城镇燃气管道铺设在人口密集、公共设施集中区域,极易发生燃气泄漏、火灾、爆炸等事故。燃气管道一旦出现事故,将直接危害人民群众的生命及财产安全,给城市公共安全造成严重影响。中低压燃气管的材料通常为聚乙烯[1]。聚乙烯管焊接的主要方式有热熔焊接和电熔焊接,其中热熔焊接具有成本低、操作简单等优点。热熔接头的黏接质量是影响聚乙烯燃气管道系统可靠性的重要因素。
冷焊缺陷被认为是燃气用聚乙烯管道的重要安全隐患之一。带冷焊缺陷的燃气用聚乙烯管道热熔接头在外观上与正常的接头没有明显区别,在管道系统试压过程中通常不会发生事故,但长期使用该接头将影响系统的安全性[2]。目前,射线检测、超声检测、超声相控阵检测、红外热像检测和微波检测等方法可以检测出聚乙烯燃气管道热熔接头的冷焊缺陷,但对于冷焊缺陷严重程度的研究较少。笔者研究了燃气用聚乙烯管道热熔焊接接头冷焊缺陷的严重程度与焊接工艺参数,接头力学性能、微观结构等因素之间的关系。
1. 试验设计与试样制备
1.1 正交试验设计
单因素的设计、实施与分析较简单,但考察多个试验因素时,实施全部试验的工作量较大,并且可能因试验条件的限制而难以进行试验。正交试验设计法可以利用较少的试验次数获得较准确的试验结果,通过正交表安排与分析多因素试验,使用统计学方法分析试验结果。正交设计表格是一种运用组合数学理论构造的表格,把各试验点在范围内均匀分散,使试验点具有代表性,且各试验点在范围内分布规律整齐,有利于进行数据分析[3]。
1.2 试样制备
使用规格(外径×厚度)为160 mm×9.5 mm的聚乙烯管材,采用正交试验设计法制备带冷焊缺陷的热熔焊接接头。研究表明,影响聚乙烯管道热熔焊接接头性能的主要因素是加热板表面温度θ和吸热时间t2[4]。按照TSG D2002—2006 《燃气用聚乙烯管道焊接技术规则》,设定正常焊接工艺的水平1试样,取θ=225 ℃,t2=95 s,两个因素各取5个试验水平,其他焊接工艺参数按正常工艺保持不变,具体为:卷边高度为1.5 mm;焊接压力为646 MPa;卷边到达规定高度的时间为17 s;切换时间不大于6 s;增压时间小于7 s;冷却时间为13 s。共制备25个试样,试样制备的具体参数如表1所示[5]。
2. 试验结果与分析
2.1 冷焊程度的影响因素
2.1.1 多频微波检测
微波检测技术基于微波在介电材料中的传播特性[6],被检介电材料中的不连续界面会引起该位置的介电常数发生变化,导致微波在传播时发生反射、穿透和散射等现象[7],其反射信号与发射信号发生干涉,经微波探头接收,根据微波幅值衰减、相位及频率等参数的改变,信号转换系统得到能够反映接头缺陷信息的扫描图像[8]。利用微波的反射回波幅值来衡量微波的反射损耗,反射回波幅值的单位为dB,微波回波波幅越小,表示微波反射损耗越大。微波检测参数为:频率为6~14 GHz;天线与试样表面的距离为7 mm;x扫查轴宽度设定为100 mm,分辨率设定为10 mm;y步进轴长度设定为540 mm,分辨率设定为15 mm。
2.1.2 数据分析
以正常焊接工艺下的水平1试样微波检测曲线为评判线,其微波回波波幅为-12~-10 dB,超出该波幅的部分视为冷焊。对制备的25个水平试样进行微波检测,对检测的数据进行统计分析,结果如图1所示。由图1可知:以θ为定值,t2为变量,随着t2的减少,热熔焊接接头的焊缝区微波回波最大幅值呈增大趋势,表明热熔焊接接头的冷焊程度随着t2的减少呈增大趋势;以t2为定值,θ为变量,随着θ的降低,热熔焊接接头的焊缝区微波回波最大幅值呈增大趋势,表明热熔焊接接头的冷焊程度随着θ的降低呈增大趋势。
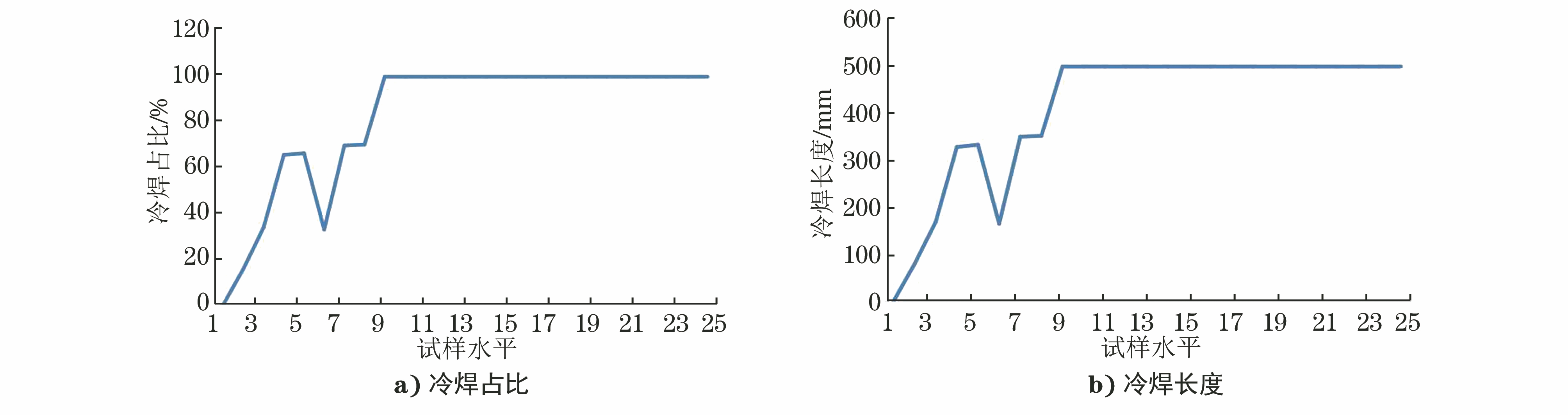
对检测数据中冷焊长度和冷焊占比进行统计,结果如图2所示。由图2可知:随着t2的减少,水平1~5试样(θ=225 ℃)的冷焊长度和冷焊占比呈增大趋势,水平6~10试样(θ=210 ℃)的冷焊长度和冷焊占比呈增大趋势,水平11~25试样均为100%冷焊。
2.2 拉伸强度与破坏方式测定
2.2.1 拉伸试验
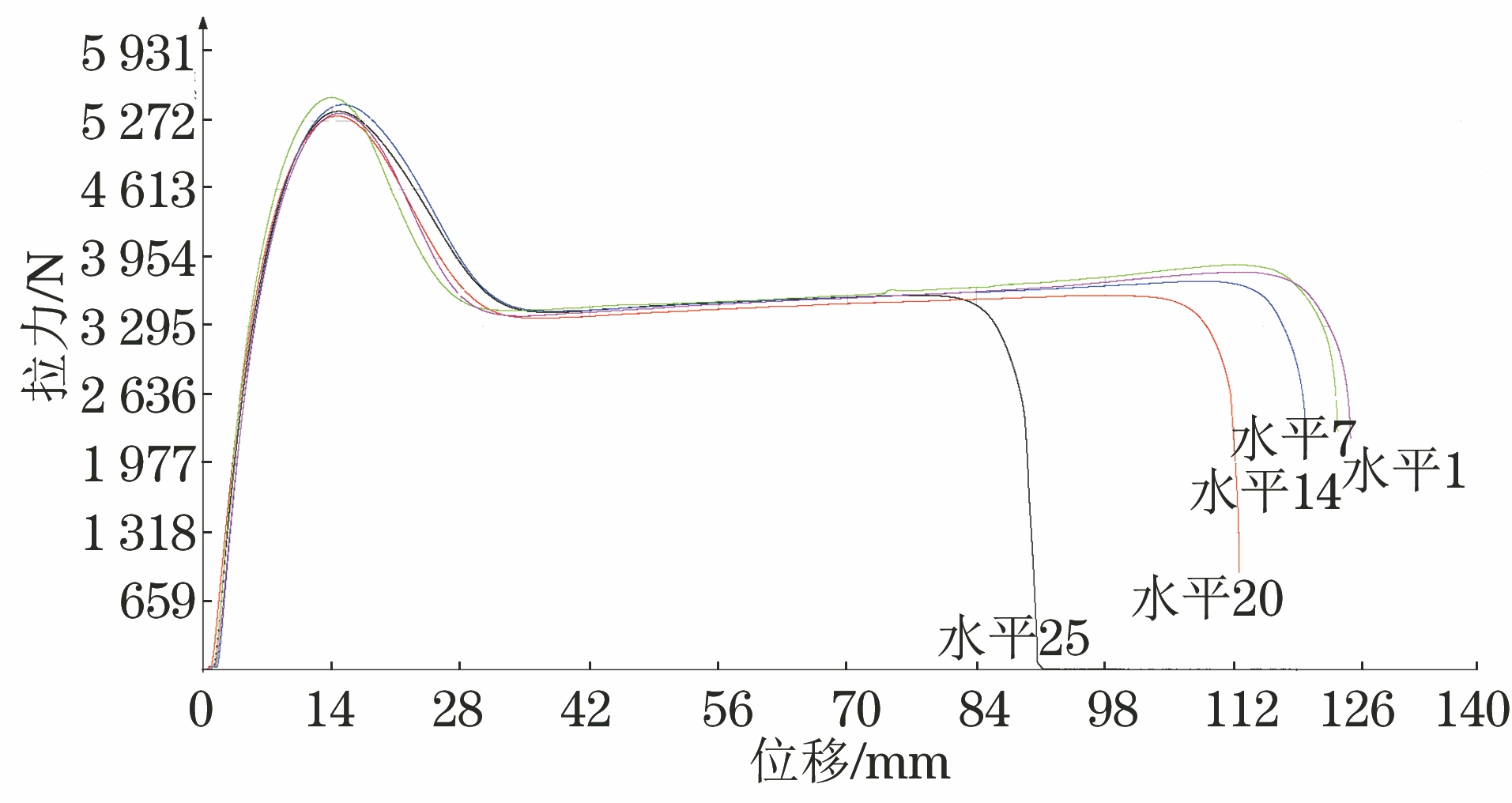
按照GB/T 19810—2005 《聚乙烯(PE)管材和管件 热熔对接接头 拉伸强度和破坏形式的测定》,分别在制备的25个热熔焊接接头上取4个A型试样,采用拉伸试验机对试样进行拉伸试验,拉伸试验后试样的宏观形貌如图3所示,试样均断裂在焊缝区,破坏类型为韧性破坏。试样拉力与位移的关系曲线如图4所示。由图4可知:开始拉伸阶段,拉力增大很快,但试样变形不明显,属于弹性变形阶段;当单侧管材发生屈服变形时,拉力达到最大值,然后出现急速下降趋势,试样出现缩颈现象;拉力在屈服阶段降低至最小值后出现小幅度的升高现象,单侧管材与试样交界处的变形速率加快,出现薄弱点,并产生应力集中现象;随着拉力缓慢增大,单侧管材与试样交界处的变形加剧,试样很快在该位置断裂。
2.2.2 数据分析
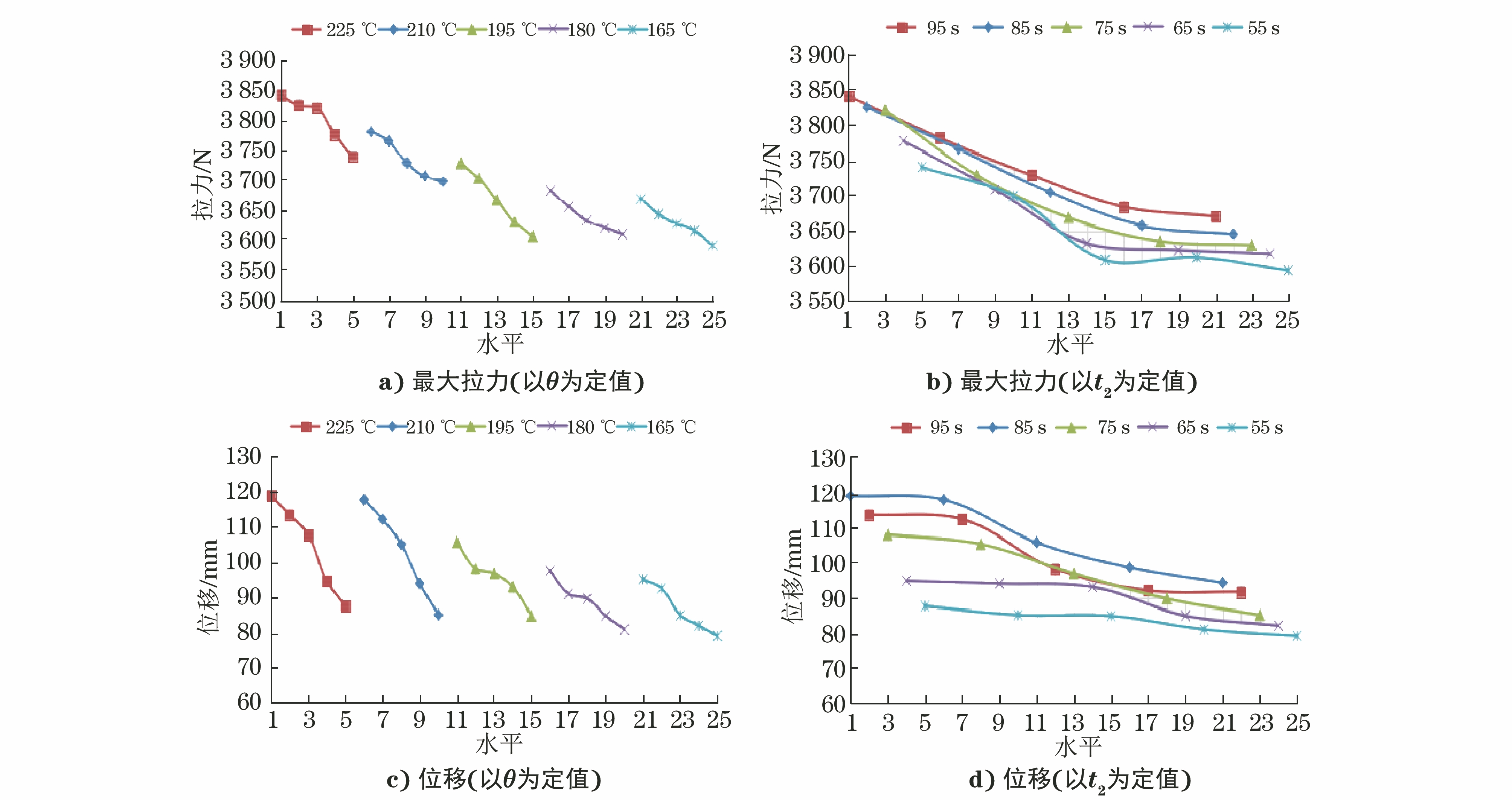
对拉伸断裂时试样的最大拉力和位移数据进行统计,剔除了其中误差较大的数据,结果如图5所示。由图5可知:试样断裂时最大拉力为3 550~3 850 N,强度变化较小;拉伸试验时载荷销间距离为165 mm,断裂时位移为80~120 mm,塑性变化较大;当以θ为定值,t2为变量时,随着t2的减少,试样断裂时最大拉力和位移均呈下降趋势;当以t2为定值,θ为变量时,随着θ的降低,试样断裂时最大拉力和位移均呈下降趋势。
2.3 断口分析
2.3.1 聚乙烯微观结构与银纹
聚乙烯是一种部分结晶性聚合物,其组成可分为结晶区和无定形区,结晶区和无定形区的性质及分布对聚乙烯的性能有很大影响。在结晶区内,聚乙烯分子链在垂直于晶面的方向上反复折叠,形成片晶。在无定形区内,存在无定形分子链,除了无序排列的分子链,还存在位错、孔洞等缺陷。聚合物的损伤断裂是一个复杂的过程,分子链间的重排、滑移、解缠及断链等过程会引发银纹和微裂纹,最终导致材料的整体破坏。
2.3.2 扫描电镜(SEM)分析
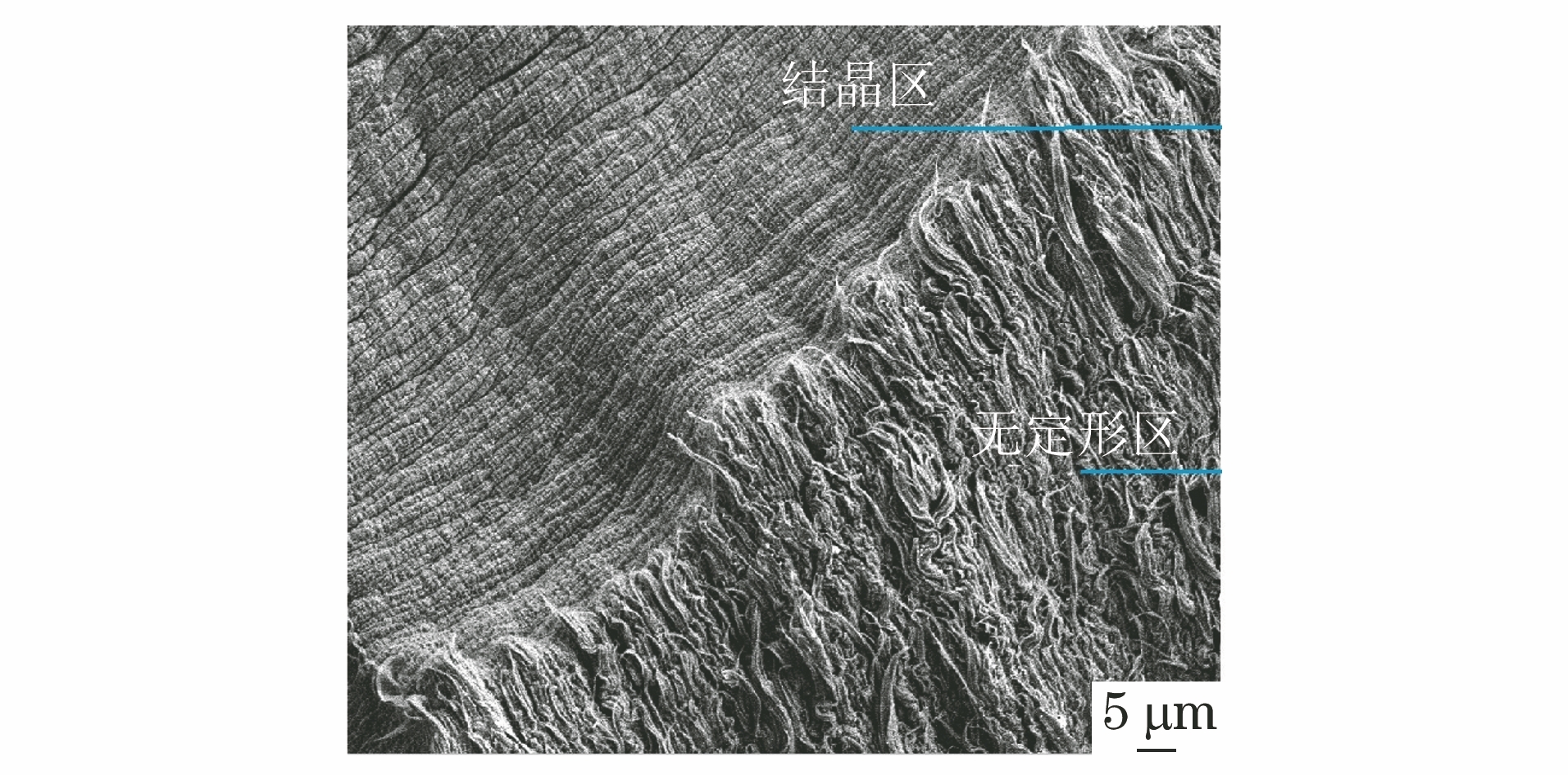
采用场发射扫描电镜对水平1试样断口形貌进行观察,结果如图6所示。由图6可知:试样断口可见明显的结晶区和无定形区;无定形区的系带分子链被拉长,开始解缠结,在缺陷位置处形成了微孔洞,被拉长的系带分子链逐渐形成了包围微孔洞的微纤维,由系带分子链形成的连接银纹边界的微纤维被拉长到一定程度后发生瞬时断裂。
水平15,25试样断口SEM形貌如图7所示。由图7可知:水平1,15,25试样断口结晶区和无定形区的分子缠结程度是有差别的,随着加热板表面温度的降低和吸热时间的减少,分子缠结程度呈下降趋势。因为接头焊接热量不足,熔合不充分,界面层的聚乙烯分子并未充分地扩散与缠结[9]。分子缠结程度与冷焊严重程度存在正向关系。
3. 结论
(1) 随着加热板表面温度的降低和吸热时间的减少,热熔焊接接头的冷焊程度呈增大趋势,冷焊长度及冷焊占比呈增大趋势。
(2) 随着加热板表面温度的降低和吸热时间的减少,试样拉伸断裂时的最大拉力和位移呈下降趋势,断裂时试样强度变化较小,塑性变化较大。
(3) 热熔焊接接头微观分子缠结程度与冷焊严重程度存在正向关系。
文章来源——材料与测试网








 浙公网安备 33042402000106号
浙公网安备 33042402000106号

