Table 1. 不同测试方法下的氧化层厚度测试结果
| 测试方法 | 厚度实测值 | |||||
|---|---|---|---|---|---|---|
| 第1组 | 第2组 | 第3组 | 第4组 | 第5组 | 第6组 | |
| 涡流测厚仪 | 5.2 | 10.6 | 14.6 | 20.4 | 25.9 | 30.8 |
| 金相检验 | 5.1 | 9.9 | 15.2 | 21.1 | 24.7 | 29.6 |

高压开关设备(GIS)在电力系统中发挥着重要的作用。在开闭过程中,GIS核心组件灭弧室内压气缸与压气活塞间因开闭过程产生摩擦,若压气缸内部硬度较小,会产生异物,继而引发放电事故。因此要求压气缸内部具有较大的硬度、优异的耐磨性及耐腐蚀性。压气缸的材料为6061-T6铝合金,对压气缸内部进行阳极氧化处理,可以增大其硬度,改善其耐磨性和耐腐蚀性[1-5]。
压气缸与压气活塞之间精密配合,对尺寸要求严格。压气缸内阳极氧化层的厚度过厚,会影响压气缸与压气活塞的顺利装配,以及压气缸的正常运行;压气缸内阳极氧化层的厚度过薄,则无法有效增大压气缸内部的硬度,导致压气缸磨损产生异物。压气缸入厂测试时,需要测试其阳极氧化层的外观、厚度、硬度、耐磨性、耐腐蚀性,以及其是否已封闭。测试方法有多种,不同测试方法的复杂性、耗费时间不同。采用无损涡流测厚仪测试氧化层厚度的方法操作简单、耗时短、效率高,但准确性不高。采用金相检验法测试氧化层厚度的方法准确性高,但需要从产品上切割试样,过程繁琐、成本高、花费时间长。另外,需要专用测试设备对氧化层的耐磨性、耐腐蚀性进行测试,测试方法较为复杂、耗时长。以上因素导致压气缸入厂测试时间长,影响高压开关设备的装配进度。
基于以上,笔者开展了GIS用压气缸内部阳极氧化层性能研究,对阳极氧化层的厚度、硬度、耐磨性及耐腐蚀性之间的关系进行研究,确定压气缸内合适的阳极氧化厚度,并对不同测试方法的测试结果进行对比,建立了表面阳极氧化零部件入厂测试的快速评价方法及标准,研究结果可提升装配效率及质量。
选择6061-T6铝合金材料制备试样,试样的直径为50 mm、厚度为20 mm,试样数量为12块,每2块为1组,共6组,采用相同阳极氧化工艺对试样进行处理。阳极氧化工艺流程为:脱脂、除油→高压水洗→酸洗→高压水洗→阳极氧化(体积分数为20%的硫酸溶液,温度为-2~0 ℃)→高压水洗→封闭(体积分数为10%的醋酸镍溶液,温度为90 ℃,15 min)→干燥。
控制电镀时间,以得到不同厚度阳极氧化层的试样[6-7],试样氧化层厚度分别为(5±1),(10±1),(15±1),(20±1),(25±1),(30±1) μm。
观察阳极氧化后试样的宏观形貌,应确保试样不存在颜色不均匀、划伤、斑点、烧伤、起泡等缺陷。
在6组试样中,每组各取1块试样,在不破坏试样的情况下,分别使用涡流测厚仪、维氏硬度计对试样的厚度、表面硬度进行测试。使用切割机将试样切成小块,取小块试样放入专用金相试样制作模具中,倒入环氧树脂,固化后得到金相试样,使用抛光机对金相试样进行抛光、打磨,分别采用光学显微镜、维氏硬度计对金相试样的厚度、内部硬度进行测试。同一试样的厚度、硬度均随机取3个点进行测试,取平均值作为最终结果。
依据GB/T 12967.7—2020 《铝及铝合金阳极氧化膜检测方法 第7部分:用落砂试验仪测定阳级氧化膜的耐磨性》、GB/T 10125—2021 《人造气氛腐蚀试验 盐雾试验》,取6组中每组剩余试样,对试样进行耐磨性、耐腐蚀性测试,首先采用落砂试验仪对各试样正面进行耐磨性试验,再采用盐雾试验箱对试样反面进行中性盐雾试验。
取厚度为(10±1) μm的试样,首先不进行封闭处理,使用维氏硬度计测试试样表面硬度,分析封闭快速测试方法后再进行封闭处理,之后将试样在10%(体积分数)醋酸镍溶液90 ℃下封闭15 min,冷却后再次测试氧化层的表面硬度和厚度。
不同测试方法下的氧化层厚度测试结果如表1所示。由表1可知:采用涡流测厚仪和金相检验得到的各组试样氧化层厚度无较大的差异;第5组和第6组试样的厚度差最大,差值均为1.2 μm;第1组试样的厚度差最小,差值为0.1 μm。两种测试方法得到的结果表现出良好的一致性,但金相检验需要分解本体制作金相试样,过程复杂、耗费时间长,采用涡流测厚仪测试厚度操作简单、结果准确、耗时短,因此,该方法适用于入厂测试时对阳极氧化层厚度的测试。
| 测试方法 | 厚度实测值 | |||||
|---|---|---|---|---|---|---|
| 第1组 | 第2组 | 第3组 | 第4组 | 第5组 | 第6组 | |
| 涡流测厚仪 | 5.2 | 10.6 | 14.6 | 20.4 | 25.9 | 30.8 |
| 金相检验 | 5.1 | 9.9 | 15.2 | 21.1 | 24.7 | 29.6 |
不同测试方法下的氧化层硬度测试结果如表2所示。由表2可知:各组试样阳极氧化层表面和内部的硬度测试结果均有所不同,各组试样的表面硬度均大于其内部硬度,第3组试样的硬度差最大,差值为11.3 HV;第1组试样的硬度差最小,差值为5.7 HV。阳极氧化层微观形貌为多孔蜂窝状结构[8],经过封闭处理后,阳极氧化表面氧化铝与水反应生成水合氧化铝,导致体积膨胀,从而使表面多数孔隙闭合。相比内部阳极氧化层,表面阳极氧化层因封闭,其致密性增大,提高了氧化层表面的抗变形能力。压气缸工作时,阳极氧化层表面直接承受磨损,其表面的硬度决定了阳极氧化层的耐磨性。因此,采用表面硬度测试方法对阳极氧化层进行测试。
| 测试方法 | 硬度实测值 | |||||
|---|---|---|---|---|---|---|
| 第1组 | 第2组 | 第3组 | 第4组 | 第5组 | 第6组 | |
| 表面硬度测试 | 260.3 | 339.5 | 345.5 | 358.5 | 362.5 | 365.4 |
| 金相检验 | 254.6 | 326.7 | 334.2 | 348.9 | 356.4 | 359.6 |
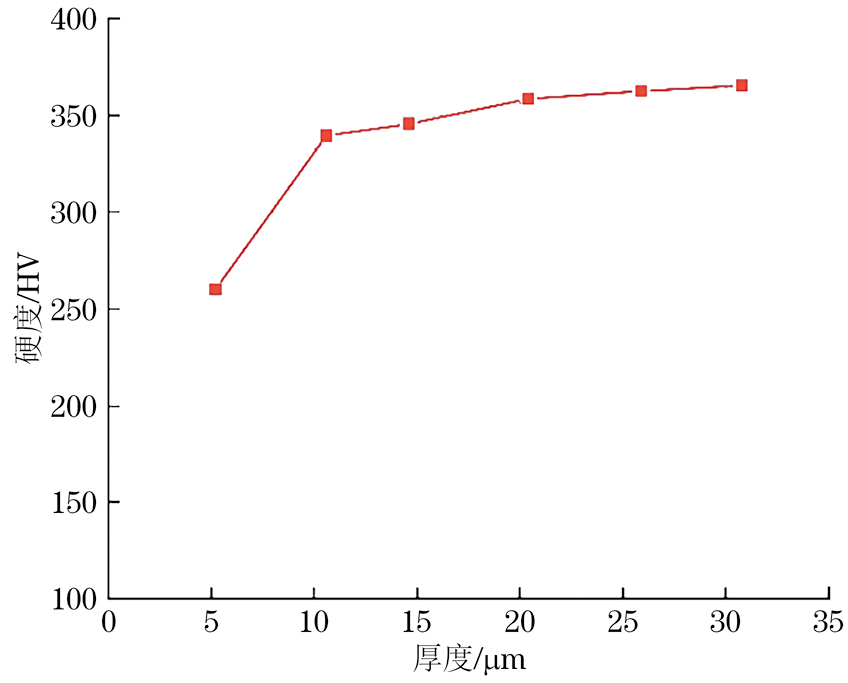
氧化层厚度和氧化层硬度的关系如图1所示。由图1可知:随着阳极氧化层厚度的增大,试样硬度逐渐增大,当试样氧化层厚度为5.2 μm时,试样的氧化层硬度最小,硬度为260.3 HV,当试样氧化层厚度为30.8 μm时,试样的氧化层硬度最大,硬度为365.4 HV。铝基体的平均维氏硬度为114.5 HV,相比铝基体硬度,经阳极氧化处理后,试样的硬度显著增大。当氧化层厚度大于10 μm时,试样氧化层硬度大于339.5 HV,之后随氧化层厚度增大,氧化层硬度增大较为缓慢。主要原因为阳极氧化初期,膜层在无约束力条件下迅速生成,且膜层的生长和溶解共同存在[9-11],导致初期阳极氧化层为疏松多孔结构,当膜层厚度为5 μm时,初期疏松结构导致氧化层的硬度较小;随着阳极氧化反应的稳定,后续生成的膜层逐渐密集,结构更为致密,由此导致随氧化层厚度的增大,氧化层硬度随之增大。
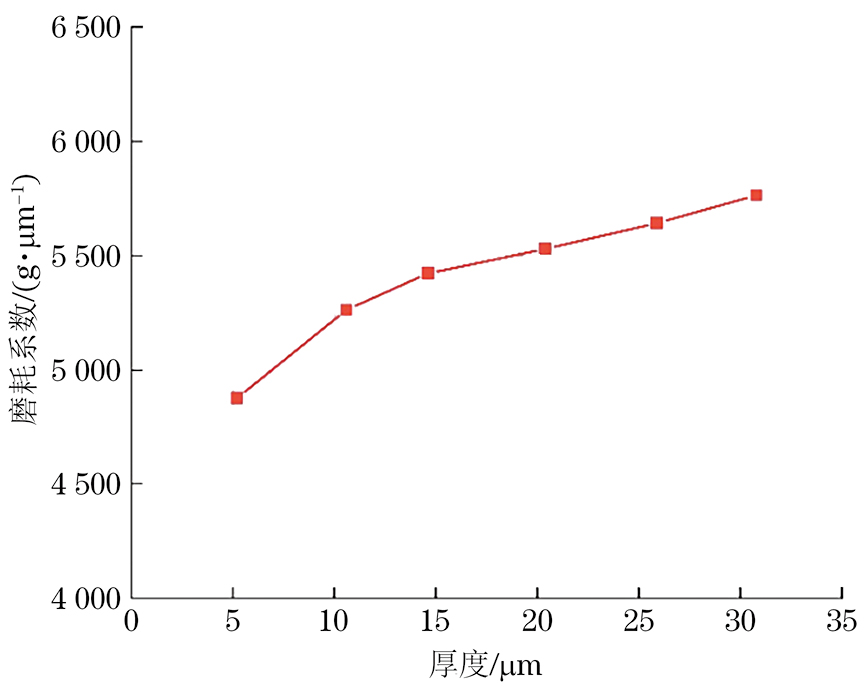
氧化层厚度与氧化层磨耗系数的关系如图2所示。由图2可知:随着阳极氧化层厚度的增大,试样的磨耗系数逐渐增大,即耐磨性逐渐增大。根据GB/T 8013.1—2018《铝及铝合金阳极氧化膜与有机聚合物膜 第1部分:阳极氧化膜》,采用落砂法测试阳极氧化层的耐磨性时,磨耗系数应不小于300 g/μm。采用前面所述的阳极氧化工艺,磨耗系数最小为4 879 g/μm,远高于标准要求,但压气缸零部件应用于高压开关设备核心组件灭弧室内,标准要求严格,禁止开闭过程中因磨损产生异物,因此,需结合硬度、耐磨性及耐腐蚀性等综合考虑,以确定压气缸内部阳极氧化层合适的厚度。
根据标准GB/T 8013.1—2018,对各组试样进行中性盐雾试验,以测试其耐腐蚀性,试验时间为480 h,试验结果如表3所示。由表3可知:阳极氧化层厚度为5.2,10.6 μm时,保护评级和外观评级均为9/-级和-/9 s E级,9/-级表示阳极氧化层表面轻微生锈,生锈面积不超过0.1%,-/9 s E级表示阳极氧化层表面轻度点蚀,但未扩展到基体上;阳极氧化层厚度不小于14.6 μm时,保护评级和外观评级均为10/-级和-/0 vs B级,10/-级表示阳极氧化层表面无缺陷,-/0 vs B级表示阳极氧化层表面很难看到覆盖层腐蚀所至的发暗。因此,当阳极氧化层厚度不小于14.6 μm时,阳极氧化层的耐腐蚀性更为优异。
| 试样组序号 | 厚度/μm | 耐腐蚀性 | |
|---|---|---|---|
| 保护评级/级 | 外观评级/级 | ||
| 1 | 5.2 | 9/- | -/9 s E |
| 2 | 10.6 | 9/- | -/9 s E |
| 3 | 14.6 | 10/- | -/0 vs B |
| 4 | 20.4 | 10/- | -/0 vs B |
| 5 | 25.9 | 10/- | -/0 vs B |
| 6 | 30.8 | 10/- | -/0 vs B |
封闭前后阳极氧化层的微观形貌如图3所示。由图3可知:封闭前,阳极氧化膜的结构疏松多孔,孔隙分布广且孔径大,孔径不一,差异性大;封闭后阳极氧化膜的结构致密,孔隙减少,且孔径小而均匀。
封闭前氧化层平均厚度为10.4 μm,封闭后氧化层平均厚度为10.6 μm,封闭前后的厚度差异较小。说明封闭对阳极氧化膜厚度无明显影响。封闭前氧化层表面硬度为308.4 HV,封闭后氧化层表面硬度为339.5 HV,说明封闭能够增大阳极氧化层的表面硬度。
标准GB/T 8013.1—2018规定了封闭质量的试验方法,但该方法较为复杂,需要采用专用溶液进行测试,不适用于入厂测试。封闭前,阳极氧化层的结构为疏松多孔,具有较强的附着力,因此,常用于基体染色前的处理,以实现基体表面染色目的。基于此,笔者模拟染料上色原理,对封闭前后的阳极氧化层使用黑色油性笔进行涂画,干燥后使用乙醇溶液对涂画位置进行擦拭,以评定封闭前后氧化层的区别,宏观形貌如图4所示。封闭前,经乙醇溶液擦拭后,笔迹仍明显存在,封闭后笔迹能够完全擦除掉,由此可评定阳极氧化膜层是否已封闭处理及封闭质量。
取3件压气缸产品进行阳极氧化处理,将厚度控制为15~20 μm,实测厚度平均值分别为15.4,17.3,19.8 μm,将3件压气缸产品装配到高压开关设备灭弧室内,装配过程中无装配不顺利等问题,之后按要求在厂内对产品进行寿命试验,试验完成后拆解,观察到压气缸气室内无异物产生,压气缸阳极氧化层无明显磨损痕迹。因此,将阳极氧化层厚度控制为15~20 μm具备可行性,压气缸内部阳极氧化层对装配无影响,且氧化层的硬度、耐磨性、耐腐蚀性等性能良好。原阳极氧化层厚度要求为20~30 μm,笔者研究得出的适用厚度较小,可降低压气缸的生产成本,缩短生产时间,且能够满足装配及运行性能要求。
(1)随着阳极氧化层厚度的增大,试样的表面硬度、耐磨性也随之增大,且相比未阳极氧化前铝基体硬度,经阳极氧化处理后,试样的硬度明显增大。当阳极氧化层厚度不小于14.6 μm时,试样的耐腐蚀性较好。阳极氧化层厚度为15~20 μm时,试样的硬度为346~359 HV,磨耗系数为5 423~5 530 g/μm,耐腐蚀性保护评级和外观评级分别为10/-级和-/0 vs B级。经产品装配及操作试验验证,压气缸内部阳极氧化层厚度对装配无影响,无明显磨损特征,试样的耐磨性、耐腐蚀性较好。
(2)阳极氧化层表面硬度均大于其内部硬度,主要原因是:经封闭处理后,阳极氧化表面生成了水合氧化铝,体积膨胀,使表面孔隙封闭形成致密结构,氧化层抗变形能力提高。表面硬度测试结果更能反应压气缸耐磨性的优劣。
(3)采用笔者提出的阳极氧化工艺处理试样,可提高试样的耐磨性。当阳极氧化厚度最小时,试样的磨耗系数也远大于标准要求。阳极氧化封闭处理对氧化层厚度无明显影响,且封闭能够增大试样的表面硬度和耐磨性。
(4)可将压气缸内部阳极氧化层厚度控制为15~20 μm,硬度控制为346~359 HV。入厂例行测试时,可仅对阳极氧化层的外观、厚度、硬度及是否封闭进行测试,不用测试氧化层的耐磨性及耐腐蚀性。采用涡流测厚仪测试氧化层的厚度,用与产品同步进行阳极氧化工艺处理的试样,对试样直接进行表面硬度测试,采用黑色油性笔直接在压气缸产品上涂画后用乙醇溶液擦拭,测试氧化层是否封闭。简化了压气缸的入厂测试方式,缩短了测试时间,提高了入厂测试的效率。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号