图 1 热镀锌板产品的宏观形貌

热镀锌板带由钢和锌复合而成,其具有钢基板的强度和塑性,又有镀层的耐腐蚀性,能保护金属基体内部不受腐蚀。热镀锌板带产品按镀层处理方法可分为纯锌镀层和锌铁合金;按涂层表面锌花的形态又可分为“小锌花”“正常锌花”“光整锌花”和“无锌花”4种。热镀锌板带具有耐腐蚀性、耐酸蚀性、耐湿性、表面质量好、利于深加工等优点,广泛应用于建筑、家电、汽车、容器等领域。近年来随着节约资源与合理用材的需求不断增大,家电用钢逐渐倾向于使用高强度薄板材,各类家电产品的板材厚度普遍出现减薄趋势[1]。
某家电厂冰箱内部的热镀锌板产品厚度为0.3 mm,材料为DC51D+Z钢,该热镀锌板位于压缩机上方,起到隔离的作用,对热镀锌板进行冲压后,最大变形处出现凸包现象,凸包高度为10~18 mm(见图1)。热镀锌板的典型力学性能测试结果如表1所示。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 应变硬化指数 | 塑性应变比 | 断后伸长率/% |
|---|---|---|---|---|---|
| 实测值1 | 266 | 361 | 0.18 | 1.35 | 33.0 |
| 实测值2 | 261 | 360 | 0.18 | 1.40 | 33.5 |
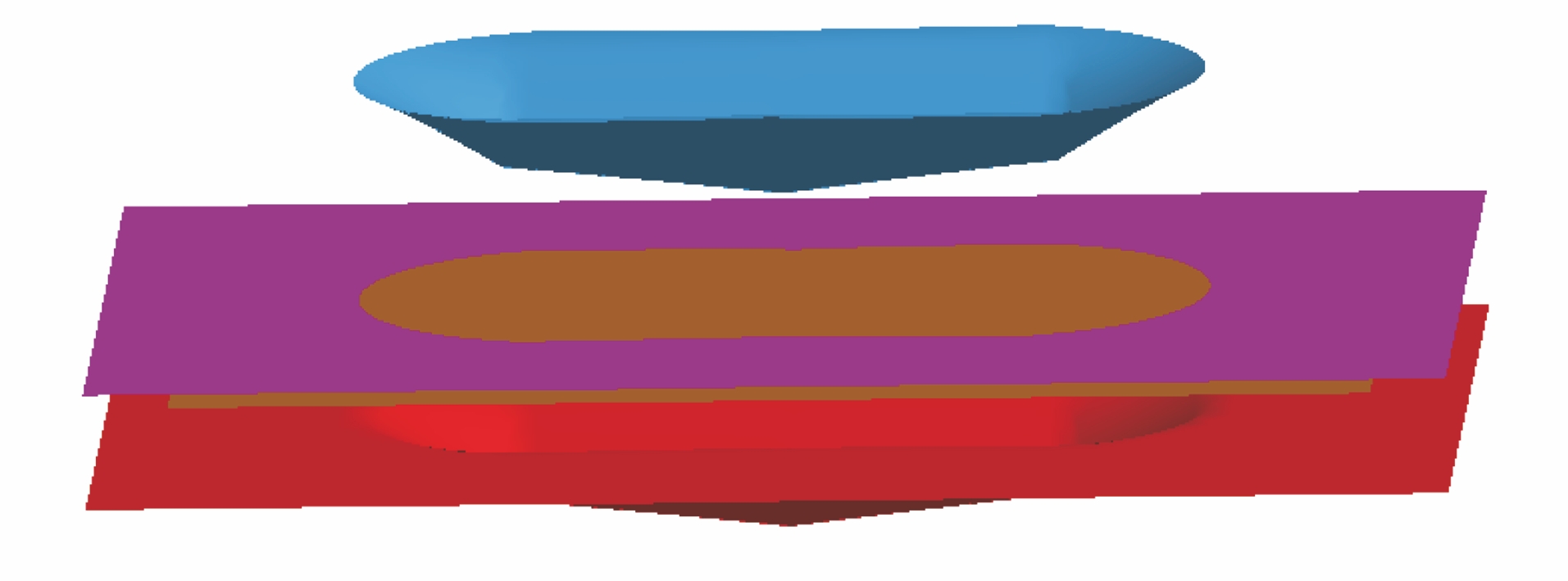
随着白色家电行业内部的激烈竞争,该家电厂要求将热镀锌板减薄10%,即要求材料的厚度为0.27 mm。在成形要求不变的前提下,材料减薄后易发生冲压开裂现象。按0.3 mm厚正常料的成分和工艺增加轧制变形环节,生产0.27 mm厚减薄料,经家电厂试冲压验证,热镀锌板在凸包处发生开裂现象,开裂位置为靠近凸包顶端的直壁段(见图2),该处为传力区,因此在冲压过程中将承受较大的拉应力。
采用有限元仿真分析方法分析热镀锌板减薄对
材料性能的影响。该热镀锌板的有限元仿真模型如图3所示,采用各向异性材料模型,网格类型为壳单元,板料网格尺寸为2 mm。
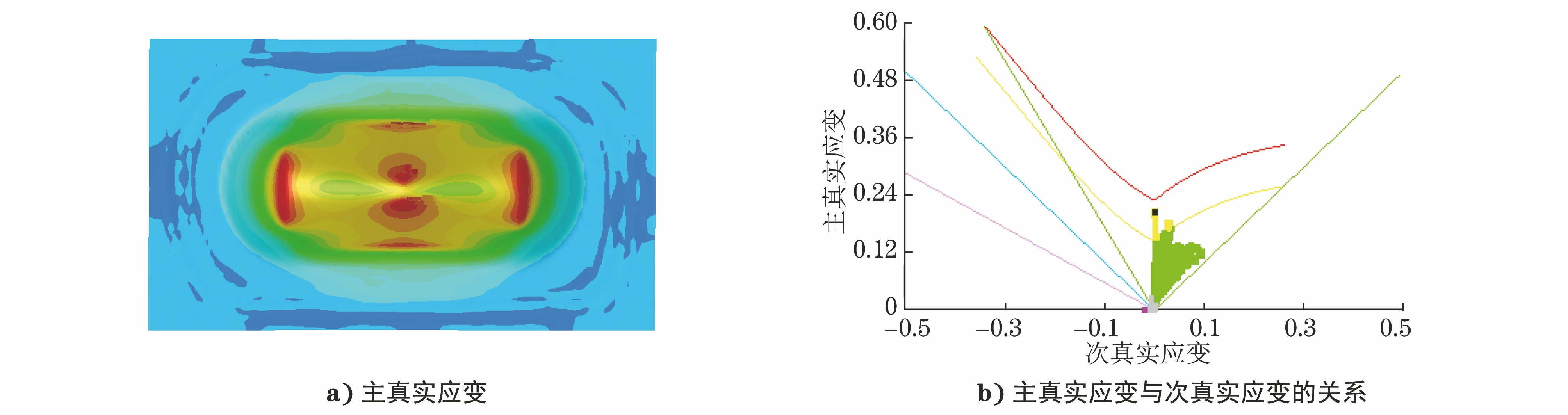
将表1中0.3 mm厚热镀锌板的力学性能代入有限元仿真模型进行计算,可以得到冲压后材料的成形极限应变为0.204。采用GB/T 24171.2—2009 《金属材料 薄板和薄带 成形极限曲线的测定 第2部分:实验室成形极限曲线的测定》,利用成形试验机进行成形极限测定和理论计算,结果如图4所示,材料的成形极限分别为0.24和0.23,处于材料成形极限的安全范围内,可以满足零件冲压成形的要求。
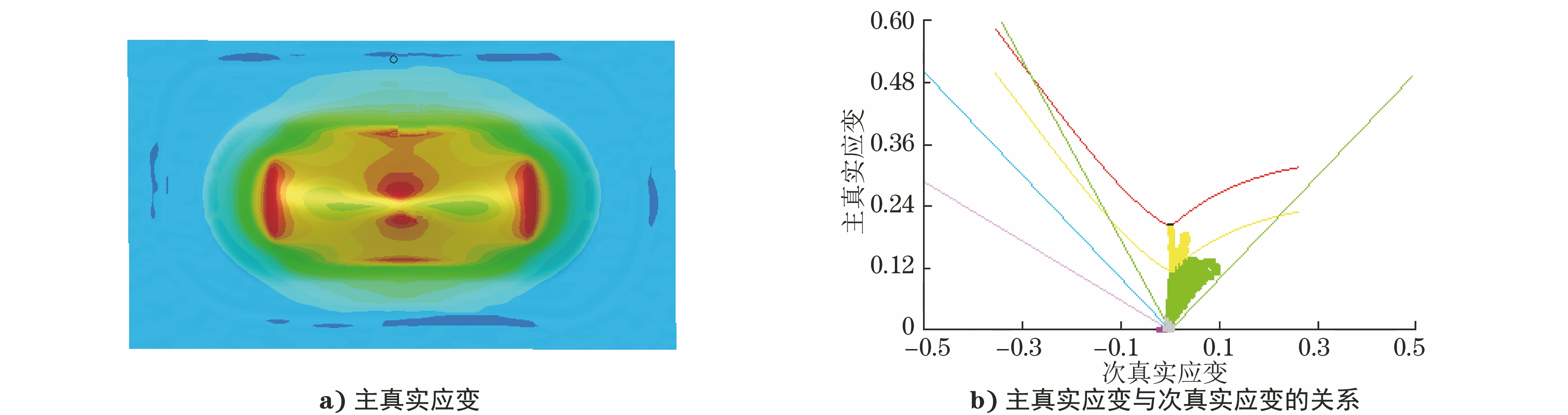
将表1中力学性能数据和厚度0.27 mm代入有限元分析模型进行计算,结果如图5所示。由图5可知:材料的成形极限为0.20,减薄后材料的极限应变为0.209,超出材料能够承受的成形极限。说明在材料性能和冲压工艺不变的条件下,直接减薄热镀锌板无法满足该零件冲压成形的要求。
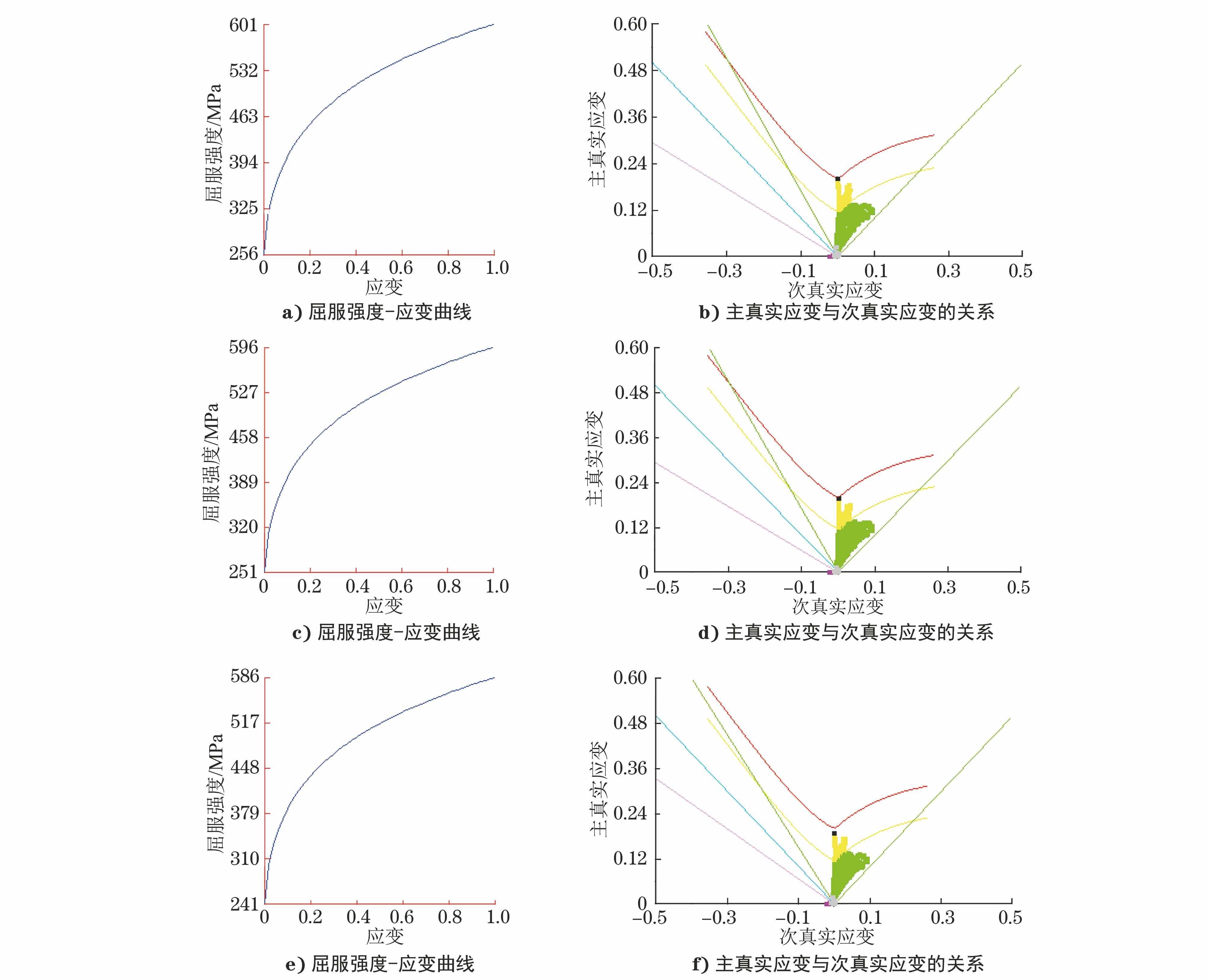
对于拉延类零件,屈服强度越小,材料越容易发生塑性变形,且材料的冷压延成形性安全裕度明显降低。在冲压工艺不变、加工硬化指数不变的前提下,计算不同屈服强度下0.27 mm厚热镀锌板的成形极限,结果如图6所示,可知当屈服强度小于256 MPa时,材料可以满足该零件冲压成形的要求。
钢中碳元素的含量越高,锌和铁的反应就越强烈,铁的损失量就越大,且生成的合金镀层也越厚,使得镀层脆性变好、塑性变差、结合力变小。钢中碳元素含量过高也会影响镀层的表面质量,出现漏铁、锌瘤等缺陷。因此需要尽可能降低碳元素的含量。
硼元素具有优化组织的作用,硼元素含量偏低,其优化组织的作用不明显;硼元素含量偏高会增加成本。
退火工艺是冷轧过程中的关键工序,冷轧后的板材内部晶粒会产生严重变形,从而造成金属表面出现加工硬化现象,内部产生残余应力。对冷轧卷进行退火处理可使金属内部组织变成更加细小的等轴晶粒,从而消除金属表面的形变硬化,并降低钢的强度和硬度,恢复金属或合金的塑性变形能力,同时可以消除金属在轧制过程中产生的应力,以及因冷轧工艺产生的表面加工硬化和内部残余应力,改善冷轧板的力学性能,以满足对冷轧板进行深加工的质量要求。退火温度偏低,材料没有完全再结晶,退火工艺参数偏大,会造成晶粒异常粗大,两种情况均会使材料的塑性变差,出现冲压开裂现象。
0.27 mm厚热镀锌板的化学成分设计方案如表2所示。热轧工艺为:出炉温度为1 180~1 220 ℃,终轧温度为870~900 ℃,层流冷却方式,后段冷却的卷取温度为680~720 ℃,热卷厚度为2.6 mm;酸轧轧制厚度为0.256 mm,热镀后成品厚度为0.27 mm。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | N | B | |
| 最小值 | 0.010 | 0 | 0.10 | 0 | 0 | 0.030 | 0 | 0.001 5 |
| 实际值 | 0.018 | 0 | 0.15 | 0 | 0 | 0.040 | 0 | 0.002 0 |
| 最大值 | 0.030 | 0.03 | 0.20 | 0.015 | 0.012 | 0.055 | 0.003 5 | 0.002 5 |
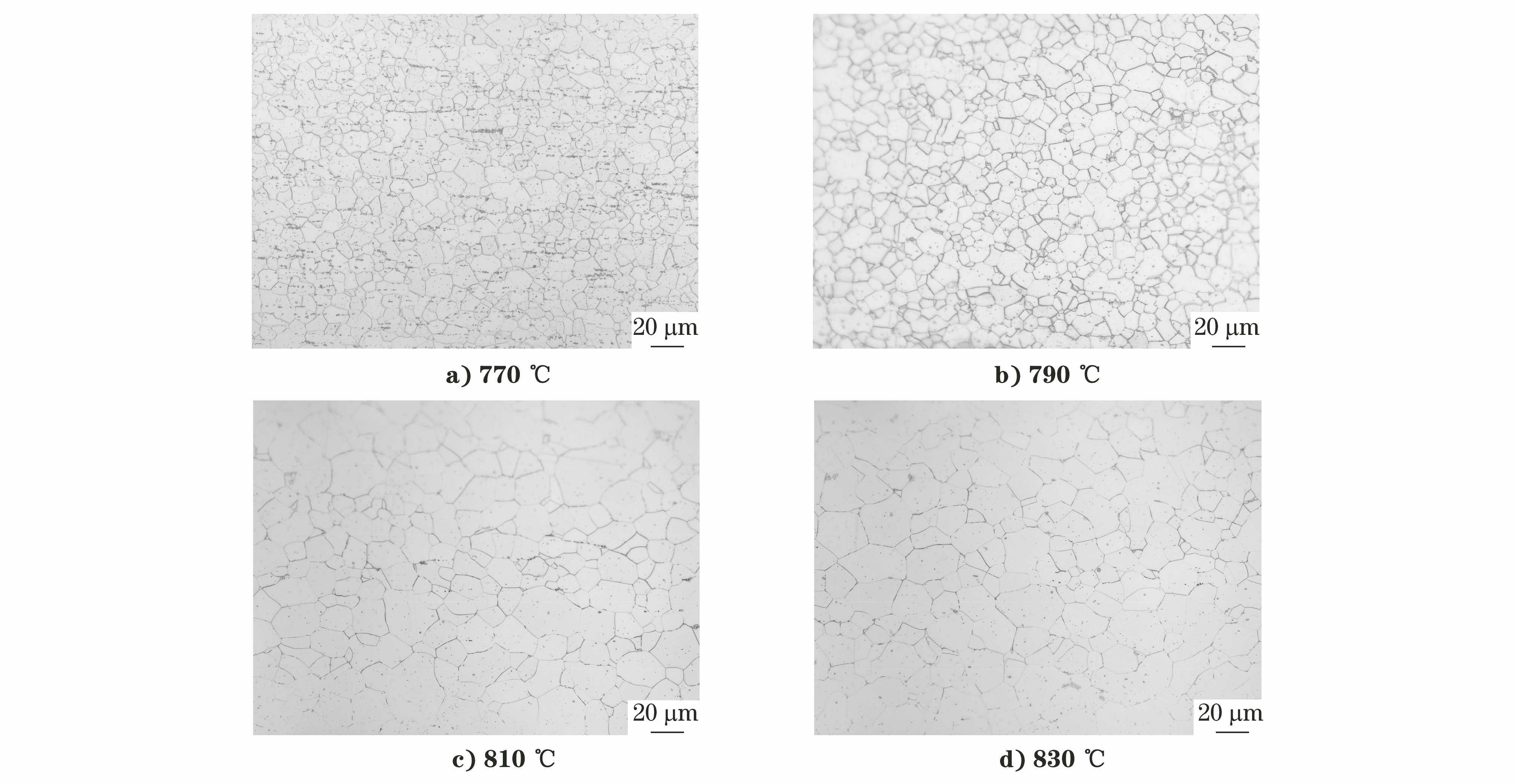
对优化后的0.27 mm厚热镀锌板分别进行770,790,810,830 ℃退火模拟试验,然后对试样进行力学性能测试和金相检验,结果分别如表3和图7所示。由表3和图7可知:当退火温度为810 ℃时,试样的组织为铁素体+游离渗碳体,晶粒度级别为8.0级,无渗碳体聚集现象,且屈服强度为224 MPa,满足该零件冲压成形的要求。
| 退火温度/℃ | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率% |
|---|---|---|---|
| 770 | 275 | 401 | 26.8 |
| 790 | 258 | 379 | 29.2 |
| 810 | 224 | 351 | 31.2 |
| 830 | 221 | 348 | 32.1 |
开展人工时效性能与自然时效性能评价,其中人工时效的方法为:把加工好的拉伸试样放在100 ℃的马弗炉里,保温60 min。材料的平均时效指数为42 MPa,工艺优化前材料的平均时效指数为60 MPa。
自然时效方法为每周进行一次室温拉伸试验,并记录材料力学性能的变化情况,统计周期为2个月。经自然时效后材料的力学性能测试结果如图8所示,可知时效后材料的屈服强度小于260 MPa,断后伸长率大于24%,说明材料自然时效后仍具有良好的冲压成形性能。
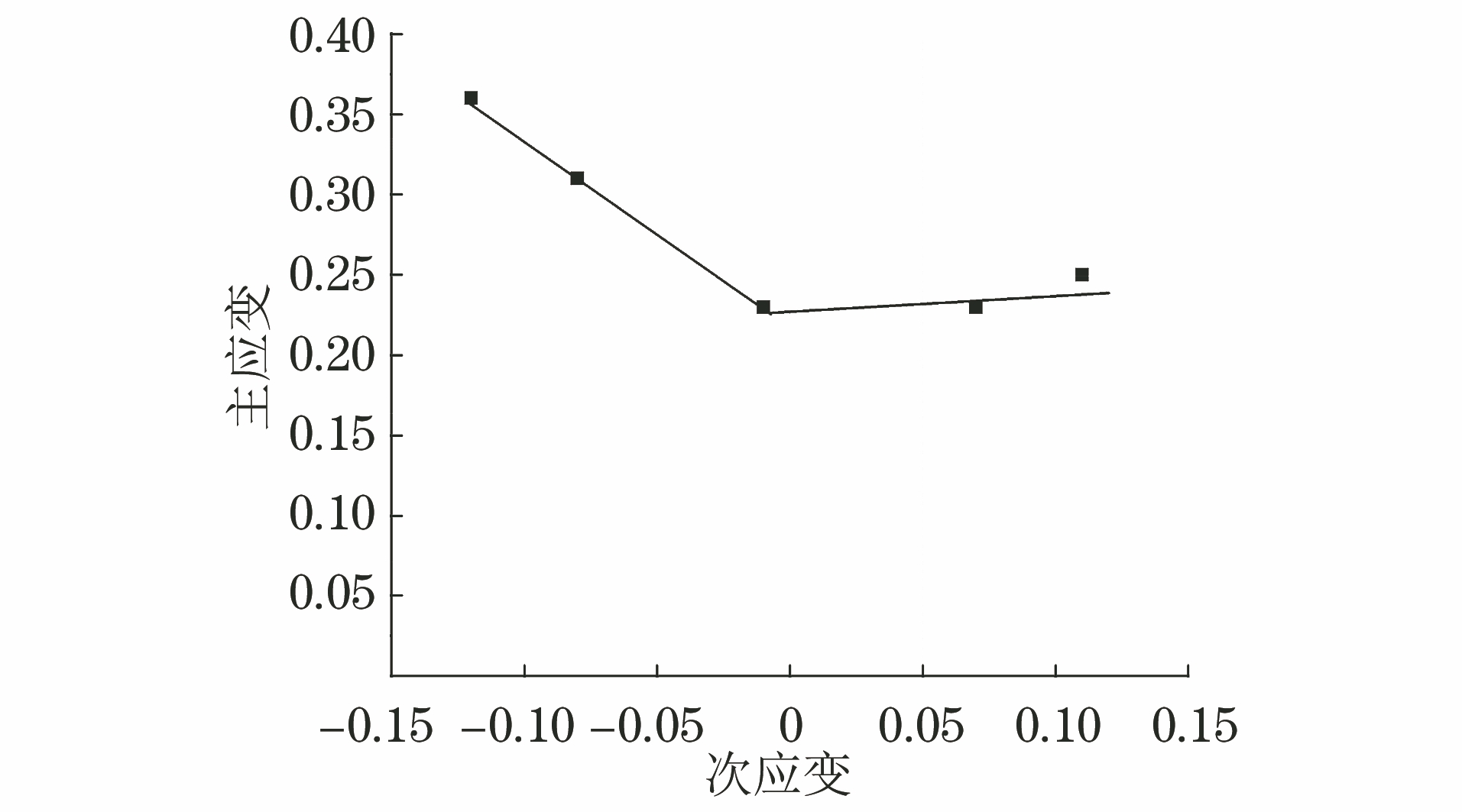
在优化后0.27 mm厚热镀锌板上取样,根据GB/T 24171.2—2009将试样加工成长度为196 mm,宽度分别为20,40,60,80,90,100,120,140,160,180 mm的试样,对试样进行成形极限试验,结果如图9所示,优化后0.27 mm厚热镀锌板的极限应变为0.23,能够满足零件冲压成形的要求(0.209)。
(1) 将热镀锌板的厚度由0.3 mm减薄至0.27 mm,在材料不变、冲压工艺不变的前提下,热镀锌板的成形极限由0.23降低至0.20,冲压极限应变由0.204上升至0.209,直接减薄无法满足该零件冲压成形的要求,造成零件冲压开裂。在保持加工硬化指数不变或增大的情况下,材料的屈服强度低于255 MPa,可以满足该零件的冲压成形要求。
(2) 采用增加镀锌板中碳元素含量、减小镀锌板硼元素含量、提高退火温度等方法,可以减小材料的屈服强度,提高材料的时效性能和冲压成形性能,改进后材料成形极限满足零件的冲压成形要求。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号