激光切割是利用经过聚焦的高功率激光束照射被加工物体表面,同时喷射具有一定压力的辅助气体,被切割材料吸收激光束的能量后熔化甚至汽化,然后被辅助气体吹走,随着光束与工件的相对移动,最终将工件切开[1]。随着加工技术的飞速发展,激光切割将会逐步成为钢产品力学测试试样的主流加工方法,并得到广泛应用。目前,国内主要的研究方向是钢板的激光切割工艺[2],各大钢厂都不同程度地采用激光切割机、机器人、视觉判定等先进技术与自动化控制、信息化管理技术相结合的方法[3]对板材试样的切割、加工等工序进行软硬件集成,将传统试样加工升级为一套完整的自动化、无人化、智能化系统,很好地满足了现代钢铁生产对实验室高质量、高效率的要求[4]。
冷轧薄板经激光切割后,在垂直于切割面的方向上产生一定深度的热影响区,如果不去除热影响区,可能会对冷轧试样的力学性能产生一定影响,目前人们尚不清楚热影响区深度与激光切割工艺的关系,也未对激光切割工艺对冷轧薄板力学性能的影响提出过具体的评判标准。只是在GB/T 2975—2018《钢及钢产品 力学性能试验取样位置及试样制备》中推荐直径或厚度小于15 mm钢材的激光切割加工余量应为1~2 mm,未对厚度为0.1~3 mm的薄板和薄带激光切割加工余量进行进一步说明。为此,笔者选取不同厚度、不同强度的冷轧薄板钢材,对激光切割的热影响区进行深入研究,分析了热影响区组织形貌的变化,以便判定热影响区深度,通过拉伸试验确定了激光切割对力学性能的影响。通过该研究,对GB/T 2975—2018进行验证与补充,同时为生产工艺的改进提供了可靠参数。
1. 试验方案
1.1 试验材料及切割速率
试验材料参数及切割速率如表1所示。
1.2 激光切割工艺
采用激光切割机进行试验,切割功率为2 kW,切割频率为5 000 Hz,辅助气体为N2,辅助气压为1 500 kPa,喷嘴孔径为1.2 mm。
1.3 试验方法
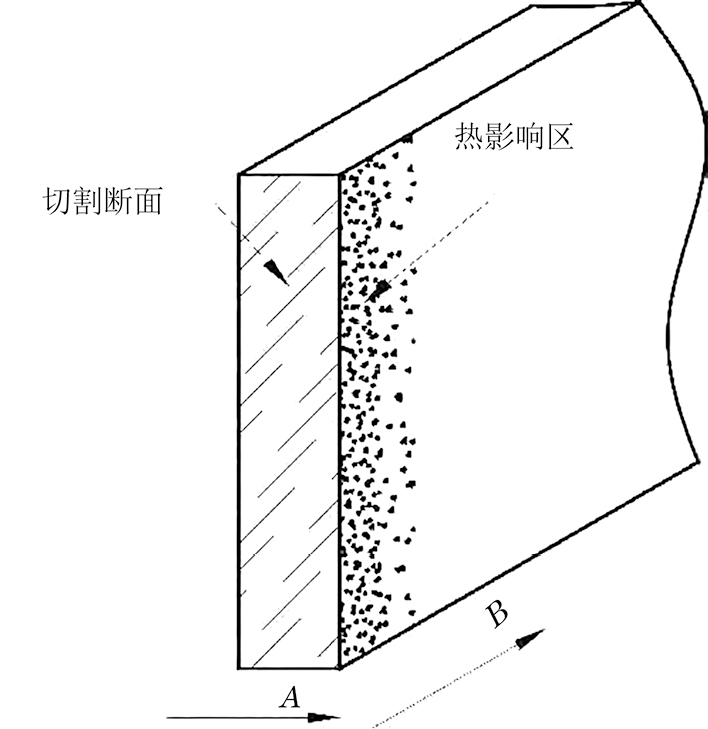
将试样镶嵌、研磨、抛光,用体积分数为4%的硝酸乙醇溶液腐蚀试样并将其吹干,将试样置于光学显微镜下观察。热影响区观察面如图1所示。
用激光切割机在样板1/4处切割GB P6型试样,同时在样板的同一轧制方向取样,并加工制成GB P6型试样。
2. 试验结果
2.1 热影响区显微组织
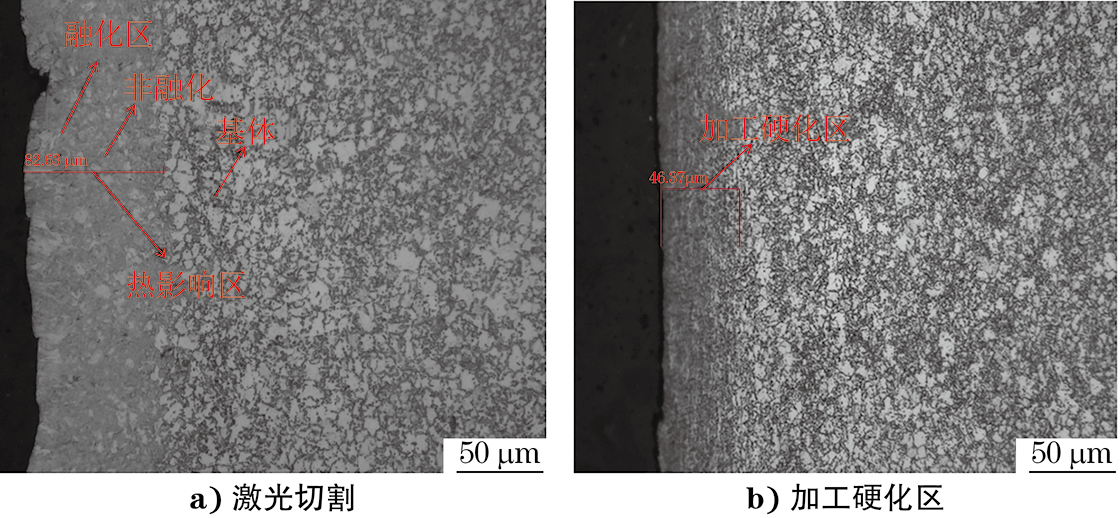
激光切割后,观察试样表面(如图1中B面)的热影响区,结果如图2所示,热影响区和基体之间界线清晰可见。热影响区可分为两部分,第一部分为激光切缝边缘部分的熔化区,第二部分为熔化区和基体之间的非熔化区。激光切割时靠近切缝中心的热影响区温度急速上升,达到并超过相变温度点,激光束经过后,由于辅助气体的冷却和传热作用,温度快速降低,由基体向熔化区的晶粒逐渐变大。熔化区由基体的马氏体+铁素体全部转变为马氏体。非熔化区的温度较低,冷却速率较慢,由基体的马氏体+铁素体转变为马氏体+贝氏体。经过加工中心加工后,观察试样表面的加工硬化区,显微组织如图2b)所示,加工硬化区受外来挤压,导致晶粒变形,组织未发生变化。
2.2 热影响区深度的测量
将表1中的试样制备成金相试样,将试样置于显微镜下观察,显微组织测量缝到热影响区和基体之间界线的距离为热影响区深度,编号为1~19试样的热影响区深度测量结果分别为66.91,45.81,68.14,69.92,57.73,46.37,99.23,97.54,82.63,46.37,77.29,76.47,88.89,96.47,83.37,50.62,92.11,93.16,44.6 μm。
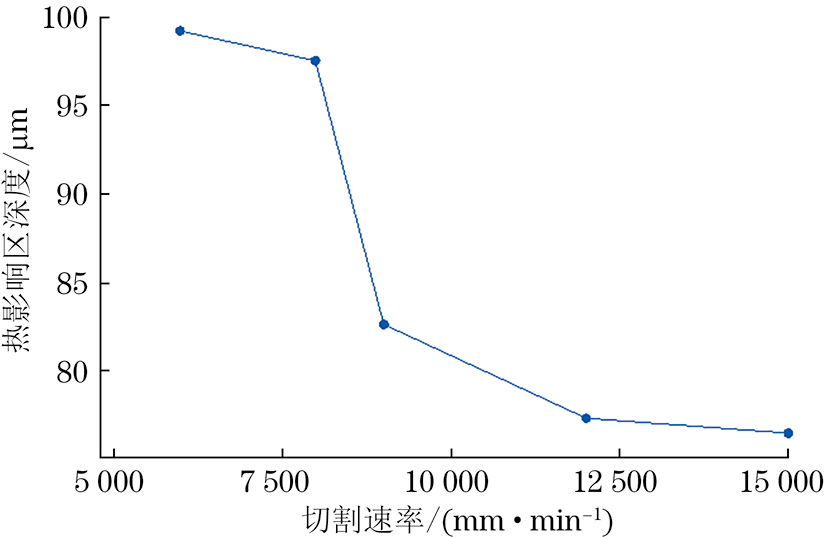
对牌号为590DP,厚度为1.6 mm的材料进行分析,得到激光切割速率越快,热影响区深度越小(见图3)。但切割速率过快或过慢都可能会导致材料下表面出现挂渣现象,在切割速率为9 000 mm/min时切割质量最优。
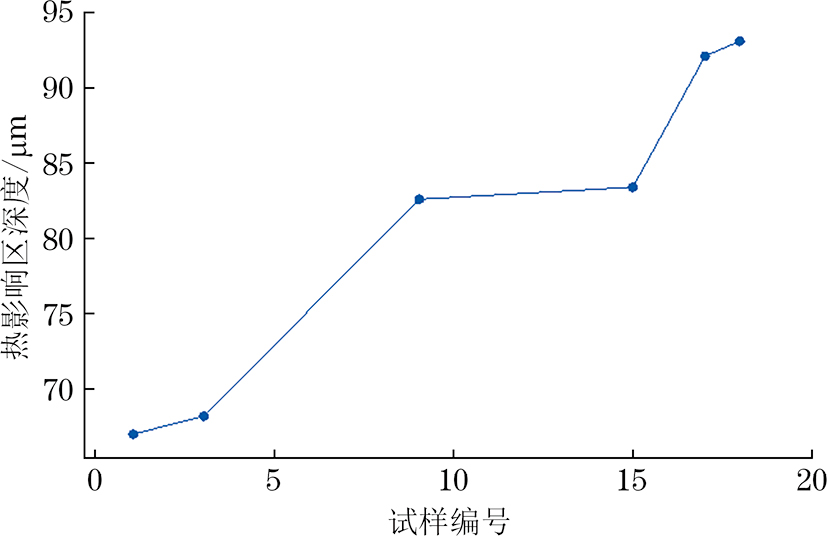
对厚度为1.6 mm,切割速率为9 000 mm/min的材料进行分析,得到钢种级别越高、强度越大,激光切割的热影响区深度越大(见图4)。
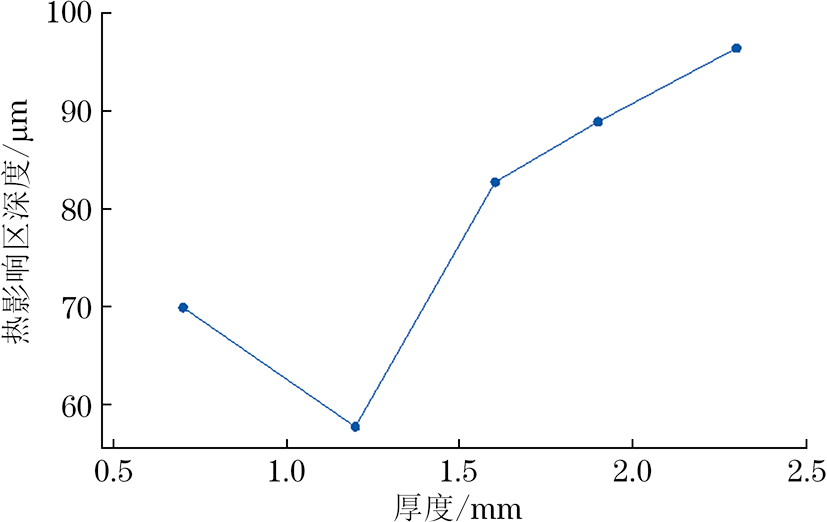
对牌号为590DP,切割速率为9 000 mm/min的材料进行分析,得到厚度越厚,激光切割热影响区的深度越大(见图5)。
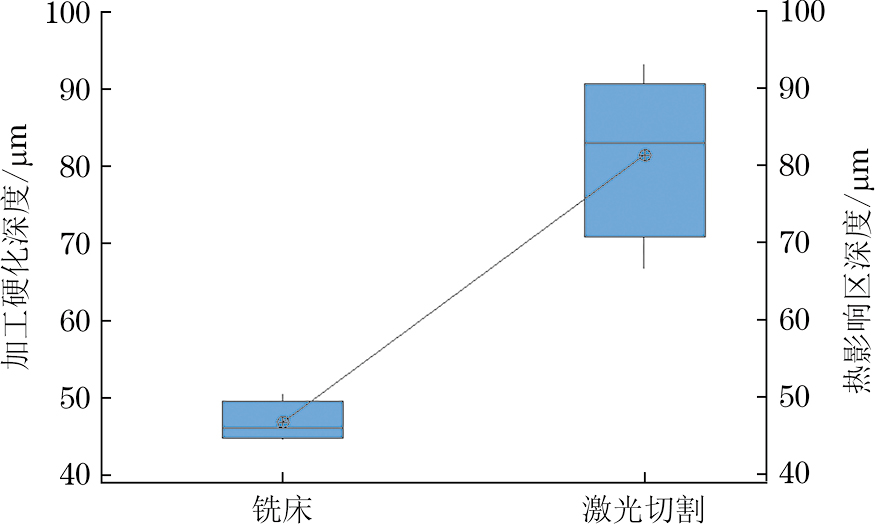
对比激光切割热影响区深度与加工中心的加工硬化深度,发现钢种的强度对激光切割热影响区深度的影响较明显,对加工硬化深度影响不大,但激光切割的热影响区深度比加工中心的加工硬化深度大35 μm左右(见图6)。
2.3 热影响区对冷轧薄板拉伸性能的影响
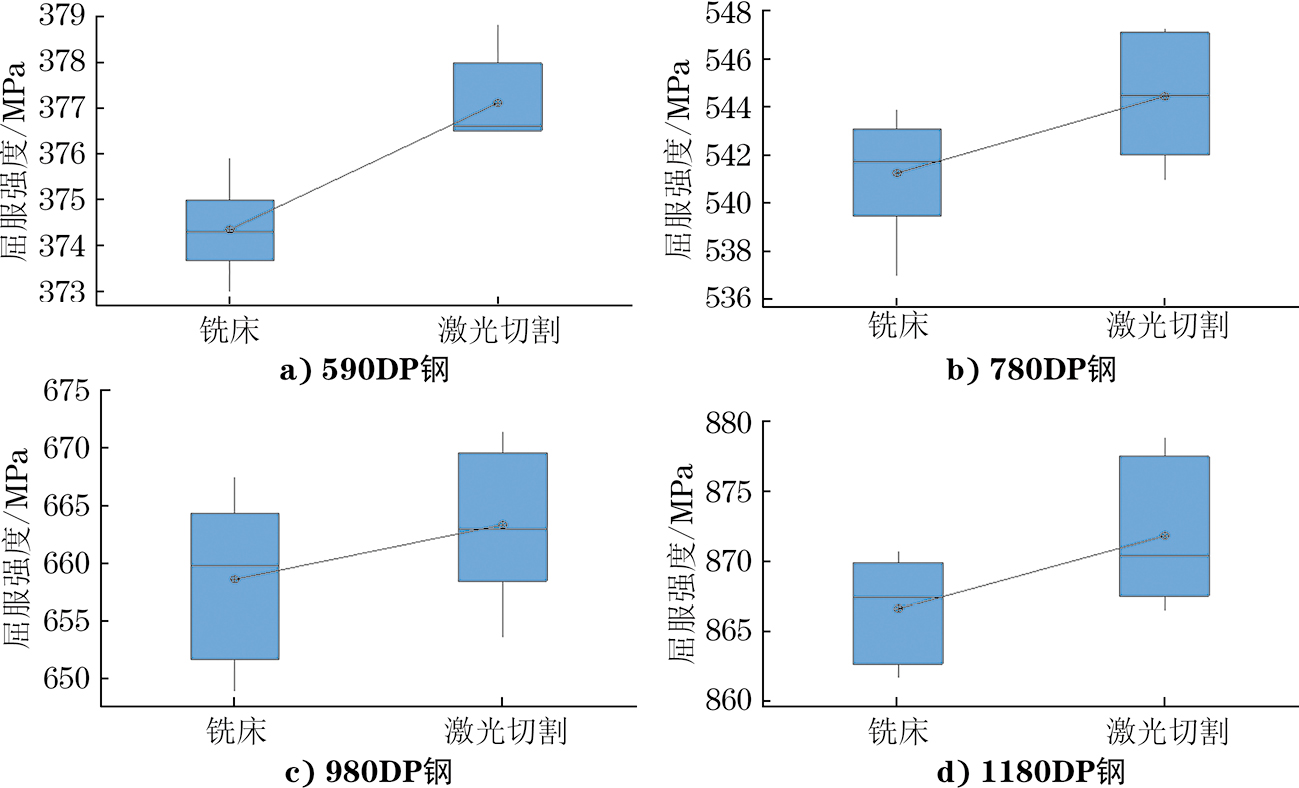
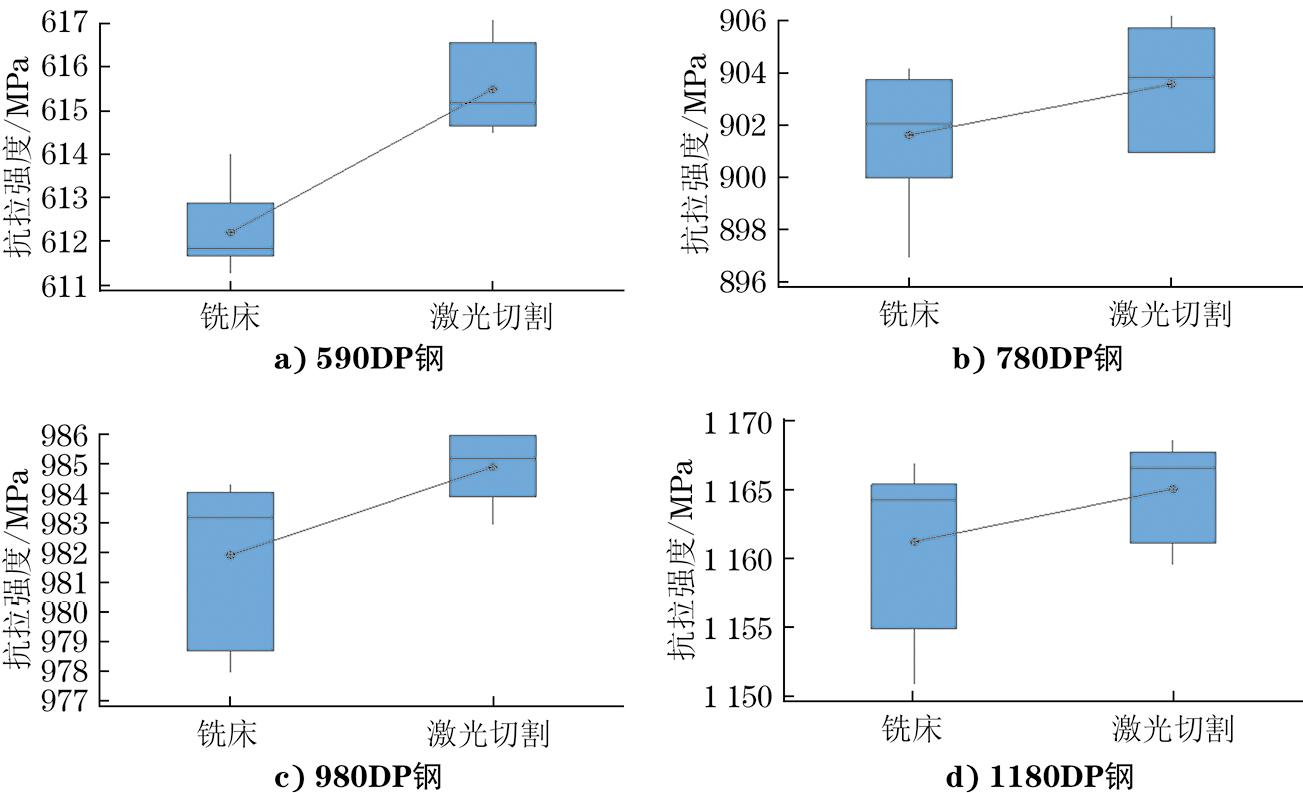
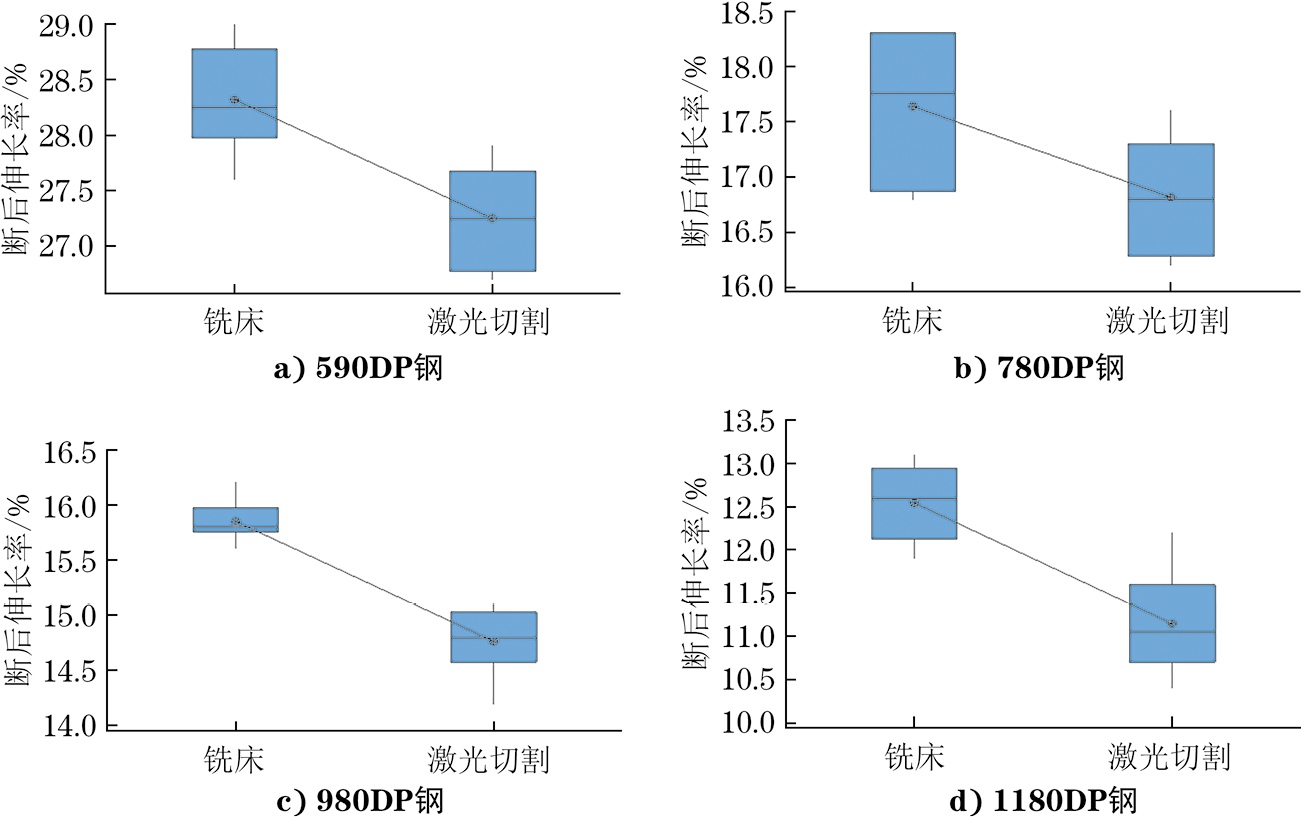
激光技术加工不同于传统机械加工,激光束加工材料时具有速率快、热源集中的特点,会对材料组织和力学性能产生影响[5]。因此,分别使用激光切割加工和加工中心加工将不同牌号的钢种加工为JIS 5#试样,每个牌号试样各3组,对这些试样的屈服强度Rp0.2、抗拉强度Rm和断后伸长率A进行分析,结果如图7~9所示。激光切割加工试样的屈服强度和抗拉强度比加工中心加工试样高,断后伸长率低,且随着钢种等级的提高,两者间的差异越大。
3. 结论
(1)激光切割热影响区组织可分为两部分,第一部分为激光切缝边缘的熔化区,第二部分为熔化区和基体之间的非熔化区,熔化区主要为马氏体,非熔化区主要为马氏体+贝氏体。
(2)激光切割速率越快,冷轧薄板的热影响区深度越小,但激光切割的速率过快或过慢,会导致冷轧薄板下表面出现挂渣现象。冷轧薄板的强度越高或厚度越厚,都会使冷轧薄板的热影响区深度越大。
(3)对于冷轧薄板,激光切割热影响区深度不超过100 μm,加工中心加工的加工硬化深度比激光切割的热影响区深度小35 μm左右。
(4)激光切割加工试样的屈服强度和抗拉强度比加工中心加工试样的高,断后伸长率低,且随着钢种等级的提高,两者间的差异越大。通过激光切割制备拉伸试样时,建议参照GB/T 2975—2018标准保留1~2 mm加工余量。
文章来源——材料与测试网





 浙公网安备 33042402000106号
浙公网安备 33042402000106号
