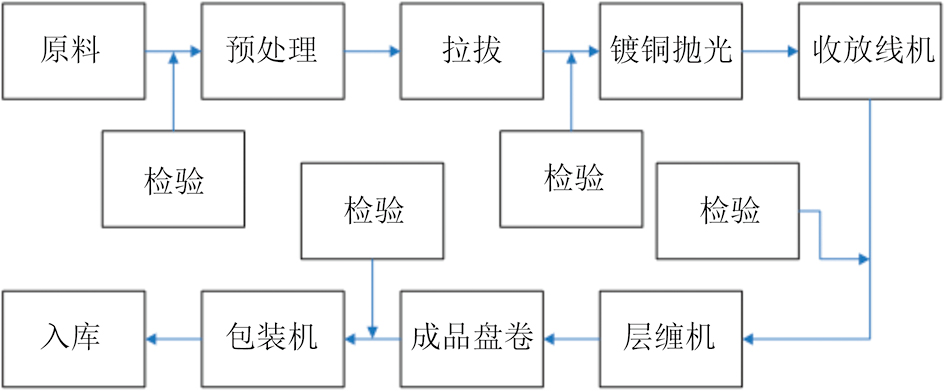
图 1 ER70S-6焊丝的生产工艺过程

气体保护焊丝是最常用的焊丝产品之一,广泛应用于石油化工、车船制造等领域。为了满足工业产品的品质要求,要保证焊丝用盘条原料成分均匀、洁净度好、对夹杂物控制严格,确保其优良的综合性能满足多道次拉拔需求,同时又要求拉丝工艺控制精准,拉拔应力及拉拔速率都满足材料加工需求。其中,ER70S-6焊丝的焊接效果好、质量高[1]。焊丝在拉拔及使用过程中会出现拉拔断丝现象,给下游企业造成较大的经济损失[2]。
某ER70S-6盘条产品的轧制工艺为:采用880 ℃以下预热,110~960 ℃加热,1 100~1 150 ℃均热的步进式加热炉进行加热,出钢温度为980~1 030 ℃,加热时间为90 min。经过高压水除磷,采用85~90 m/s的速率进行轧制,将精轧温度控制为(900±10) ℃,吐丝温度控制为(870±10) ℃,首端辊道速率控制为0.15 m/s。盘条成品直径为5.5 mm。
该ER70S-6焊丝的生产工艺过程如图1所示,在拉拔过程中,焊丝产品发生断裂现象。笔者采用宏观观察、化学成分分析、金相检验、扫描电镜(SEM)分析等方法对ER70S-6拉拔断裂焊丝进行分析,结果可为生产工艺改进提供建议。
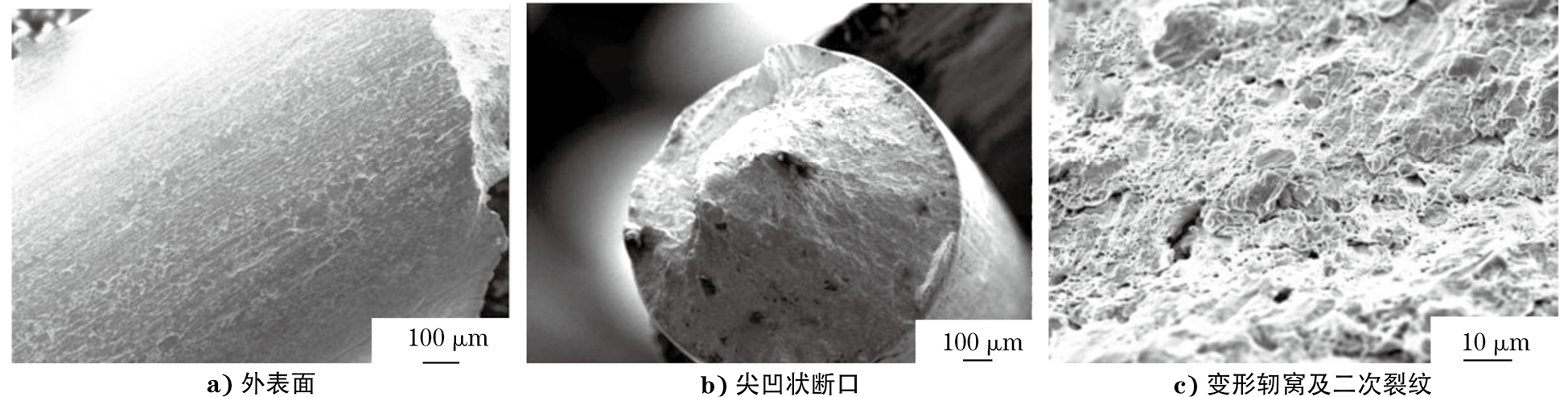
断裂ER70S-6焊丝宏观形貌如图2所示。由图2可知:焊丝表面较为光滑,椭圆度良好,没有裂纹等表面缺陷;焊丝断口呈尖凹状形貌,表面光亮无明显划伤。
采用直读光谱仪对断裂焊丝进行化学成分分析,结果如表1所示。结果表明:该ER70S-6焊丝的化学成分满足ASME SFA-5.18《气体保护焊用碳钢焊丝和填充丝标准》的要求。
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | |
| 实测值 | 0.07 | 0.86 | 1.47 | 0.019 | 0.018 | 0.12 |
| 标准值 | 0.06~0.09 | 0.85~0.95 | 1.45~1.55 | ≤0.022 | ≤0.020 | ≤0.15 |
将盘条试样进行切割、镶嵌、磨抛,制备成金相试样,将试样置于光学显微镜下观察。盘条夹杂物等级如表2所示。由表2可知:盘条试样中未观察到大型超标夹杂物,满足产品需要。
| 硫化物夹杂 | 氧化铝夹杂 | 硅酸盐夹杂 | 球状氧化物夹杂 | 单颗粒球状物 | ||||
|---|---|---|---|---|---|---|---|---|
| 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | |
| 1.5 | — | 0.5 | — | — | — | 0.5 | — | — |
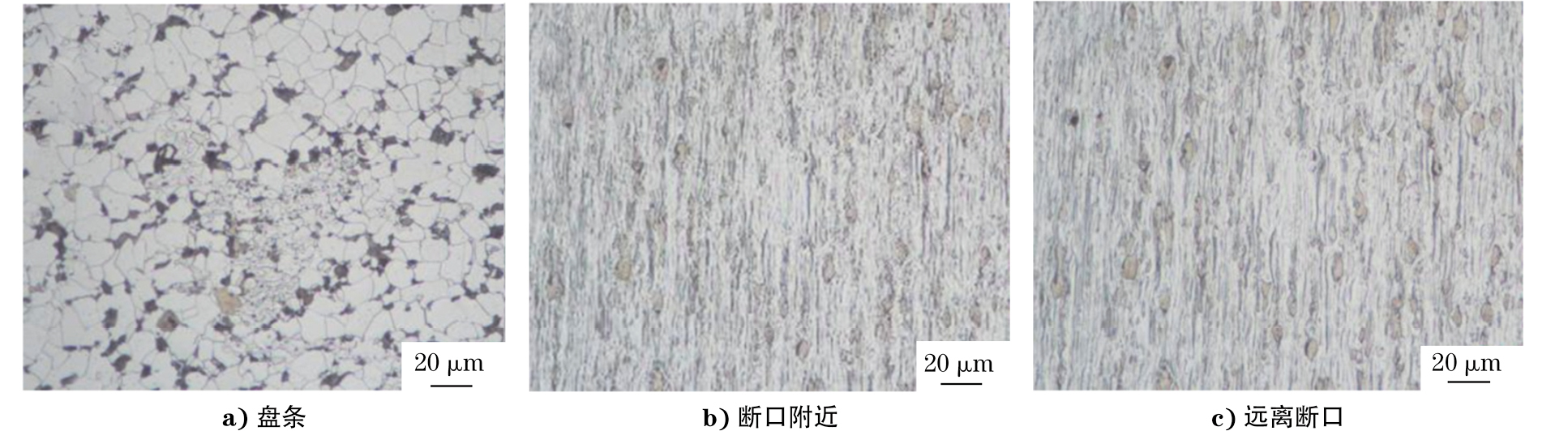
用体积分数为4%的硝酸乙醇溶液腐蚀试样,再将腐蚀后的试样置于光学显微镜下观察,结果如图3所示。由图3可知:试样组织为大致均匀的铁素体+珠光体,心部存在一定程度的偏析;焊丝断口处及远离断口处组织为均匀的变形铁素体+硬相组织,对其进行显微硬度分析,得到平均硬度为390 HV,判断硬相组织为过渡态粒状贝氏体;铁素体流变方向沿焊丝拉拔方向,且绕着过渡态贝氏体周围形成滞留形态;远离断口处组织为贝氏体+铁素体,未发现明显大尺寸夹杂。
将焊丝断口置于无水乙醇溶液中,利用超声清洗仪反复清洗、吹干后,放入扫描电镜中观察,结果如图4所示。由图4可知:焊丝外表面未发现缺陷,断口呈现尖凹状形貌,断口呈变形轫窝状形貌,在断面上分布着明显的二次裂纹。
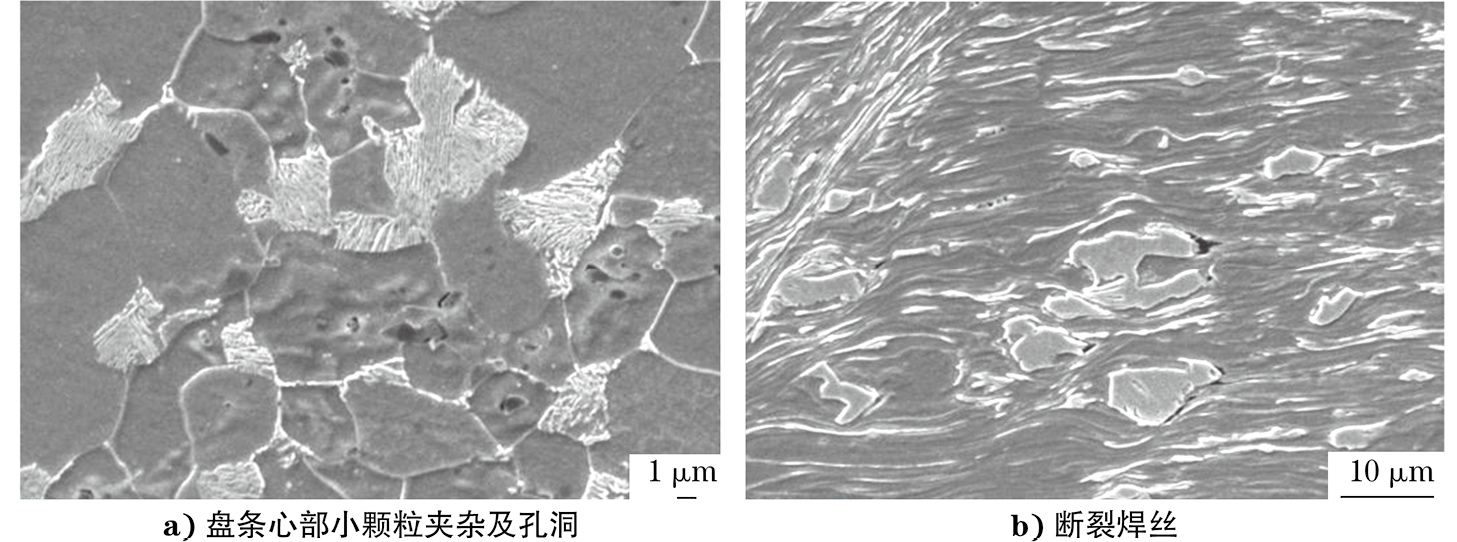
将盘条及焊丝断裂金相试样放在扫描电镜下观察,结果如图5所示。由图5可知:盘条试样心部组织为铁素体+珠光体,同时伴随有小颗粒夹杂物,夹杂物与基体间存在小的孔隙[见图5a)];焊丝组织为变形的铁素体+粒状贝氏体,铁素体在加工过程中绕过贝氏体,沿着拉拔方向变形,与贝氏体之间存在孔洞[见图5b)]。
焊丝的化学成分符合产品技术要求。盘条组织为铁素体+珠光体,心部或接近心部位置存在一定程度的成分偏析,在后续拉拔过程中,心部偏析会遗传到下游产品中。
经过冷拉拔的焊丝组织为铁素体+贝氏体,与其盘条组织存在很大差别,材料只有经过高温处理才会发生组织变化,而冷拉拔焊丝在拉丝前并未经过高温处理,推断焊丝在冷拉过程中存在材料升温现象。
在拉拔力的作用下,盘条从拉丝模具孔中拉出,在模具应力的作用下,金属与母孔发生塑性变形,原来大尺寸直径的盘条原料在应力的作用下发生塑性变形,形成小断面金属丝。在拉拔过程中,必须控制好截面拉拔力的阈值,阈值既要大于孔内待变形金属的变形抗力,使其完成塑性变形,又要将其控制在小于金属丝的屈服极限范围内,以防止金属丝在连续变形过程中被拉断,影响其稳定性。同时要控制好拉拔速率,并且确保拉拔过程中模具孔型良好,以免在拉拔过程中金属与模具间摩擦力过大。
金属与模具之间发生摩擦时,如果拉速和应力参数调整不当,会由于摩擦力过大,金属在变形过程中,其机械能转换为内能,温度急剧升高,在冷拉拔过程中,材料温度超过奥氏体温度的时候,原始盘条中的组织开始发生变化。原始盘条中的组织开始向奥氏体转变,铁素体和珠光体的奥氏体转变速率有差异,珠光体转变为奥氏体的速率增大幅度更大,盘条先进行奥氏体过程转变,铁素体还未完全转变时,材料已经降温,由于材料的尺寸很小,降温速率较快,原来的珠光体区域刚刚完成奥氏体化甚至未完全奥氏体化就开始快速降温,材料整体形成铁素体加贝氏体或过渡态贝氏体组织。在后续的继续拉拔变形过程中,铁素体变形度极大,而贝氏体硬度及强度大,铁素体在极大的变形过程中绕过贝氏体,由于二者变形程度存在差异,在铁素体和贝氏体之间形成孔隙,成为断裂起始点[3-4]。
盘条材料本身存在一定程度的偏析,所以在相变过程中,偏析位置的应力较其他位置更明显,缺陷萌生点更多,在拉拔过程中,材料首先发生断裂,而靠近外部位置较心部位置的变形滞后,导致最后断裂面呈尖凹状。
拉拔焊丝的断裂原因为盘条材料本身存在一定程度偏析,在焊丝拉拔过程中,材料与孔径之间的摩擦力和拉拔速率等参数与材料本身的形变需求不匹配,导致摩擦力过大而内能急剧升高,材料内部组织发生变化;材料在变形过程中发生加工硬化,整体硬度增大,而心部为最薄弱位置,首先产生更多的断裂源萌生点,在后续拉拔过程中,心部首先发生断裂,最终导致焊丝断裂。
可以采用优化连铸工艺及对原材料进行高温预处理等方法,缓解材料的心部偏析;建议调整和控制拉丝过程中的工艺参数,将加工应力和拉拔速率调整在阈值范围内,确保材料塑性变形过程中不被过度拉细、拉断,且材料不会由于过度摩擦而产生相变,以防焊丝在拉拔过程中断裂。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号