出相呈棒状,晶粒及晶界上存在夹杂物脱落留下的凹坑;当热输入为20.0 kJ·cm−1时,晶界析出相增多。
不同热输入下的焊接接头均在焊缝处拉伸断裂。由表3可知,随着热输入增大,焊接接头的屈服强度、抗拉强度及断面收缩率降低,即强度和韧性均下降。由图7可知:不同热输入下焊接接头的拉伸断口均存在尺寸不一的韧窝,断裂方式均为韧性断裂;随着热输入的增大,韧窝变小,深度变浅,焊接接头的韧性降低。
| 热输入/(kJ·cm−1) | 屈服强度/MPa | 抗拉强度/MPa | 断面收缩率/% |
|---|---|---|---|
| 12.0 | 535 | 864 | 49.7 |
| 16.0 | 458 | 775 | 31.4 |
| 20.0 | 448 | 697 | 29.9 |
由图8可知,热输入为12.0,16.0 kJ·cm−1的焊接接头试样在弯曲后,其焊缝表面未产生裂纹,当热输入为20.0 kJ·cm−1时,弯曲后焊缝表面出现长度约5 mm的裂纹,这一长度超过了NB/T 47016—2023《承压设备产品焊接试件的力学性能检验》的允许值(3 mm)。可见较大的热输入对该接头的弯曲性能造成了不利影响。
当热输入为12.0,16.0,20.0 kJ·cm−1时,焊接接头在−196 ℃下的平均冲击吸收功分别为100.0,82.0,84.7 J,均低于母材的174 J。由图9可知,不同热输入下焊接接头冲击断口中的韧窝清晰可见,断裂方式均为韧性断裂。当热输入为12.0 kJ·cm−1时,韧窝大且深,尺寸不一,边缘清晰;当热输入为16.0,20.0 kJ·cm−1时,韧窝小且浅,少量韧窝底部存在微小的孔洞,断口出现河流状花纹[14-16]。冲击断口的微观形貌与其冲击吸收功结果吻合。
由图10可知,焊接接头显微硬度最高值出现在热影响区细晶区,最低值出现在焊缝中心附近。焊缝显微硬度随着热输入增大呈先降后升趋势。当热输入为12.0 kJ·cm−1时,接头热影响区细晶区的硬度分布在290~300 HV,当热输入增大到16.0,20.0 kJ·cm−1时,热影响区细晶区的硬度分布在280~290 HV。
综上所述,当热输入为12 kJ·cm−1时,焊接接头的强度、韧性、硬度及抗冲击能力较优,力学性能较好。
(1)不同热输入下低温高锰钢焊接接头的焊缝组织均为柱状晶+析出相,热影响区组织为奥氏体+少量夹杂物+析出相。随着热输入的增大,热影响区粗晶区组织粗化,粗晶区宽度增加。
(2)随着热输入的增大,低温高锰钢焊接接头的强度和韧性下降,焊缝显微硬度先降后升。热输入为12.0,16.0 kJ·cm−1的焊接接头弯曲后,其焊缝表面未发现裂纹,热输入为20.0 kJ·cm−1时出现5 mm长的裂纹。
(3)不同热输入下的焊接接头均在焊缝区发生拉伸断裂,拉伸断口和冲击断口均为韧窝形貌,断裂方式为韧性断裂。当热输入为12 kJ·cm−1时,焊接接头力学性能较好。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号