图 1 故障轴承的装配结构示意

牵引电机是机车电传动系统中极为重要的部件,牵引电机中的轴承故障易造成机车无法正常牵引和区间停车,严重影响机车的运行安全,因此保证轴承质量是确保机车良好运行的必要条件之一。牵引电机轴承故障处置时须落轮,返工量大,严重影响机车的正常交付,延长机车检修停止时间,并造成极大的经济损失。某公司在对某型机车进行大修正线试验时,先后发现5台牵引电机的6个轴承发生预报警故障,查阅故障牵引电机检修记录发现,故障电机为2021年11月修理完成,2022年3月装车使用。故障轴承的装配结构如图1所示。
每台牵引电机上使用了两种轴承,两种轴承均为圆柱滚子轴承,均主要由内圈、外圈、保持架、滚子等结构组成,属于可分离式轴承,滚柱数量均为14个。传动侧轴承的外圈为双挡边,内圈为无挡边。换向侧轴承的外圈为双挡边,内圈为单挡边。笔者采用一系列理化检验方法分析了轴承故障的原因,以避免该类问题再次发生。
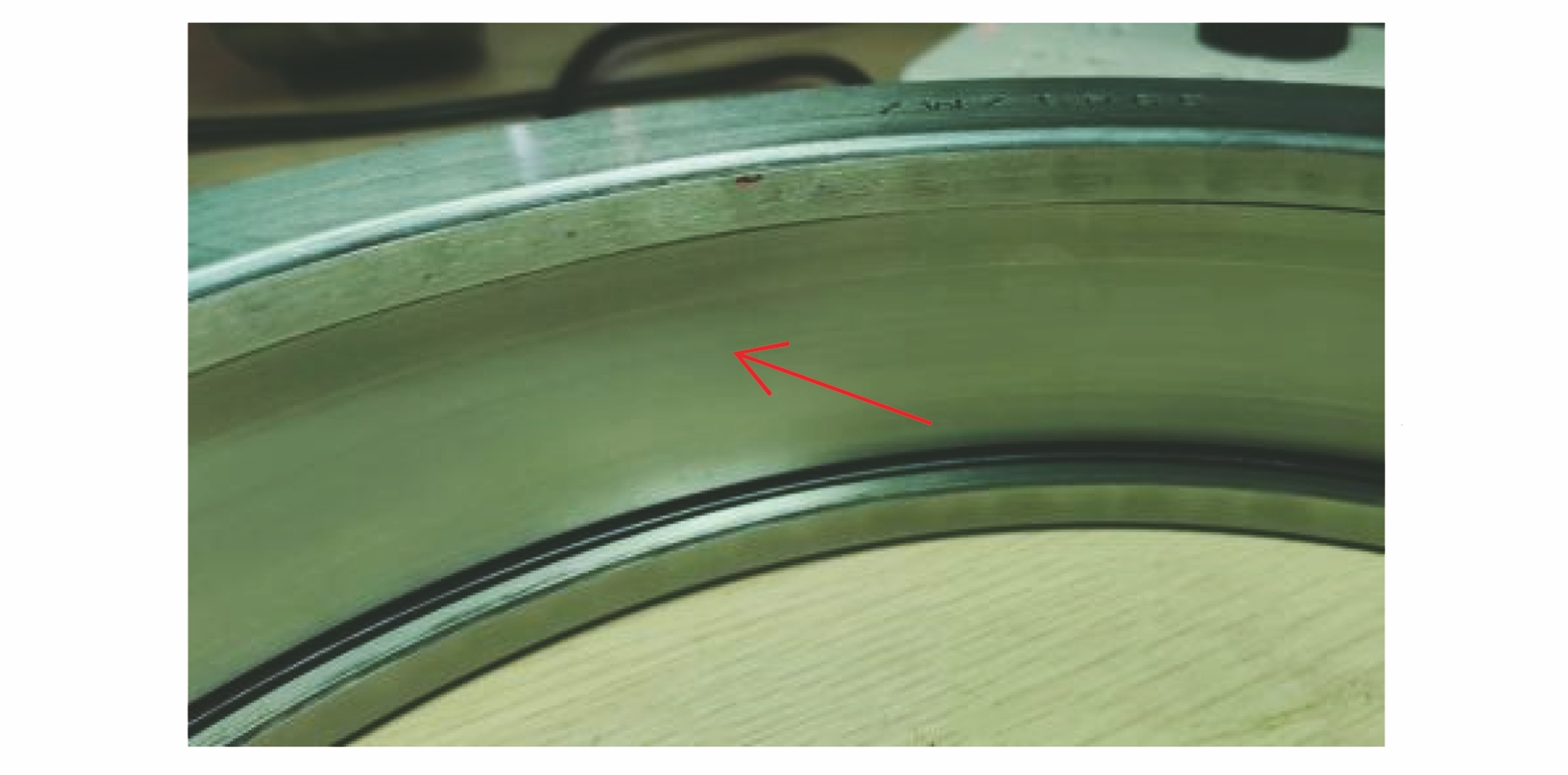
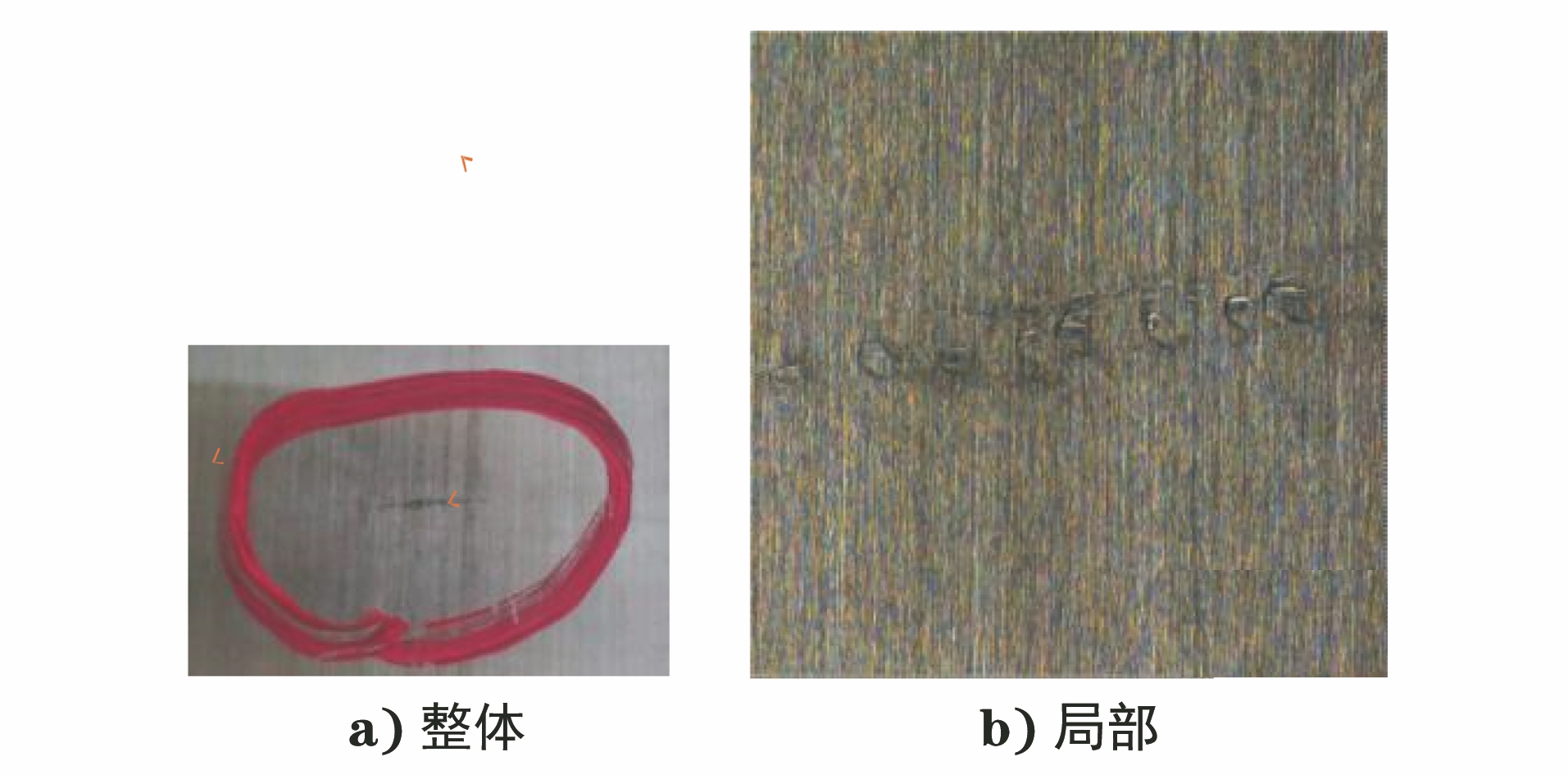
对故障电机进行拆检,发现轴承外圈滚道中部有一环形痕迹,挡边无异常(见图2)。内圈滚道上有一道伤痕,为黏连损伤,位置为滚道的中部(见图3)。
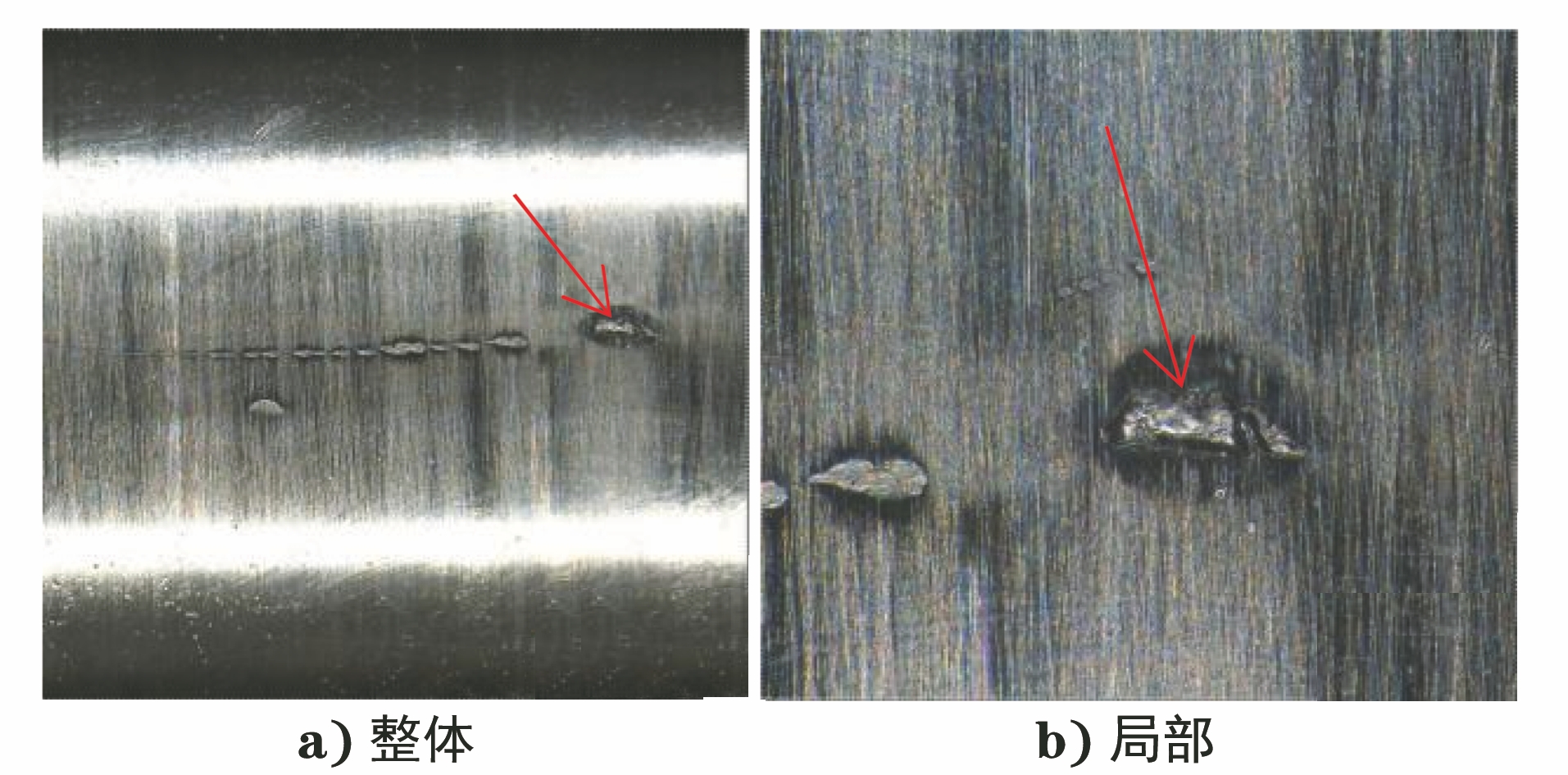
对轴承的滚柱进行宏观观察,发现其中一根滚柱外表面有一排点状缺陷,缺陷边缘有不规则形状的坑状缺陷;滚柱外表面缺陷在滚柱外径中部,与内圈滚道的黏连损伤位置、外圈滚道环形痕迹相对应(见图4)。滚柱表面坑状缺陷的三维形貌如图5所示,滚柱外径最高点和最低点相差0.24 mm。
分别在轴承外圈、内圈和滚柱上取样,对试样进行化学成分分析,结果如表1所示。由表1可知:轴承外圈、内圈和滚柱的化学成分均符合GB/T 18254—2016 《高碳铬轴承钢》对GCr15钢的要求。
| 项目 | 质量分数 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | S | Si | P | Mn | Cr | Cu | Ni | Mo | Al | Ti | |
| 外圈实测值 | 0.97 | 0.006 | 0.24 | 0.013 | 0.36 | 1.48 | 0.09 | 0.06 | 0.01 | 0.007 | 0.001 2 |
| 内圈实测值 | 1.01 | 0.009 | 0.31 | 0.008 | 0.36 | 1.44 | 0.12 | 0.05 | 0.01 | 0.007 | 0.001 0 |
| 滚柱实测值 | 0.96 | 0.005 | 0.28 | 0.008 | 0.38 | 1.40 | 0.08 | 0.04 | 0.02 | 0.009 | 0.001 1 |
| 标准值 | 0.95~1.05 | ≤0.020 | 0.15~0.35 | ≤0.025 | 0.25~0.45 | 1.40~1.65 | ≤0.25 | ≤0.25 | ≤0.10 | ≤0.050 | ≤0.005 0 |
对轴承进行尺寸和几何精度检测,可知轴承的尺寸公差及几何公差符合GB/T 4199—2033 《滚动轴承 公差 定义》的要求。对轴承的内圈滚道圆度、内圈滚道直线性、外圈滚道圆度、外圈滚道直线性、外圈挡边粗糙度等分别进行检测,结果均合格。
依据 GB/T 230.1—2018 《金属材料 洛氏硬度试验 第1部分:试验方法》对轴承进行硬度测试,结果如表2所示。由表2可知:轴承的硬度符合TB/T 2591—2007 《铁路机车滚动轴承订货技术条件》的要求。
| 项目 | 测试位置 | ||
|---|---|---|---|
| 外圈 | 内圈 | 滚柱 | |
| 实测值 | 60.0,60.5,60.5 | 60.0,60.1,60.2 | 60.0,60.5,61.0 |
| 标准值 | 57~62 | 59~65 | |
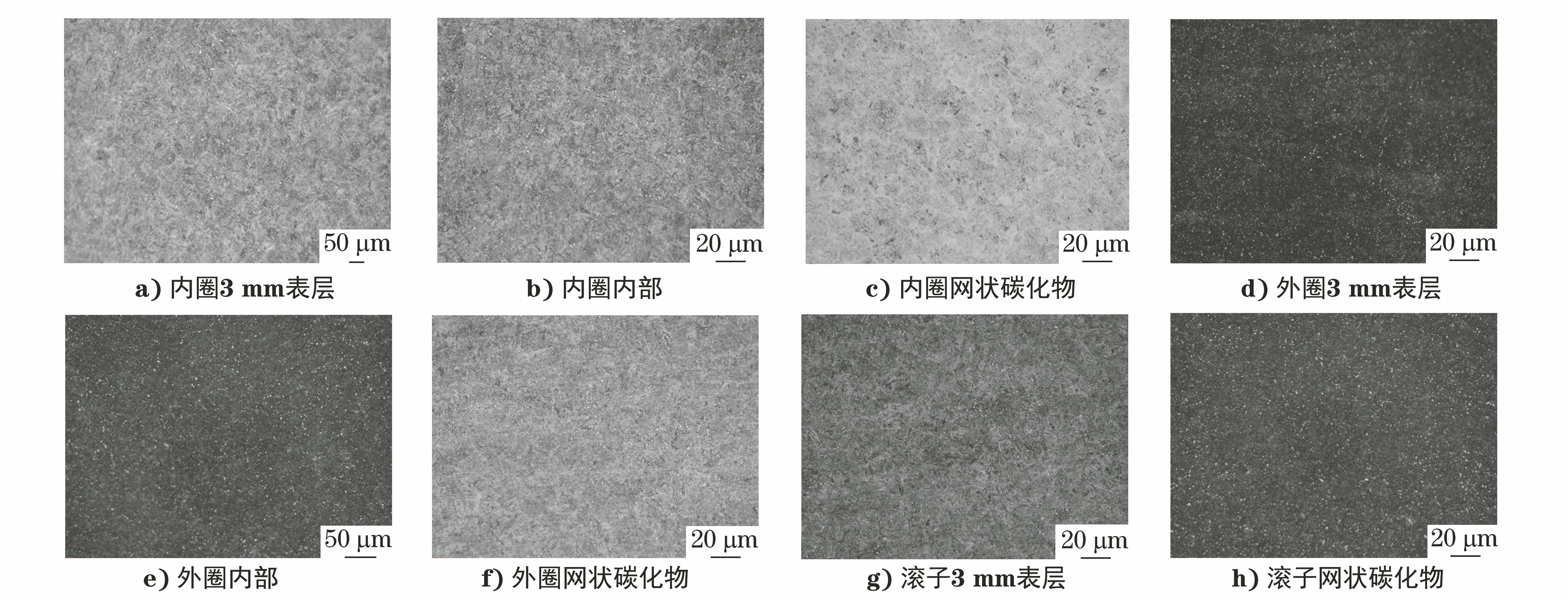
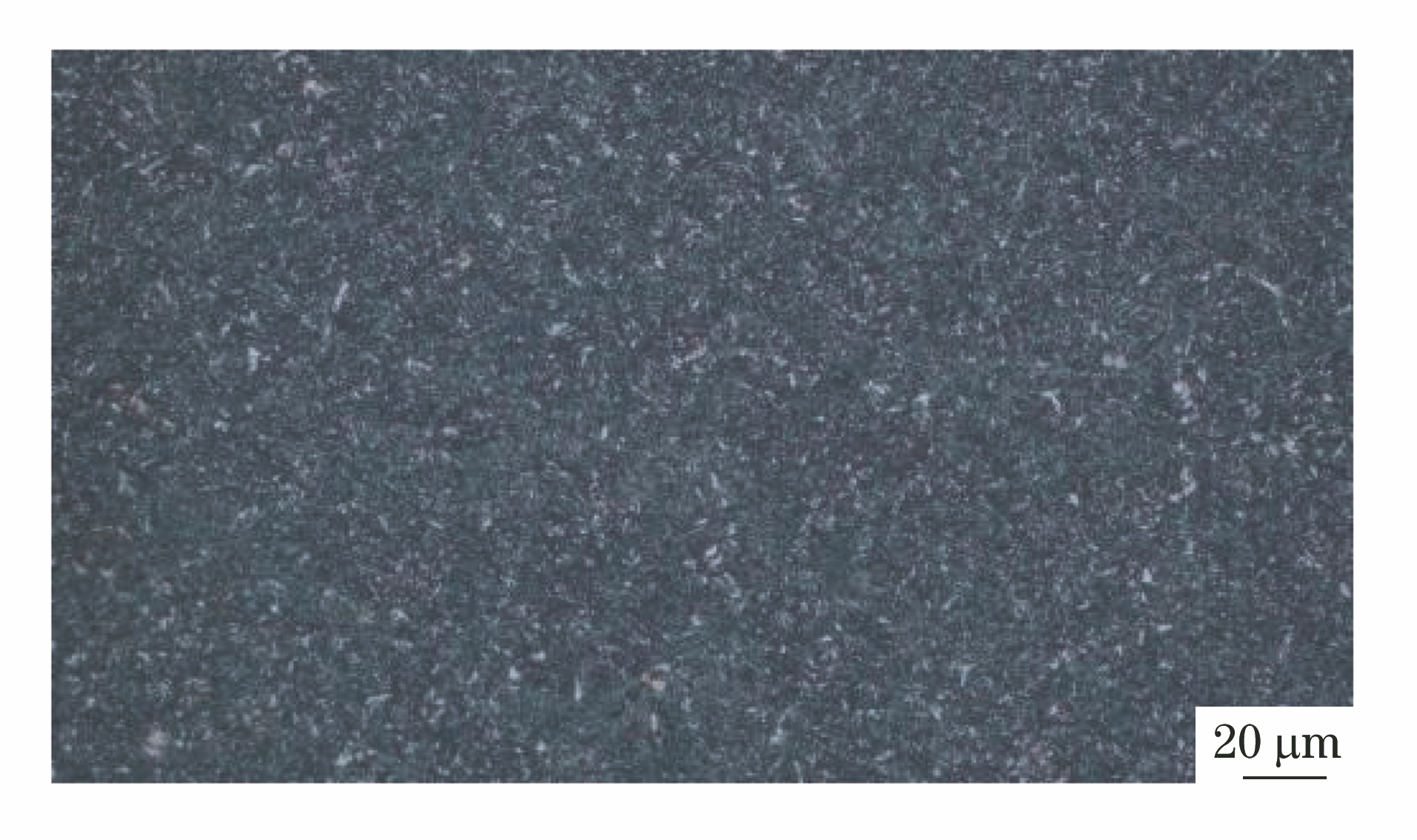
按照GB/T 25711—2010 《滚动轴承铁路机客车轴承》要求分别对轴承内圈、外圈、滚子进行金相检验,结果如图6所示。由图6可知:内圈3 mm表层组织为屈氏体,内圈内部组织为贝氏体,内圈可见网状碳化物;外圈3 mm表层组织为屈氏体,外圈内部组织为贝氏体,外圈可见网状碳化物;滚子3 mm表层组织为屈氏体,滚子可见网状碳化物,内圈、外圈、滚子的组织均符合JB/T 1255—2001 《高碳铬轴承钢滚动轴承零件热处理技术条件》的要求。
使用线切割方法在坑状缺陷处取样,对试样进行金相检验,结果如图7所示。由图7可知:坑状缺陷处含有马氏体,表明该区组织发生了淬火。结合滚柱表面缺陷呈彗星状形貌,可确定坑状缺陷为电蚀熔融凹坑。
依据GB/T 10561—2015 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》对轴承的非金属夹杂物进行检测,结果如表3所示。由表3可知:轴承外圈、内圈、滚子的非金属夹杂物均符合GB/T 18254—2016的要求。
| 项目 | A类细系 | A类粗系 | B类细系 | B类粗系 | C类细系 | C类粗系 | D类细系 | D类粗系 | Ds |
|---|---|---|---|---|---|---|---|---|---|
| 外圈实测值 | 0.5 | 0.5 | 0.5 | 0.5 | 0 | 0 | 0.5 | 0.5 | 0 |
| 内圈实测值 | 0.5 | 0.5 | 0.5 | 0.5 | 0 | 0 | 0.5 | 0.5 | 0 |
| 滚柱实测值 | 0.5 | 0.5 | 0.5 | 0.5 | 0 | 0 | 0.5 | 0.5 | 0 |
| 标准要求 | ≤2.5 | ≤1.5 | ≤2.0 | ≤1.0 | ≤0.5 | ≤0.5 | ≤1.0 | ≤1.0 | ≤2.0 |
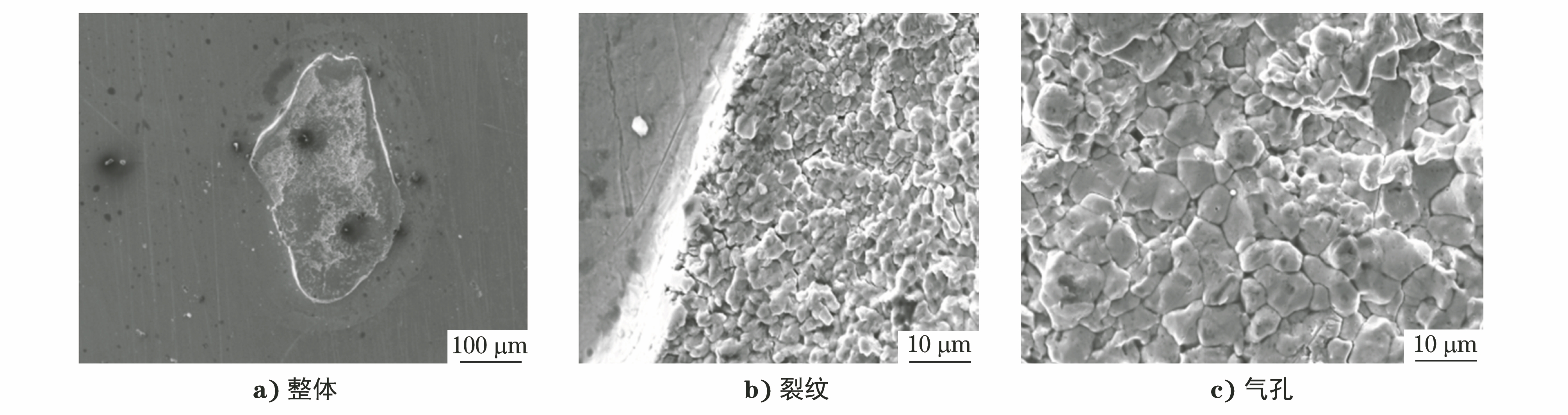
在坑状缺陷处取样,利用扫描电镜对试样进行观察,结果如图8所示,坑状缺陷附近显微组织未发生变化,坑状缺陷中可见大量裂纹,表面残余大量气孔。
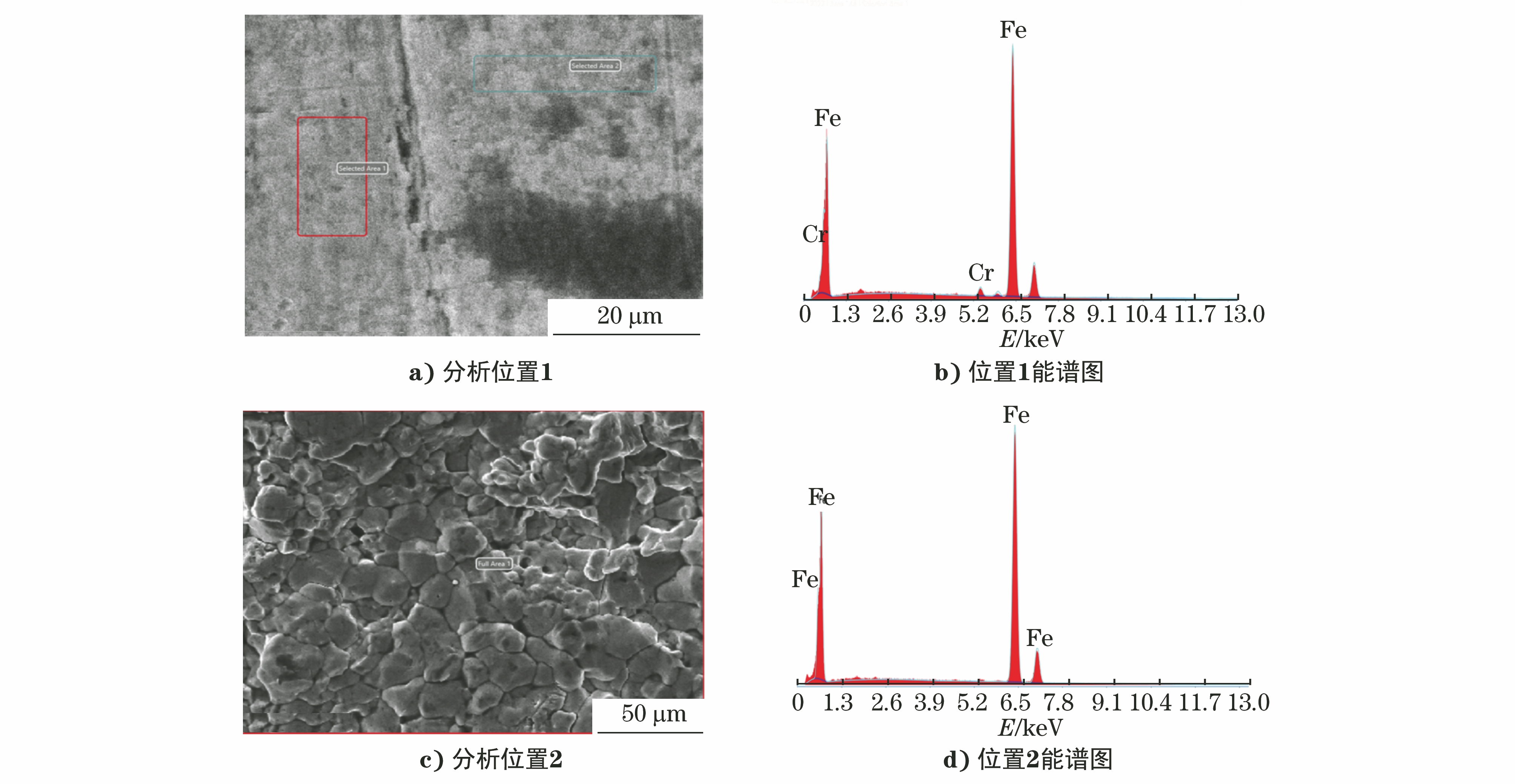
对试样进行能谱分析,结果如图9所示,发现坑状缺陷成分为纯铁。
由上述理化检验结果可知,轴承加工制造的尺寸精度、几何精度及材料热处理工艺均符合标准要求。滚子外径表面有电蚀融坑,内圈滚道有黏连擦伤痕迹,滚子外表面有电蚀融坑凸起。轴承外表面的电蚀融坑造成轴承在工作中发生异常振动,导致机车检测系统报警。
结合牵引电机结构及工作原理,判断可能是轴电压使牵引电机轴承产生电蚀现象。轴电压的产生原因为电机电枢磁路不均匀,电枢转动磁阻变化,磁通产生脉动,脉动部分磁通切割转轴,在转轴的两端产生轴电压。资料显示,设计和运用条件正常的电机运行时,转轴两端只会产生很小的电位差,只有当轴电压达到某一值时才会引起电蚀[1],电压小于0.5 V时不会发生电蚀。ZD109C型牵引电机为成熟产品,且机车运行环境未发生变化,可以排除该种可能。此外,在电机试验时,直流牵引电机电枢绕组与电枢铁芯之间存在分布电容,在采用可控硅整流电源后,电流中的脉动分量在电枢绕组和电枢铁芯间产生电容电流,导致轴与地之间产生轴电压。该电机采用两台可控硅整流电源,故不会产生该问题。
外部输入电流也会使轴承发生电蚀现象。排查焊接作业过程发现,牵引电机组装、轮对电机组装中均有焊接部分,施焊过程中,焊机地线直接搭接在牵引电机定子壳体上。由于定子外壳残存着锈皮和油漆,造成地线接触不良。该批牵引电机静置的时间较长,轴承下方滚柱与内、外圈滚道间受到转子自身质量产生的压力,润滑脂被挤出接触面,导致轴承内油膜不均匀;牵引电机定子为铸造件,其组织致密性较锻件差,根据电流路径的优先走法,施焊电流会沿电阻较小的地方选择通路,当地线接触不良时,轴承成为焊接电流通路,造成轴承电蚀。
轴承故障的原因为:牵引电机组装时,焊接作业过程中地线搭接不良,造成轴承产生电蚀现象,最终导致轴承发生故障。
组装牵引电机时,必须通过试验台运行或人为盘动转子才能保证滚柱和内、外圈滚道间的润滑脂均匀,形成稳定油膜,起到良好绝缘作用。组装后,可以制作专用短接线,对牵引电机转子和定子进行短接,以保证定子和转子等电位。对牵引电机施焊时,建议将落车台位钢轨与焊接地台用导线连接起来,并使用专用导线将施焊地台与电机定子连接起来,实行接地双保险。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号