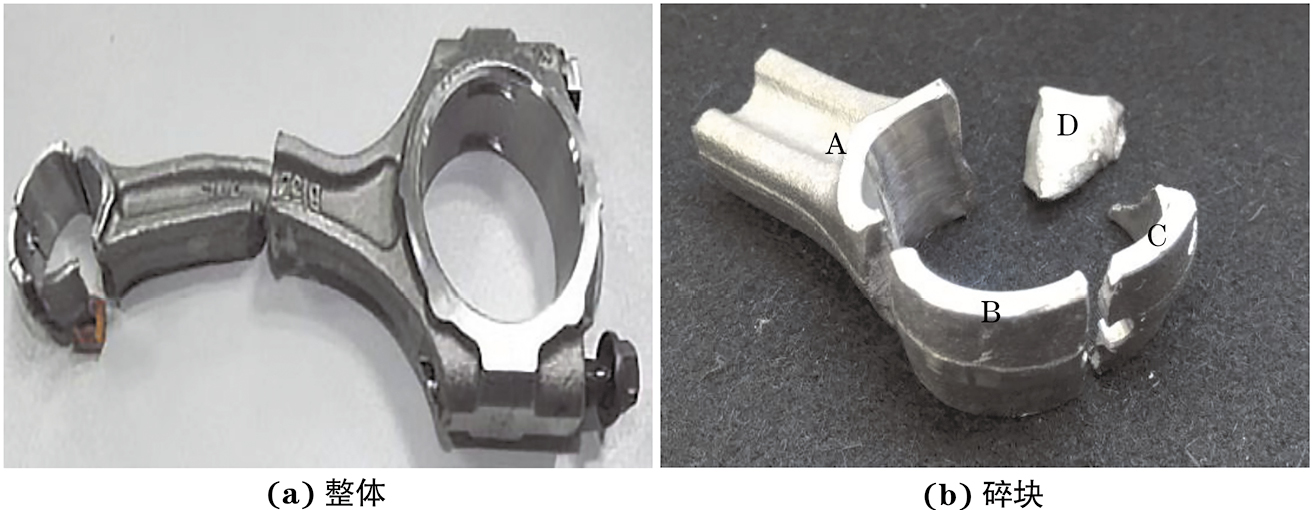
图 1 断裂连杆的宏观形貌

机械零部件多断口的断裂原因分析过程比较复杂,需要对碎块上所有的断口进行分析,并结合工况、受力等因素综合分析,因此,应正确判断首断断口或者主断裂源的位置。例如,将变形最大的断口认为是首断断口,可能会将原材料缺陷导致的断裂判断成过载导致的断裂。
某汽车零部件厂C70S6钢轿车用发动机连杆在厂内测试期间发生断裂,断裂连杆不仅从杆身处折断,小头孔还碎裂成了多块,现场收集了全部碎片,对碎片进行分析,以确定连杆断裂的原因。连杆是汽车发动机的重要组成部件,使用过程中,连杆在高速往复动作下,受到压缩、拉伸等交变载荷作用。连杆出现破坏,会直接导致发动机停止工作,造成严重的事故。一般而言,连杆的断裂模式有两种,一种是连杆螺栓断裂[1-2],另一种是连杆杆身断裂[3-6]。该断裂连杆按照JB/T 11795—2014《内燃机胀断连杆技术条件》要求进行制造,其加工工艺为:棒材截短→加热→模锻→加工两端面→加工小头孔→加工大头孔→大头孔涨断→检查。笔者采用一系列理化检验方法对该连杆的断裂原因进行分析,以避免该类问题再次发生。
断裂连杆的宏观形貌如图1所示。由图1可知:连杆上有两处破坏,一处位于在小头孔部位,小头孔位置裂成4块,分别编号为A、B、C和D,另一处位于连杆的杆部中间,该位置有明显的缩颈现象,可以判断连杆部位是因过载造成的断裂,连杆杆部不是首断位置。此外,连杆是活塞和曲轴之间传递力的构件,在连杆轴线上承受单向拉-压应力作用。正常的运动过程中,连杆杆身部位只受到轴线上的拉-压应力作用。这种情况下,连杆部位开裂所需的应力只能来源于不在轴线方向上的外加载荷。综合上翼缘板受到的不均匀塑形变形和受力状态进行分析,也可以判断连杆杆部的断裂时间晚于小头孔。
试样A内表面有一半区域存在均匀的擦伤痕迹(见图2),该位置与连杆中轴线对应的部位重合,说明该位置受到较大的摩擦挤压作用,摩擦时孔附近的内表面和铜衬垫处于部分接触状态,可判断该位置不是首断位置。试样B和D均存在严重的塑形变形[见图1(b)],试样B向内表面弯曲,试样D向外表面弯曲,说明试样B和D都不是首次断裂件。试样C断口的宏观形貌如图3所示。由图3可知:试样C断面无缩颈现象,呈脆性断裂形貌,因此初步判断试样C是首次断裂件。
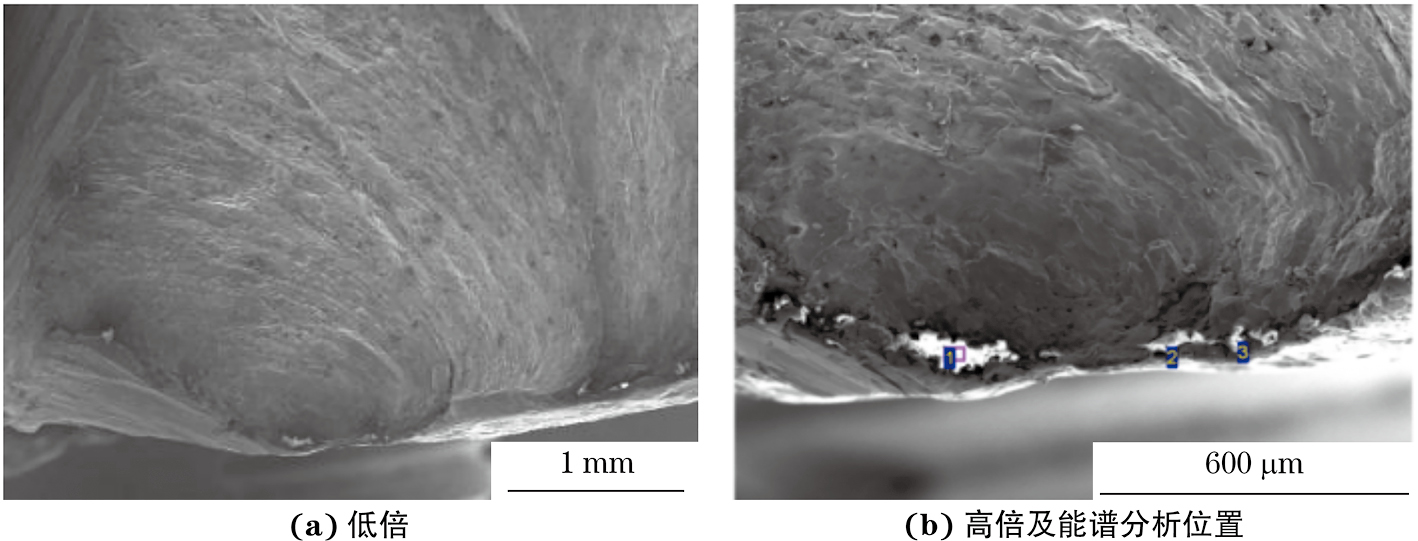
将试样C进行超声清洗后,采用扫描电镜观察其断口,结果如图4所示。由图4可知:断裂源区较为平坦,有氧化层覆盖,未覆盖氧化层的局部区域呈解理断口特征;撕裂棱线收敛于外壁皮层的夹杂物聚集区(断裂源位置),起裂裂纹沿外壁皮层的夹杂物分布带扩展。
对夹杂物进行能谱分析,分析位置如图4(b)所示,分析结果如表1所示。由表1可知:夹杂物含有Na、Al、Si、S、Cl、K、Ca等杂质元素。
| 分析位置 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Na | Al | Si | S | Cl | K | Ca | Fe | |
| 位置1 | 48.85 | 36.05 | 0.60 | 0.27 | 0.81 | 0.59 | 2.40 | 0.40 | 0.87 | 9.17 |
| 位置2 | 45.89 | 38.63 | 2.35 | 0.32 | 0.70 | 0.28 | 0.31 | 1.16 | 0.53 | 9.83 |
| 位置3 | 47.77 | 34.37 | 1.42 | 0.58 | 4.61 | 0.72 | 0.35 | 1.11 | 2.20 | 6.86 |
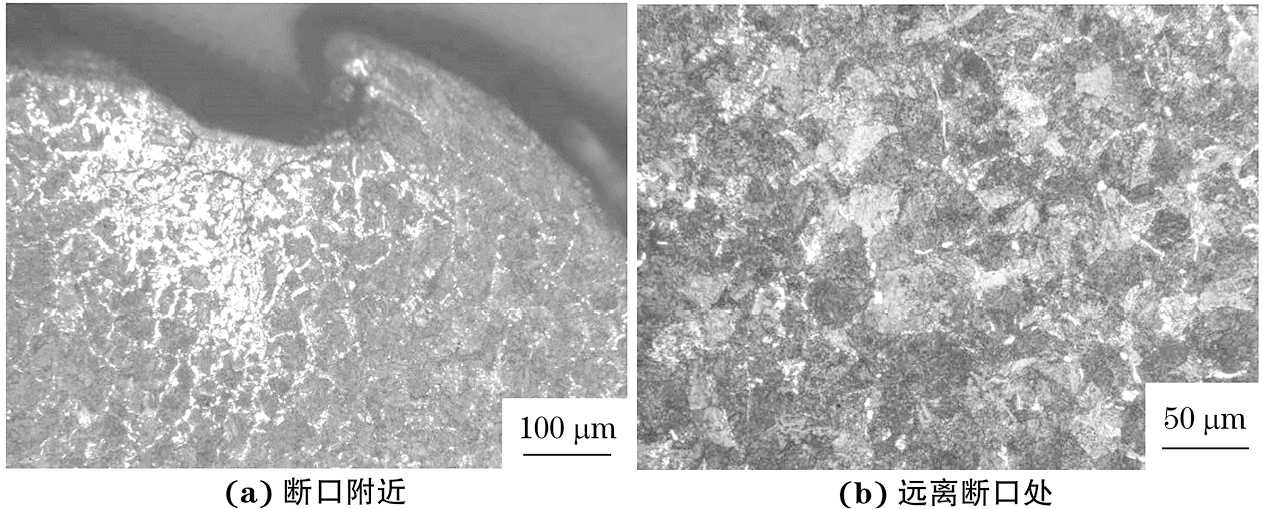
在试样C断口附近及远离断口处取样,对试样进行金相检验,结果如图5所示。由图5可知:断口附近试样的组织为珠光体+少量短条铁素体,断裂源附近存在树枝状裂纹,裂纹内部填充有大量灰白色的氧化铁,裂纹附近的组织中存在大量网状铁素体,裂纹两侧的铁素体区域还可见少量氧化质点,说明该部位经过了长期的高温氧化过程,基体中的易氧化元素都已被氧化;远离断口处试样的组织为珠光体+少量短条状铁素体,铁素体体积分数为4.3%。满足JB/T 11795—2014的标准要求(无网状铁素体和铁素体体积分数不大于10%)。
按照GB/T 4336—2016《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用直读光谱仪对断裂连杆进行化学成分分析,结果如表2所示。由表2可知:试样的化学成分满足JB/T 11795—2014对C70S6钢的标准要求。
| 项目 | 质量分数 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | V | Al | Cu | Mo | Ni | |
| 测试值 | 0.71 | 0.55 | 0.19 | 0.038 | 0.061 | 0.12 | 0.032 | 0.005 | 0.13 | 0.025 | 0.051 |
| 标准值 | 0.67~0.73 | 0.40~0.70 | 0.15~0.25 | ≤0.045 | 0.05~0.07 | ≤0.20 | 0.03~0.05 | ≤0.01 | ≤0.20 | ≤0.05 | ≤0.02 |
按照GB/T 231.1—2018《金属材料 布氏硬度试验 第1部分:试验方法》,采用数显布氏硬度计对断裂连杆基体试样进行布氏硬度测试,结果为295.1,294.6,297.5 HBW,符合JB/T 11795—2014的标准要求(250~320 HBW)。
在机械零件断裂事故中,先断裂的断口机械损伤和塑性变形小。当脆性断口和塑性断口同时存在时,表明机械结构已经失稳,导致零件发生过载断裂[7]。
分析试样A、B、C和D的变形情况,可知试样C和D之间的断口为首断断口,该处位置位于试样C上的断口几乎没有塑性变形,断裂源在外表面皮下的夹杂物位置形核。试样C和D裂开后,小头孔内部的铜衬垫一侧受力,另一侧不受力,产生了滑动摩擦。试样A内壁上仅有一半的摩擦痕迹,导致小头孔发生碎裂,连杆杆身部位与发动机壳体产生碰撞,最终导致连杆杆身断裂。连杆杆身存在严重的颈缩现象,因此可以判断在小头孔碎裂后,连杆失稳导致应力过大,最终造成连杆杆身发生过载断裂。
试样C断口附近有树枝状裂纹,裂纹内部填充有大量的氧化铁,扩展裂纹附近可见严重的氧化脱碳现象。综合工艺分析,棒料的料头部分存在表面缺陷,在模锻之前的加热保温工艺过程中,这些缺陷经过了长时间的高温作用,导致缺陷向基体内部扩展[8-9]。缺陷含有保护渣中的K和Ca等元素。
钢厂连铸阶段所用的保护渣残留[10]导致连杆小头孔先发生断裂,在长时间高温条件下,裂纹不断扩展,并发生氧化脱碳,造成小头孔承载力不足,最终导致连杆杆身发生过载断裂。
钢厂连铸阶段的保护渣残留在棒料表面,导致连杆小头孔外表面皮层萌生微裂纹,发动机启动造成连杆传递的应力变大,小头端内圆侧与活塞轴的接触面压力突然增大,最终导致连杆杆身发生过载断裂。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号