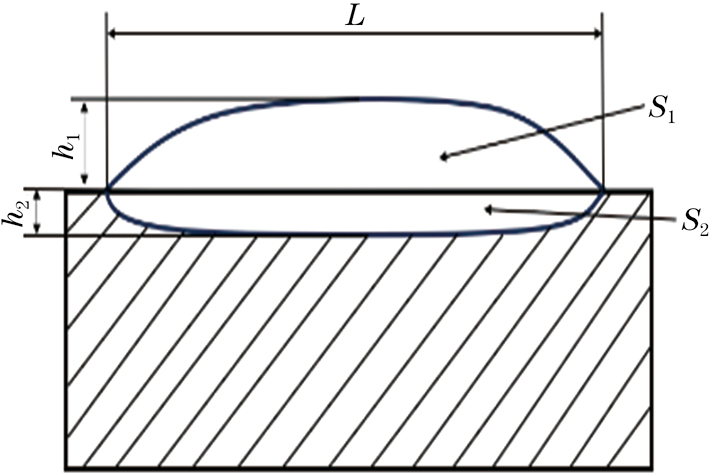
图 1 单道堆焊层横截面结构示意
Figure 1. Structure diagram of cross-section of single-pass surfacing layer

近年来,焊接技术发展迅速,等离子堆焊技术作为众多焊接技术之一,具有高效节能、稳定性好、稀释率低、适用范围广等优势,成为研究的热点[1-3]。在堆焊粉末中,镍基合金粉末以其耐磨性和耐高温性能好的特点,在国内外等离子堆焊工艺中得到广泛应用[4-6]。为进一步提升堆焊层的硬度和耐高温等性能,通常会在合金粉末中添加陶瓷颗粒,常见的陶瓷颗粒增强相有Cr3C2、WC、SiC等[7-8],其中Cr3C2颗粒凭借其高熔点、高硬度的特点,在耐高温、耐摩擦磨损等方面得到了广泛使用[9-11]。等离子堆焊的工艺参数主要包括焊接电流、焊接电压、送粉速率和焊接速度,其中焊接电流是决定堆焊层组织及性能的一个重要因素[12]。目前,国内外对于等离子堆焊粉末体系的研究较为广泛,但在堆焊工艺参数方面,尤其是在焊接电流对Cr3C2增强镍基合金堆焊层组织和性能影响上的研究较少。基于此,作者采用Ni60合金粉末+质量分数20%Cr3C2粉末作为堆焊粉末,采用等离子堆焊工艺在Q235低碳钢表面进行单道堆焊,研究了焊接电流对堆焊层组织、硬度和耐磨性能的影响,以期为增强低碳钢的性能、拓宽其应用范围提供试验参考。
基体选用尺寸为120 mm×100 mm×10 mm的Q235低碳钢板。堆焊粉末选择Ni60合金粉末和Cr3C2粉末,粒径均为61~150 μm,其中Ni60合金粉末的化学成分(质量分数/%)为0.70C,16.50Cr,3.00B,4.00Si,<8.00Fe,余Ni。试验前,对Q235钢板表面进行机械打磨处理,然后用丙酮清洗。参考文献[13]确定堆焊复合粉末中Cr3C2粉末的质量分数为20%,将Ni60合金粉末和Cr3C2粉末用球磨机充分混合,然后置于200 ℃烘箱中进行1.5 h的干燥处理。采用PTA-BX-400A型等离子堆焊机进行单道堆焊试验,试验所用的保护气、离子气、送粉气均为高纯氩气,参考前期通过正交试验获得的最佳等离子堆焊Ni60合金粉末工艺,确定焊接电压为28 V,送粉速率为400 g·h−1,焊接速度为1 mm·s−1,离子气流量为3 L·min−1,保护气流量为6 L·min−1,送粉气流量为5 L·min−1。堆焊Ni60合金粉末时的焊接电流为120 A,堆焊复合粉末时由于Cr3C2的存在,需要重新研究焊接电流的影响以确定最优焊接电流。结合前期试验将复合粉末堆焊时的焊接电流调整为110,120,130,140 A。将在焊接电流120 A、其他工艺参数相同条件下制备的Ni60合金堆焊层作为对比试样。将Ni60合金堆焊层以及110,120,130,140 A焊接电流下制备的Ni60/Cr3C2堆焊层分别记作1#,2#,3#,4#,5#堆焊层。
堆焊层的横截面结构如图1所示,其中L为熔宽,h1为熔高,h2为熔深,S1为堆焊层的面积,S2为基体被熔化的面积。堆焊层与基体之间的结合性能用稀释率表示,稀释率的计算公式[14]为
| (1) |
式中:η为稀释率。
用线切割方法将所得堆焊层沿与焊接方向垂直的方向切开,制备金相试样,经打磨、抛光,用体积分数4%硝酸乙醇溶液腐蚀后,采用Axio Observer 3型倒置光学显微镜观察堆焊层截面的显微组织,并测量堆焊层的熔高、熔宽、熔深。采用D8 ADVANCE型X射线衍射仪(XRD)分析堆焊层的物相组成,采用铜靶,Kα射线,工作电压为40 kV,工作电流为40 mA,扫描范围为30°~90°,扫描速率为10(°)·min−1。采用HR-150A型洛氏硬度计测堆焊层的宏观硬度,载荷为1 471 N,保载时间为5 s,不同堆焊层测5次取平均值。使用HXD-1000TMC型维氏硬度计测堆焊层的截面硬度分布,载荷为2.94 N,保载时间为15 s,距表面相同距离处测3次取平均值。采用SFT-2M型销盘式摩擦磨损试验机对堆焊层进行摩擦磨损试验,试样尺寸为15 mm×10 mm×10 mm,对磨副选用GCr15钢球,试验载荷为60 N,转速为200 r·min−1,磨损时间为0.5 h。磨损前后用超声波清洗仪清洗试样,用精度为0.000 1 g的MS204S型电子天平称取试样质量,计算磨损质量损失。采用JSM-6360LV型扫描电镜(SEM)观察磨损形貌。
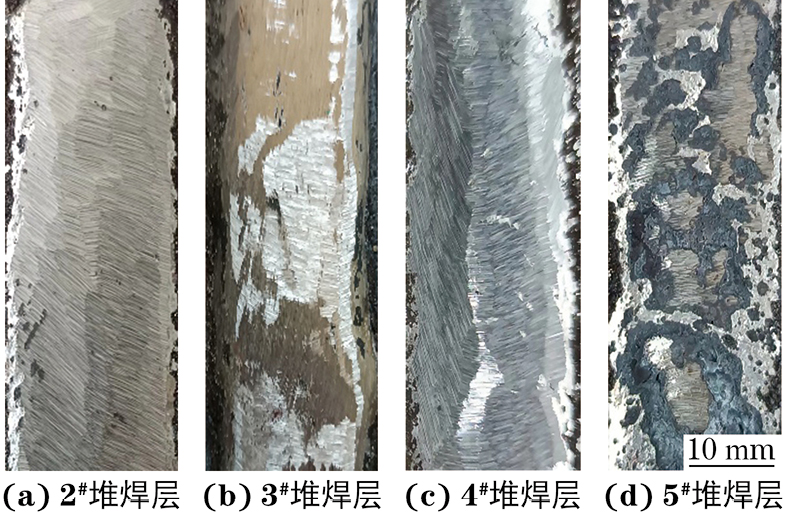
由图2可以看出:2#堆焊层(焊接电流110 A)表面出现了孔洞、残渣等缺陷,原因主要是焊接电流偏小,导致等离子弧柱不稳定且温度较低,复合粉末无法完全熔化而产生飞溅;随着焊接电流增加至120 A(3#堆焊层),堆焊层表面较为光滑但不够平整;当焊接电流为130 A(4#堆焊层)时,粉末熔化充分,堆焊层表面变得光滑平整,无明显裂纹、孔洞等缺陷,成形质量良好。当焊接电流为140 A时,5#堆焊层表面因等离子束能量密度过高而出现了严重的氧化烧损现象,变得十分粗糙。
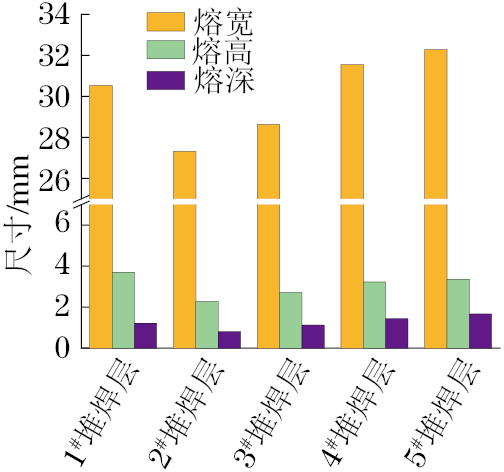
由图3可以看出,焊接电流为120 A下制备的Ni60合金堆焊层(1#堆焊层)的熔高、熔深、熔宽均明显高于Ni60/Cr3C2堆焊层(3#堆焊层),这是由于Ni60合金粉末的熔点低于Cr3C2粉末,在焊接过程中更易熔化与基体结合。当焊接电流由110 A增加到140 A时,Ni60/Cr3C2堆焊层的熔深由0.81 mm增大到1.67 mm,熔高从2.28 mm增大到3.32 mm,熔宽从27.31 mm增大到32.27 mm。原因在于:焊接电流的增加增大了弧柱对基体的冲击力,使得更多热量传导到熔池底部,导致熔深变大;同时焊接电流的增大使得作用在基体表面上的电弧力增大,热输入增加,熔化在基体表面的堆焊粉末增加,从而引起熔高增加,而热输入增加使得温度升高,堆焊熔池与基体之间的润湿性增强,在基体表面的流动与铺展性变好,因此熔宽增加[15]。
1#,2#,3#,4#,5#堆焊层的稀释率分别为21.4%,24.6%,27.1%,28.5%,30.7%。Ni60合金堆焊层(1#堆焊层)的稀释率最低,随着焊接电流的增加,Ni60/Cr3C2堆焊层的稀释率增大。理论上等离子堆焊层的稀释率应控制在15%~20%,而试验所测数值均超过了该理论范围。在Ni60合金粉末中添加较多Cr3C2陶瓷颗粒后,只有保证复合粉末在焊接熔化时较充分地合金化,才能得到成形质量较好的堆焊层,因此堆焊层稀释率的控制范围可以适当改变。当焊接电流为130 A时,Ni60/Cr3C2堆焊层较其他焊接电流下的堆焊层表面更为光滑平整,稀释率为27.1%。
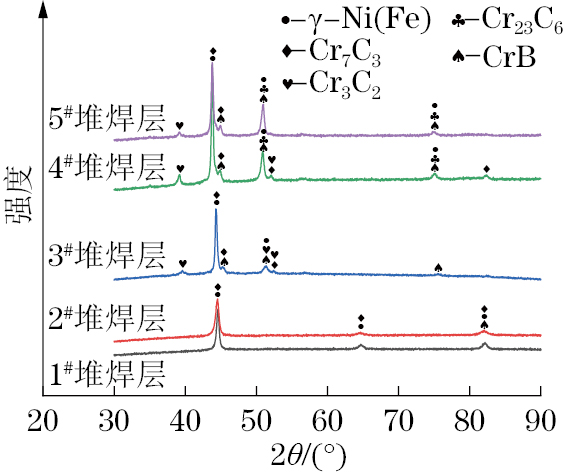
由图4可知:110 A焊接电流下制备的Ni60/Cr3C2堆焊层(2#堆焊层)与Ni60合金堆焊层(1#堆焊层)均由γ-Ni(Fe)、Cr7C3和CrB相组成;120 A焊接电流下制备的Ni60/Cr3C2堆焊层(3#堆焊层)的主要物相为γ-Ni(Fe)、Cr7C3、CrB和Cr3C2相;130,140 A焊接电流下制备的Ni60/Cr3C2堆焊层(4#,5#堆焊层)的主要物相为γ-Ni(Fe)、Cr7C3、CrB、Cr23C6和Cr3C2相。随着焊接电流的增大,熔池中铬和碳的含量也随之增加,Ni60/Cr3C2堆焊层中的铬化合物种类增多,且衍射峰强度也增加(含量增加);铬作为强碳化物形成元素,在等离子堆焊过程中可与熔池中的碳形成M23C6型和M7C3型碳化物,其具体类型由铬和碳的含量比值决定。在对比标准卡片时发现,由于堆焊过程中的快速凝固引发了固溶度扩展以及凝固时热收缩引起了拉应力畸变,Cr7C3和Cr23C6物相的峰位置发生了偏移[16]。
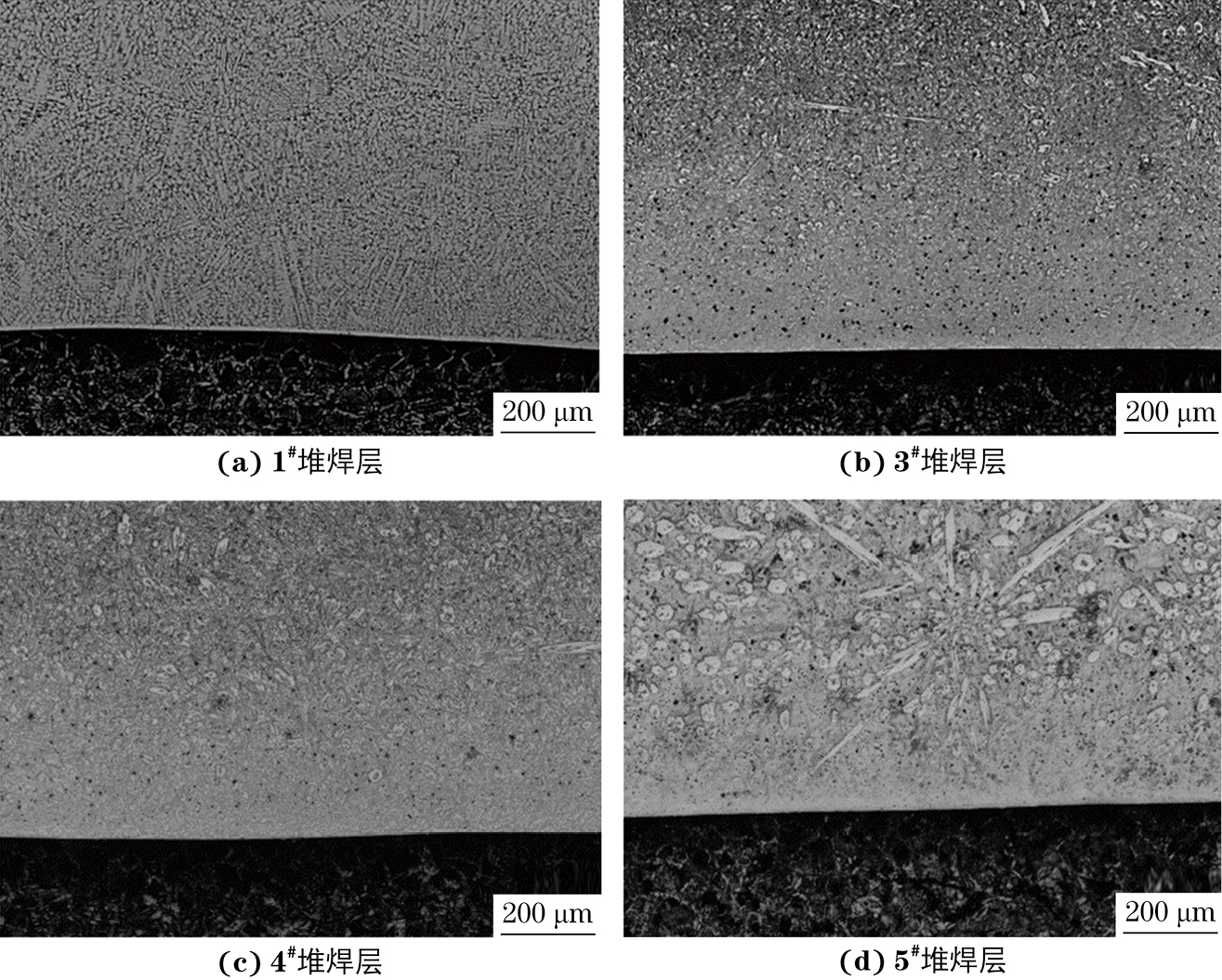
由图5可以看出,各堆焊层与基体结合处均出现了由非扩散型相变形成的无析出相的白亮层,并且熔合线附近无裂纹、夹杂物等缺陷,这表明堆焊层与Q235钢基体之间形成了良好的冶金结合。Ni60合金堆焊层由大量白亮的树枝晶组成,结合XRD谱推断该组织可能为γ-Ni(Fe)固溶体,此外有少数黑色颗粒相分布在树枝晶间隙附近,推测其为碳化物和硼化物。不同焊接电流下的Ni60/Cr3C2堆焊层中都存在大量白亮的组织,推断该组织为γ-Ni(Fe)固溶体;固溶体周围弥散分布着许多黑色细小颗粒,推测其为碳化物和硼化物,如Cr7C3、Cr23C6、CrB等。相比于Ni60合金堆焊层,Ni60/Cr3C2堆焊层中γ-Ni(Fe)固溶体的分布更加均匀,晶粒也更为细小,强化相数量更多。在熔池中存在的Cr3C2颗粒可以在凝固过程中作为异质形核核心,从而得到更加细小的晶粒;同时,Cr3C2的添加也有助于更多碳化物颗粒的形成。随着焊接电流的增大,Ni60/Cr3C2堆焊层中白亮层的厚度减小,这是由于焊接电流增加使得热输入增大,熔池冷却速率变慢,更多的碳原子扩散形成碳化物;这可能会降低堆焊层与基体间的结合强度。
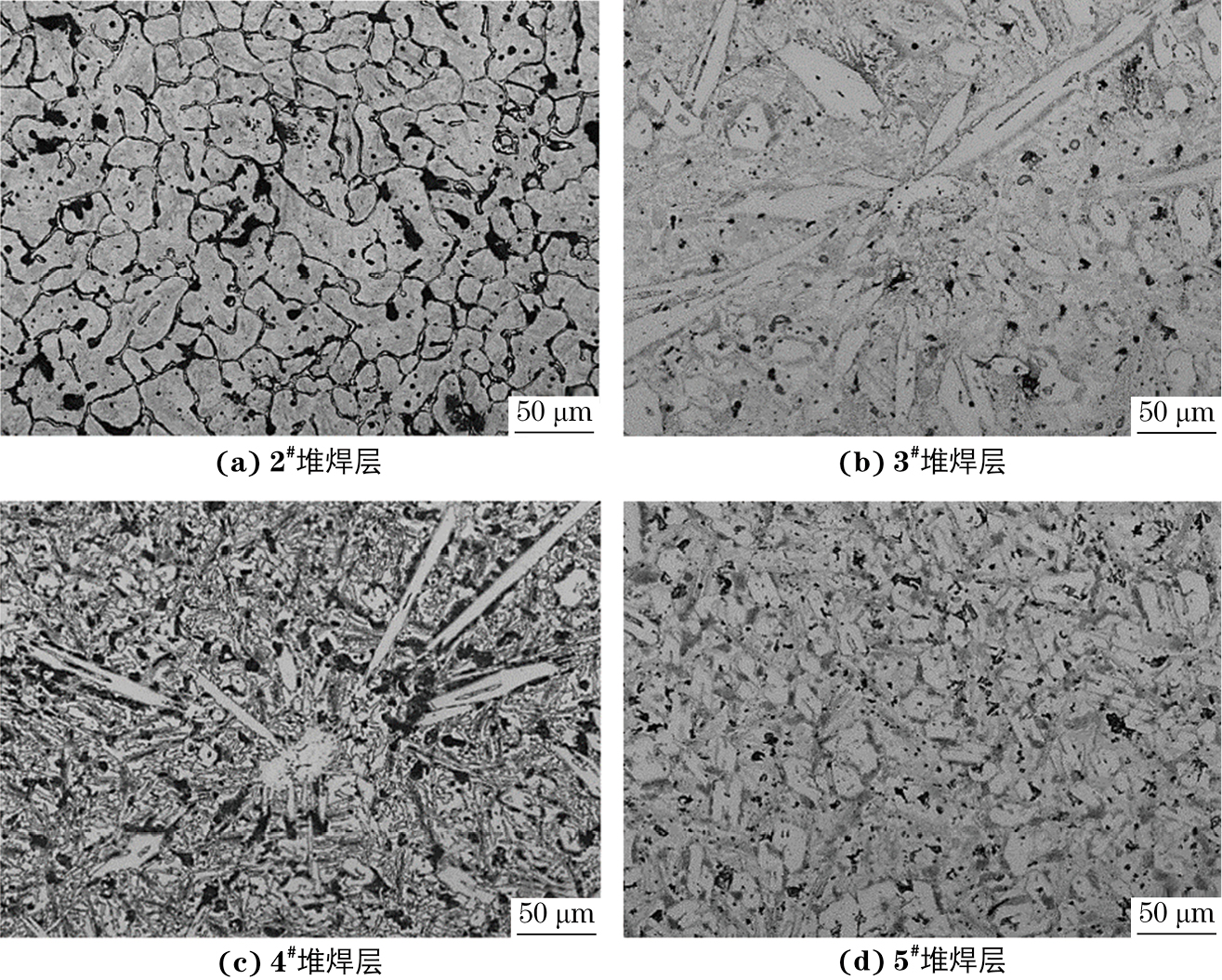
由图6可以看出:2#堆焊层由于焊接电流较小(110 A),热输入较低,只有少量Cr3C2熔化,因此只出现了块状组织,间隙分布有少量黑色碳化物颗粒相;3#堆焊层(焊接电流120 A)中出现零散的长杆状和不规则块状组织,碳化物数量增多;4#堆焊层(焊接电流130 A)中存在明显细化的块状组织和长杆状组织以及大量碳化物;5#堆焊层(焊接电流140 A)中未发现长杆状组织,且块状组织变得粗大,与4#堆焊层相比,碳化物数量减少。此外,3#堆焊层和4#堆焊层中出现以圆形颗粒为中心,周围长杆状组织径向生长的花状形貌组织。在形成M23C6型和M7C3型等碳化物的过程中,组织以Cr3C2颗粒为形核核心向四周扩散生长,因此在堆焊层中存在以碳化铬为中心的花状形貌组织。
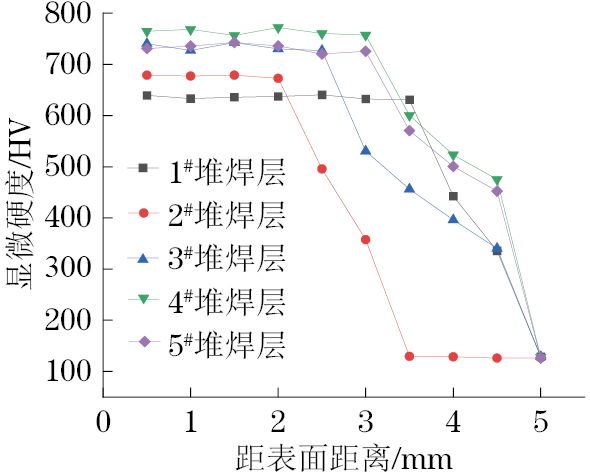
由图7可以看出,各堆焊层的截面硬度分布规律基本一致,随着距表面距离的增加,硬度先基本不变,然后在熔合线附近迅速下降至基体硬度,这表明表面堆焊层性能保持良好[17]。当焊接电流在110~140 A时,Ni60/Cr3C2堆焊层的显微硬度为677~763 HV,为基体硬度的5.3~6.0倍。Ni60/Cr3C2堆焊层的平均显微硬度均高于Ni60合金堆焊层。这是由于Cr3C2颗粒的添加使得堆焊层中形成大量碳化物,从而起到细晶强化和弥散强化的作用。此外,未熔Cr3C2颗粒成为形核核心,促使大块碳化物的生成,并杂乱地分布在基体中,从而使堆焊层的硬度分布出现一定的波动。
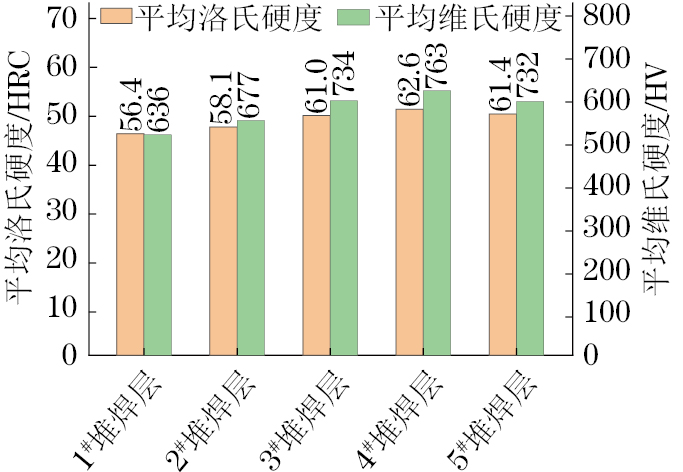
由图8可以看出,相较于Ni60合金堆焊层,Ni60/Cr3C2堆焊层的硬度更高。随着焊接电流的增加,Ni60/Cr3C2堆焊层的硬度先升后降,当焊接电流为130 A时,平均洛氏硬度与平均维氏硬度均最高,分别为62.6 HRC和763 HV,与Ni60合金堆焊层相比分别提高10.99%和20.06%。当焊接电流为110 A时,堆焊粉末的合金化程度不够充分,因此Ni60/Cr3C2堆焊层的硬度较低。焊接电流为120 A下堆焊层中的碳化物少于焊接电流为130 A时,因此硬度略低于焊接电流为130 A时。当焊接电流达到140 A时,焊接过程中的温度急剧升高,导致合金元素出现一定的烧损,因此堆焊层的硬度降低。
1#,2#,3#,4#,5#堆焊层的磨损质量损失分别为3.8,3.0,2.2,1.3,2.4 mg,均低于基体的磨损质量损失(9.4 mg)。130 A焊接电流下制备的Ni60/Cr3C2堆焊层的磨损质量损失最小,与基体相比降低65.8%,堆焊层的耐磨性能最好。Ni60/Cr3C2堆焊层的磨损质量损失均低于Ni60合金堆焊层,说明Cr3C2颗粒的加入能够有效提升堆焊层的耐磨性能。高硬度Cr3C2颗粒的加入使得熔池中铬和碳的含量增加,在凝固过程中促进了含铬化合物的生成,从而提升了堆焊层的硬度及耐磨性能。焊接电流为130 A时制备的堆焊层组织最细小,碳化物最多,硬度最高,因此耐磨性最好。
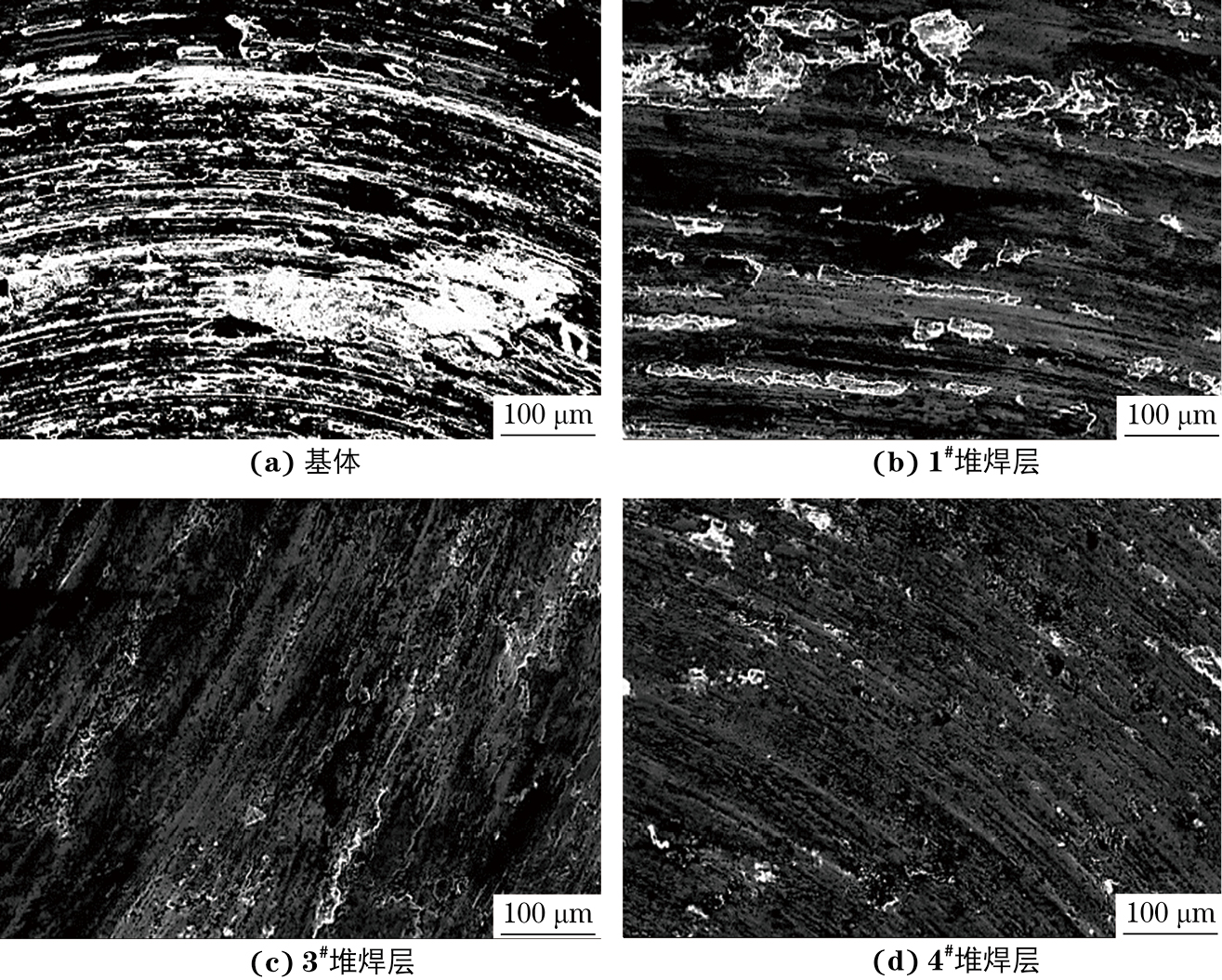
由图9可以看出:基体表面的磨损十分严重,存在大量较深的犁沟和剥落坑,磨损机制主要为磨粒磨损;Ni60合金堆焊层表面有明显的剥层和剥落坑,同时还附着一些块状小磨粒,磨损机制为磨粒磨损和黏着磨损;Ni60/Cr3C2堆焊层的表面虽仍有较明显的犁沟,但犁沟明显变浅,说明其具有更高的摩擦磨损抗力。130 A焊接电流下Ni60/Cr3C2堆焊层磨损表面犁沟更浅,磨粒磨损程度更轻,因此耐磨性最好。
(1)110 A焊接电流下Ni60/Cr3C2堆焊层表面存在孔洞、残渣等缺陷,120 A焊接电流下表面较为光滑但不平整,140 A焊接电流下表面出现严重的氧化烧损现象,当焊接电流为130 A时,表面光滑平整,无明显缺陷,成形质量最好。随着焊接电流的增大,堆焊层的熔高、熔深、熔宽以及稀释率均呈增大趋势。
(2)110 A焊接电流下的Ni60/Cr3C2堆焊层由γ-Ni(Fe)、Cr7C3和CrB相组成,随着焊接电流的增加,铬化合物种类增多,130,140 A焊接电流下由γ-Ni(Fe)、Cr7C3、CrB、Cr23C6和Cr3C2相组成;随着焊接电流的增大,堆焊层中的块状组织细化,碳化物增多,但140 A焊接电流下组织又变得粗大且碳化物数量减少,120,130 A焊接电流下堆焊层中出现以碳化铬为中心的花状形貌组织。堆焊层与基体间形成良好的冶金结合,随着焊接电流的增加,白亮层厚度减小。
(3)当焊接电流在110~140 A时,Ni60/Cr3C2堆焊层的维氏硬度为677~763 HV,均高于Ni60合金堆焊层和基体,磨损质量损失均低于基体以及Ni60合金堆焊层。随着焊接电流的增大,Ni60/Cr3C2堆焊层的硬度先升后降,磨损质量损失先减后增。当焊接电流为130 A时,Ni60/Cr3C2堆焊层的硬度最高,耐磨性最好,其洛氏硬度达到62.6 HRC,维氏硬度达到763 HV,磨损质量损失最小,与基体相比降低65.8%,磨粒磨损程度较轻。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号