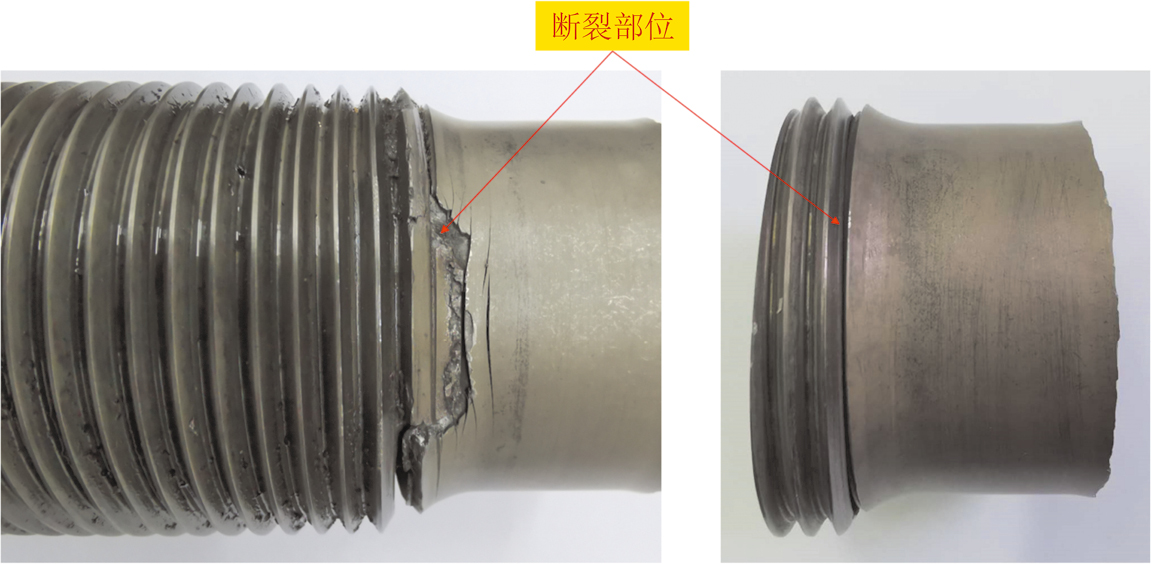
图 1 断裂活塞杆宏观形貌

作为一种将氢气增压送入石油炼化反应系统的通用型流体机械装置,新氢压缩机在石化工业领域应用广泛[1-2]。新氢压缩机在炼化装置服役过程中具有进出口压差较大、流量较小的特点,且一般以往复式压缩机为主。随着石油产业的快速发展,新氢压缩机的需求量迅速增大。大型新氢往复式压缩机组是石化企业气体增压并输送工艺介质的石化过程装置,其可靠性和安全性是设备平稳运行的关键[3-5]。压缩机的主要故障模式包括柱塞/活塞杆断裂、曲轴断裂、气缸开裂/磨损、十字头失效/轴瓦磨损、填料密封失效、螺栓断裂/松动、气阀失效等。压缩机出现故障会使整套设备停机,给企业带来经济损失,重则造成生产安全事故[6-12]。其中,活塞杆断裂占压缩机失效故障模式的比例高达18%[13]。活塞杆疲劳断裂位置一般都是螺纹连接部位,也就是说断裂的原因是活塞杆产生裂纹后,裂纹疲劳扩展导致活塞杆断裂。因此,活塞杆的失效原因主要为疲劳裂纹以及疲劳裂纹的扩展。活塞杆失效的原因有很多,包括高周循环应力断裂、热处理工艺不当导致疲劳裂纹以及设计不合理造成应力集中。
某石化企业加氢裂化装置新氢压缩机一级活塞杆发生断裂事故,机组紧急停机处理,避免了机组二次破坏和氢气泄漏爆炸事故。笔者采用宏观观察、化学成分分析、力学性能测试、金相检验、扫描电镜(SEM)及能谱分析等方法对活塞杆的断裂原因进行分析,以防止该类事故再次发生。
断裂活塞杆宏观形貌如图1所示。由图1可知:活塞杆已完全断裂,断裂位置为活塞杆十字头端,裂口位于活塞杆螺纹末端收纹和过渡处。此前该压缩机一级活塞端盖和隔环曾发生开裂现象,并且导致压缩机一级气缸或中体下沉,气缸与中体同轴度偏离。
该压缩机工作环境含有氢气和烃类物质,一、二、三级气缸的吸气压力分别为 1.22,3.2,8.0 MPa,排气压力分别为3.3,8.18,19.68 MPa,吸气、排气温度分别为40,150 ℃,压缩机功率为 3 573 kW,转速为300 r/min。活塞杆与十字头通过螺纹连接,断裂活塞杆直径为120 mm,材料为38CrMoAl钢。
从断口宏观形貌看,断口没有受到冲击变形,保持了原始断裂形貌。清洗前断口表面覆盖较薄的氧化物和腐蚀产物,用煤油浸泡后再用丙酮和乙醇溶液清洗,可去除表面垢物,说明断口表面垢物形成时间不长。清洗后活塞杆断口宏观形貌如图2所示。由图2可知:断口总体平整光滑,没有明显的塑性变形和剪切唇;断裂起源于活塞杆外表面的周向裂纹,裂纹源附近还有多条与其平行的周向裂纹;裂纹源区域已被碾压至光滑发亮,且断口存在明显的以裂纹源为原点的放射状条纹;裂纹扩展区分为两个断裂面,裂纹首先沿45°扩展,然后沿垂直于活塞杆轴线的平面扩展,最后在瞬断区断裂,瞬断面积较小。
根据断口平整光滑、塑性变形和剪切唇不明显、瞬断区面积较小等特征,结合活塞杆承受交变载荷的作用,判断活塞杆的断裂性质为疲劳断裂,且活塞杆承受的应力不是很大,裂纹在相对较长的时间内以比较缓慢的速率扩展,裂纹从萌生到最终断裂,经历了较长的时间。因此推测,该活塞杆投入使用不久,其外表面就产生了疲劳裂纹。
在断裂活塞杆上截取试样,用直读光谱仪对试样进行化学成分分析,结果如表1所示。由表1可知:活塞杆的化学成分符合技术要求。
| 试样 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Al | |
| 实测值 | 0.407 | 0.347 | 0.502 | 0.034 0 | 0.018 7 | 1.39 | 0.335 | 0.156 | 1.05 |
| 技术要求 | 0.35~0.42 | 0.20~0.45 | 0.30~0.60 | ≤0.035 | ≤0.035 | 1.35~1.65 | ≤0.30 | 0.15~0.25 | 0.7~1.1 |
对断裂活塞杆取样,对试样进行常温拉伸试验、冲击试验和硬度测试,结果如表2~4所示。
| 项目 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 实测值 | 786.10 | 975 | 16.34 |
| GB/T 3077—2015标准值 | 835.00 | 980 | 14.00 |
| GB/T 1220—2007标准值 | 540.00 | 735 | 12.00 |
| JIS G 4303:2012标准值 | 540.00 | 740 | 12.00 |
| 项目 | 冲击吸收能量 | 冲击吸收能量平均值 |
|---|---|---|
| 实测值 | 32,32,30 | 31 |
| GB/T 3077—2015标准值 | 71 | |
| GB/T 1220—2007标准值 | 24 | |
| JIS G 4303:2012标准值 | 29 | |
| 项目 | 硬度 | ||||
|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | |
| 实测值 | 267 | 275 | 277 | 268 | 273 |
| GB/T 3077—2015标准值 | ≤229 | ||||
| GB/T 1220—2007标准值 | 217 | ||||
| JIS G 4303:2012标准值 | 217 | ||||
由表2可知:断裂活塞杆的屈服强度、抗拉强度均略低于GB/T 3077—2015《合金结构钢》对38CrMoAl钢的要求,但高于原设计材料JIS G 4303:2012《不锈钢棒》对SUS420J2钢的要求和GB/T 1220—2007《不锈钢棒》对3Cr13钢的要求,说明该活塞杆材料的强度虽然略低于标准要求,但不是导致活塞杆快速断裂的主要原因;断后伸长率符合标准要求。
由表3可知:断裂活塞杆的常温冲击吸收能量平均值为31 J,低于GB/T 3077—2015对38CrMoAl钢的要求,但略高于JIS G 4303:2012对原设计材料SUS 420J2钢的要求和GB/T 1220—2007对3Cr13钢的要求,说明该活塞杆材料的冲击吸收能量虽然低于标准要求,但不是导致活塞杆快速断裂的主要原因。
由表4可知:断裂活塞杆的硬度约为270 HB,高于GB/T 3077—2015对38CrMoAl钢的要求,较高的硬度会增大材料疲劳开裂的敏感性。
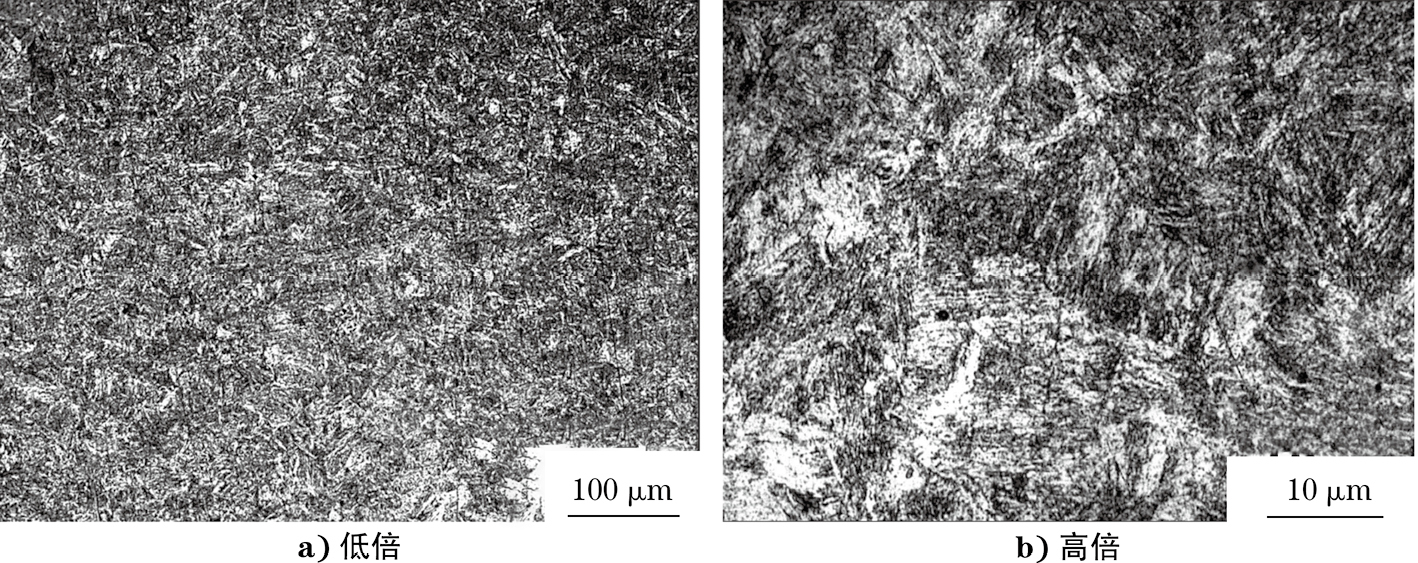
在断裂活塞杆横截面取样,将试样置于光学显微镜下观察,结果如图3所示。由图3可知:活塞杆材料的显微组织为具有马氏体位向的回火索氏体,但局部存在块状铁素体和渗碳体,这可能是导致冲击吸收能量低于标准值的原因。
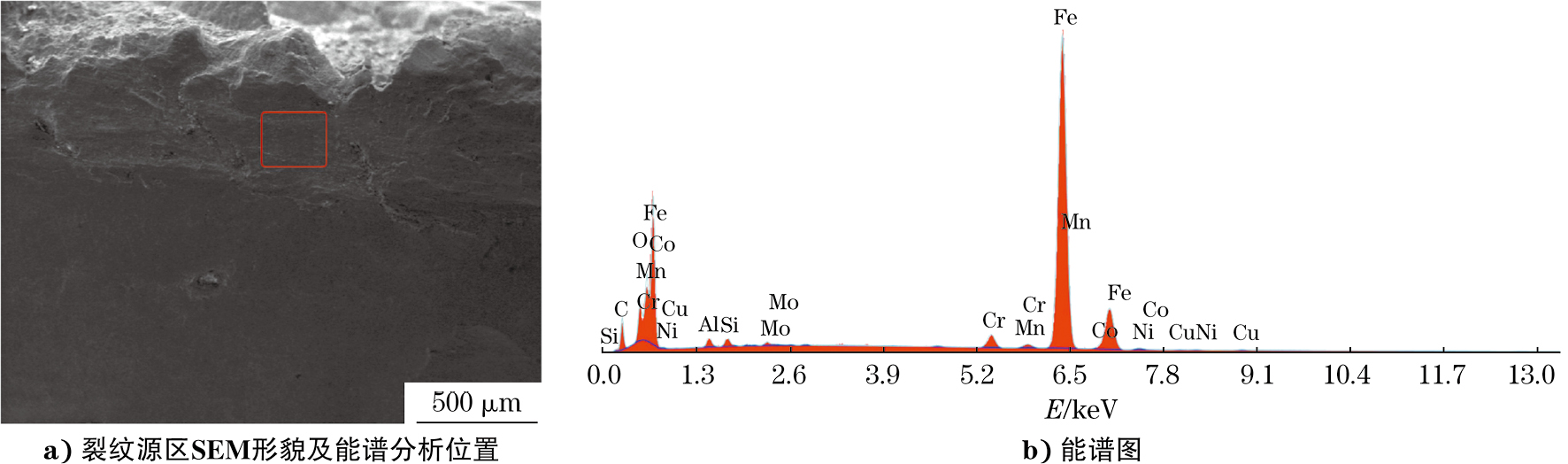
在裂纹源区截取试样,将试样置于扫描电子显微镜下观察,并对其进行能谱分析,结果如图4所示。由图4可知:裂纹起源于活塞杆外表面,该区域断口已被反复碾压为平整光滑的断面;裂纹源区的主要成分为金属和金属氧化物,无其他腐蚀产物及夹杂物。
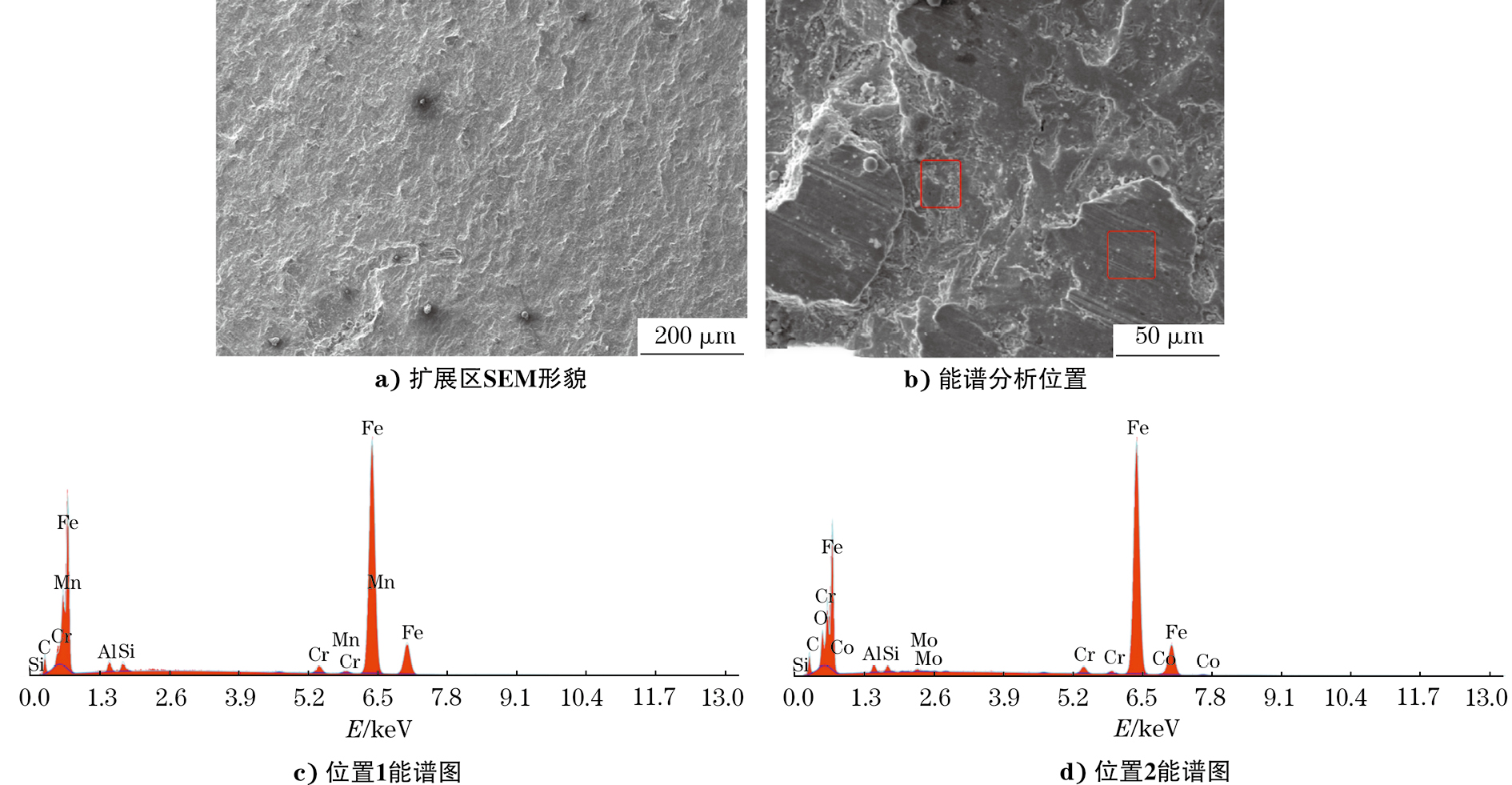
在裂纹扩展区截取试样,将试样置于扫描电子显微镜下观察,并对其进行能谱分析,结果如图5所示。由图5可知:裂纹扩展区呈解理断裂形貌特征,可观察到二次裂纹和碾压特征;裂纹扩展区的主要成分为金属和金属氧化物,无其他腐蚀产物及夹杂物。
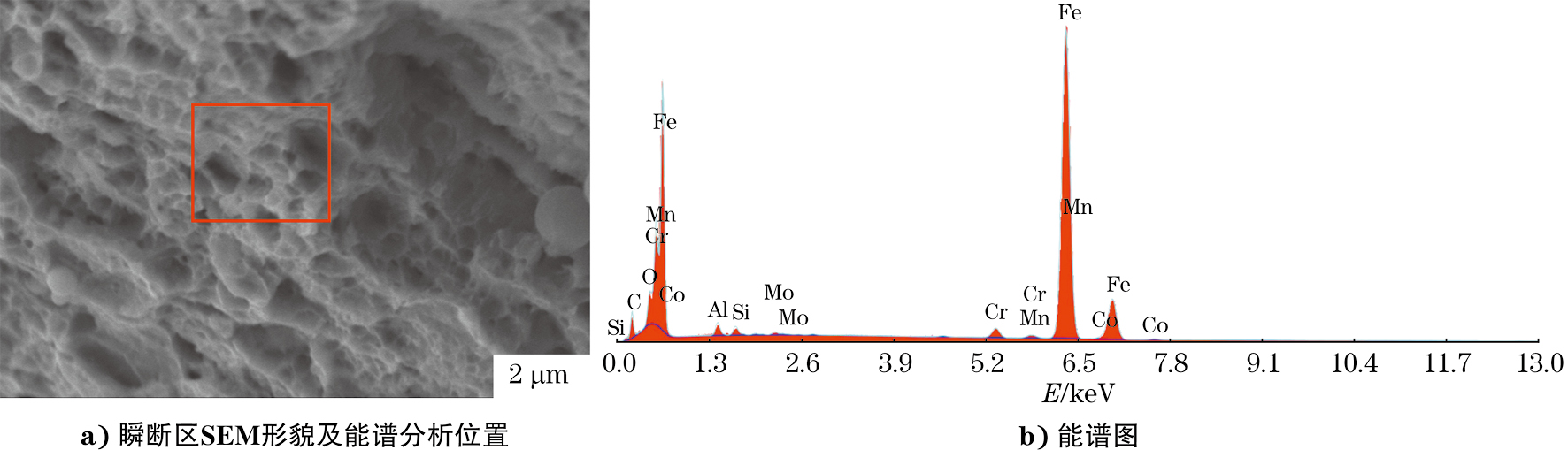
图6为断裂活塞杆裂纹瞬断区SEM形貌与能谱分析结果。由图6可知:瞬断区呈准解理和撕裂形貌;断口上主要成分也为金属和金属氧化物,无其他腐蚀产物。
断裂起源于活塞杆外表面的周向裂纹,裂纹自裂纹源启裂后,首先沿45°扩展,然后沿垂直于活塞杆轴线的平面扩展,最后在瞬断区断裂,瞬断区面积较小。从断口为陈旧性断口、断口表面平整光滑、断口上没有明显的塑性变形和剪切唇、瞬断区面积较小等特征,结合活塞杆承受交变载荷作用,判断活塞杆的断裂性质为疲劳断裂,且活塞杆承受的应力不是很大,裂纹在相对较长的时间内以比较缓慢的速率扩展,直到最终断裂,经历了较长的时间。因此推测,该活塞杆投入使用不久,外表面就产生了疲劳裂纹。
断裂活塞杆的屈服强度、抗拉强度略低于GB/T 3077—2015对38CrMoAl钢的要求;断裂活塞杆的常温冲击吸收能量的平均值为31 J,低于GB/T 3077—2015对38CrMoAl钢的要求;而断后伸长率符合标准要求。断裂活塞杆材料的强度和冲击性能偏低,虽然会影响活塞杆的疲劳寿命,但不是导致活塞杆快速断裂的主要原因。
断裂活塞杆材料的硬度约为270 HB,高于标准要求,较高的硬度会增大材料疲劳开裂的敏感性。
裂纹起源于活塞杆外表面,在较大的弯曲应力作用下,裂纹呈撕裂状快速扩展,断口呈准解理和撕裂形貌;当裂纹扩展后,弯曲应力消除,断口呈明显低应力高周疲劳断口特征形貌,进一步说明了该活塞杆断裂性质为疲劳断裂。上述裂纹的扩展特征是与活塞杆的受力状态变化相关的,该压缩机一级气缸或中体已下沉,气缸与中体同轴度偏离。在活塞杆的更换过程中,没有对气缸或中体下沉状态进行调整,说明断裂活塞杆是在气缸与中体同轴度偏离的状态下运行的。正是由于气缸与中体同轴度偏离,活塞工作时才上下摆动,使活塞杆十字头侧螺纹末端受到较大的循环弯曲应力作用,并首先在活塞杆外表面萌生多条疲劳裂纹,其中一条裂纹沿应力集中较大的末圈螺纹扩展,直至活塞杆断裂。
综合上述分析,认为该活塞杆断裂的主要原因是一级气缸或中体下沉,以及气缸与中体同轴度偏离。
某石化企业加氢裂化装置新氢压缩机一级活塞杆断裂性质属于疲劳断裂,断裂的主要原因是一级气缸或中体下沉,气缸与中体同轴度偏离;次要原因是该活塞杆材料的强度和冲击性能偏低,硬度偏高,缩短了活塞杆的疲劳寿命。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号