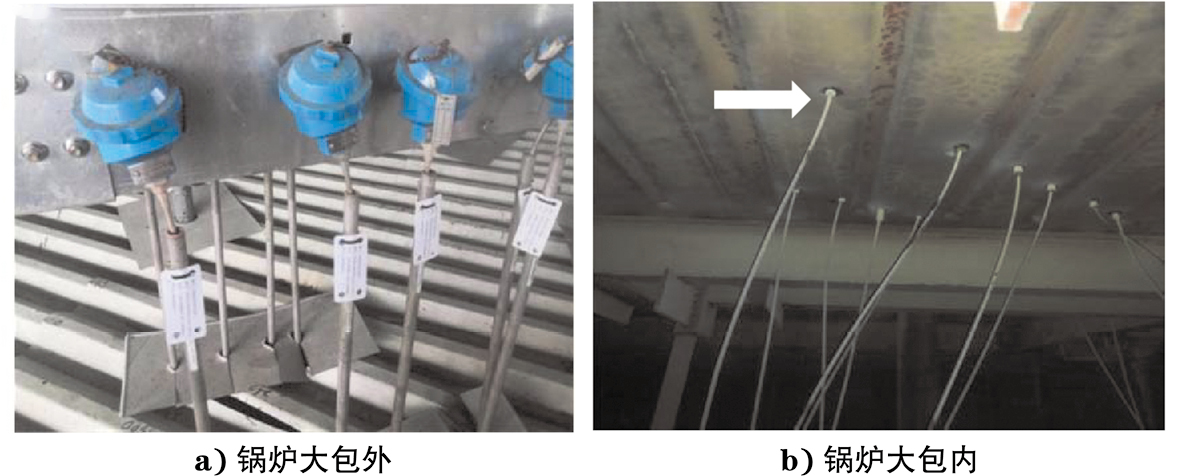
图 1 套管安装位置现场

某发电厂锅炉顶部大包内含有用于测量内部管件、管屏、集箱等部件壁温的K型工业用镍铬-镍硅热电偶,该热电偶位于304不锈钢套管内,套管安装位置如图1所示。304不锈钢热电偶套管(简称套管)在服役3个月后出现成批开裂现象,锈蚀开裂部位为图1b)中箭头所指区域。经了解,该热电偶通过预埋的套管穿过炉顶大包顶壁(保温平板层厚度约为300 mm),大包内部温度约为100 ℃,大包外部温度为35~45 ℃。
笔者采用宏观观察、壁厚测量、化学成分分析、金相检验、硬度测试、扫描电镜(SEM)和能谱分析、浸水试验等方法对套管开裂原因进行分析,以保证发电厂的正常运行,避免该类事故再次发生。
每根开裂套管都有不同程度的锈蚀,严重部位甚至发生断裂现象,锈蚀最严重部位约处于热电偶1.0~1.2 m位置。保护套管断裂处表面附着白色、红褐色的腐蚀产物,套管破裂处均呈现向外膨胀状,未断处也存在分布及形态各异的裂纹,这些都是由不均匀点腐蚀引起的。一般情况下,不锈钢的点腐蚀与服役环境中的氯离子、硫酸根离子有关[1–2]。开裂套管宏观形貌如图2所示。
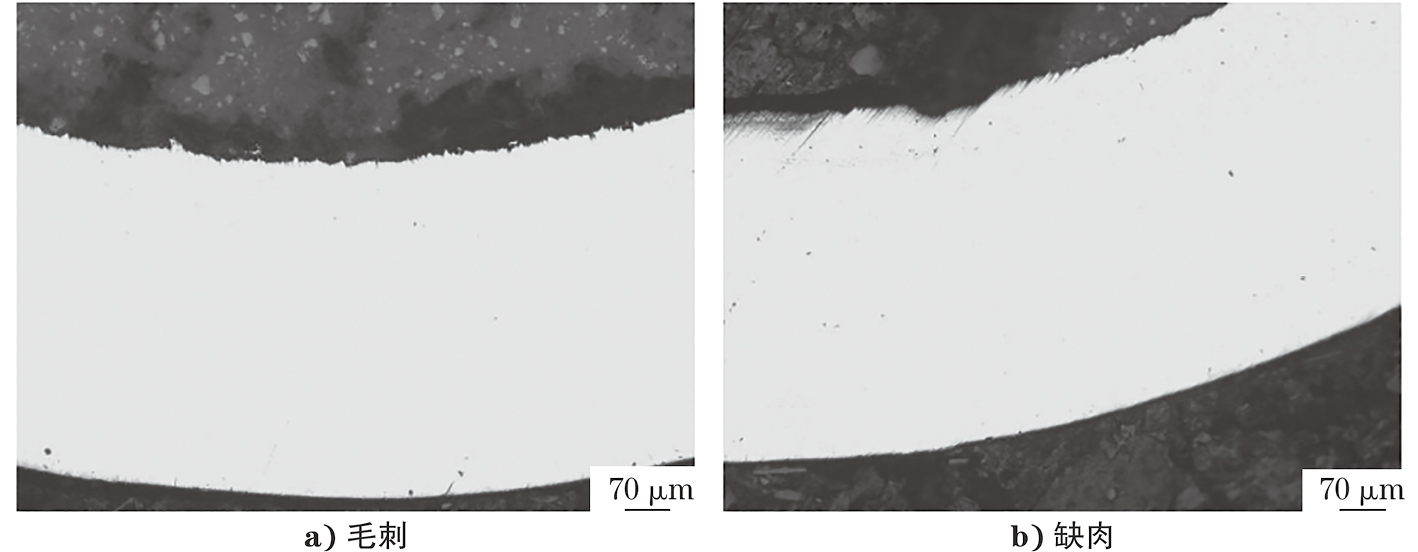
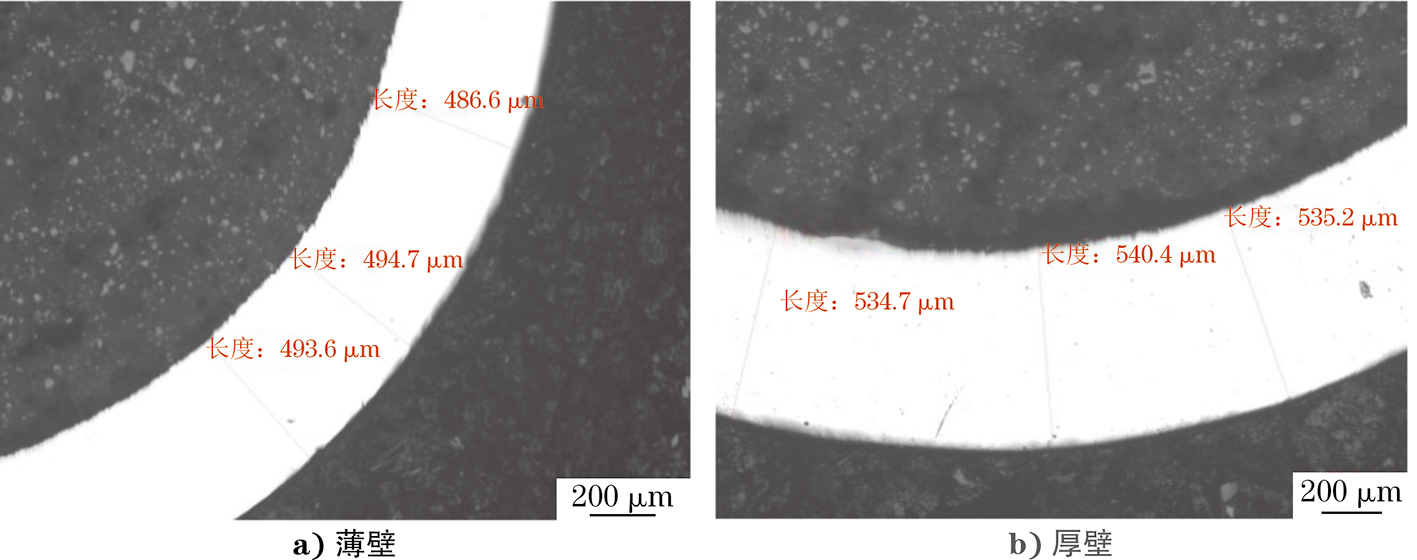
在完好的套管上截取试样,将试样镶嵌、抛光后,置于显微镜下观察,结果如图3所示。由图3可知,套管表面存在毛刺、缺肉等表面缺陷。对管壁厚度进行测量,结果如图4所示。由图4可知,管壁壁厚不均匀,薄壁处厚度约为491.6 μm,厚壁处厚度约为536.8 μm。
在套管完好处、开裂处分别截取试样,对两个试样分别进行化学成分分析,结果如表1所示。由表1可知:两个试样均符合GB/T 20878—2007《不锈钢和耐热钢 牌号及化学成分》对304不锈钢的化学成分要求。
| 项目 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | |
| 完好处实测值 | 0.060 | 0.47 | 1.12 | 0.026 | 0.006 4 | 18.21 | 8.17 |
| 开裂处实测值 | 0.062 | 0.48 | 1.19 | 0.025 | 0.006 5 | 18.30 | 8.16 |
| 标准值 | ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.030 | 18.00~20.00 | 8.00~11.00 |
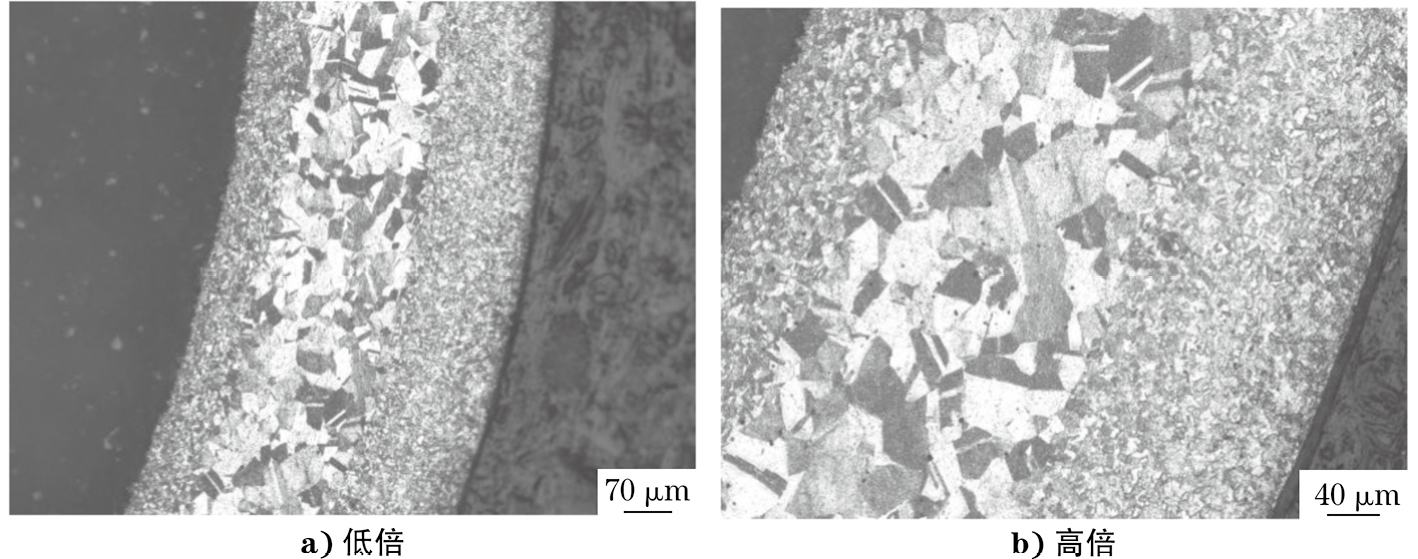
在套管未腐蚀开裂处截取试样,将试样镶嵌、抛光、腐蚀后,置于光学显微镜下观察,结果如图5所示。由图5可知:心部组织为等轴奥氏体,内外表面组织为板条状马氏体。在轧制挤压、拉拔等形变应力的作用下,套管内外表面形变最先传递到奥氏体晶粒之间,使得晶界上的变形迅速增大,位错也随之增多,畸变能增大,使马氏体晶界处优先形核并迅速长大。在应变持续增大的情况下,奥氏体晶粒也发生不同程度的形变,使得晶粒内部的位错增多、畸变能增大,为马氏体的形核与长大提供了有利条件,因为晶粒内部的变形与晶界不一致,所以晶界处的结构起伏比晶粒内部的结构起伏程度更大[3]。
在套管未腐蚀开裂处截取试样,将试样镶嵌、抛光后,对其进行显微硬度测试(见图6),测得由内到外的硬度依次为253,217,207,260,265 HV,可见材料硬度分布不均匀,靠近内外表面的硬度偏大,这是由于内外表面受加工工艺的影响,产生了加工硬化。
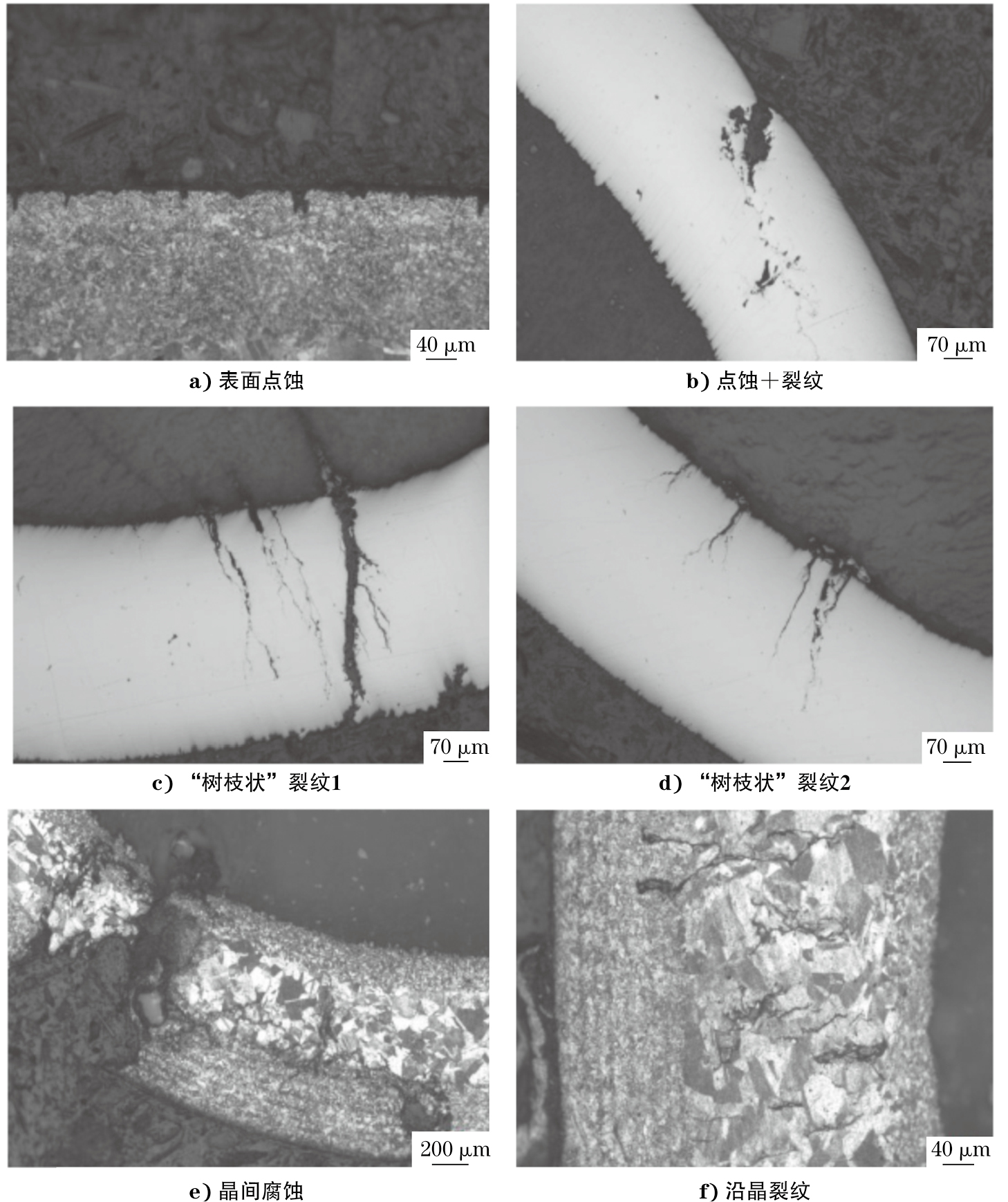
对套管开裂部位取样,将试样置于扫描电子显微镜下观察,结果如图7所示。由图7可知:管壁表面存在大小不一的点蚀坑[见图7a)],在残余拉应力的作用下,点蚀坑底部的氧化膜破损,裸露的新基体继续腐蚀溶解,进而在腐蚀坑底部形成微裂纹[4][见图7b)],微裂纹最终扩展形成粗大的裂缝[见图7c),7d)];在主裂纹附近存在一些次生裂纹,有些为穿晶扩展裂纹,有些则为沿晶扩展内裂纹[见图7e),7f)],裂纹呈树枝状分布。由裂纹的形貌特征可知,该裂纹为不锈钢在Cl–、SO42–等腐蚀性环境中产生的应力腐蚀裂纹[5–6]。
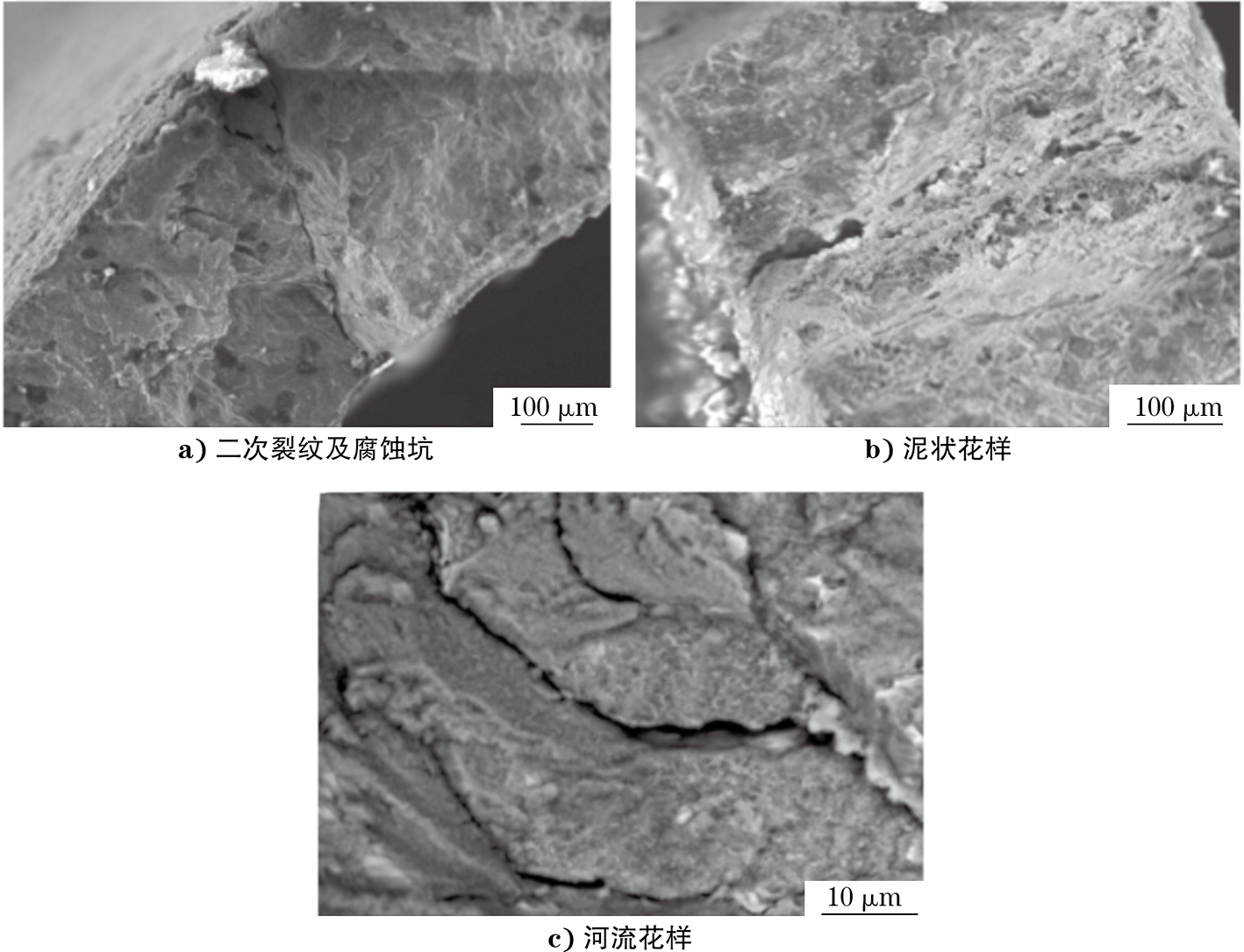
对开裂套管裂纹断口进行SEM分析,结果如图8所示。由图8可知:断口可见大量二次裂纹和腐蚀坑[见图8a)];内外表面具有龟裂状腐蚀产物,形成泥状花样及河流花样[见图8b)、8c)],泥状花样是奥氏体不锈钢在含有 Cl- 介质中发生应力腐蚀后的断口形貌特征[7]。
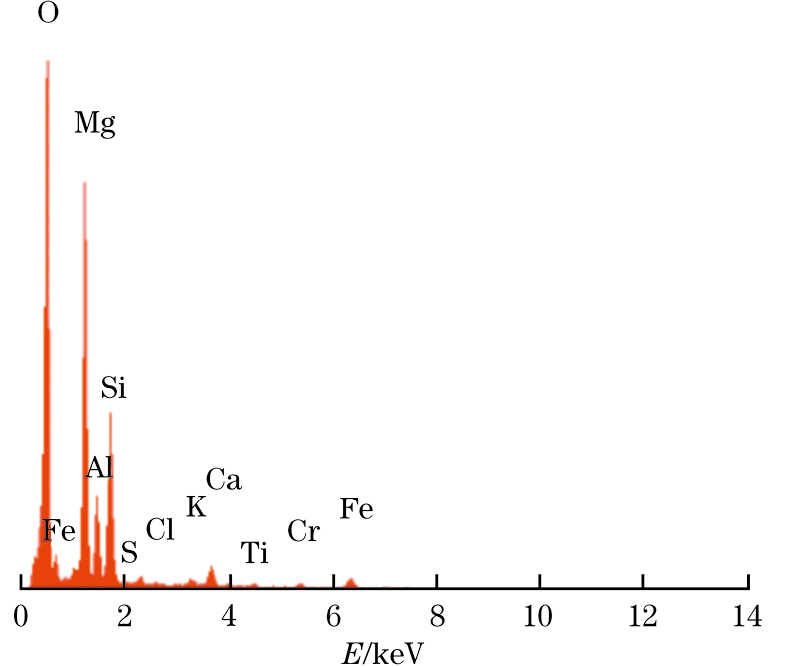
套管表面腐蚀产物能谱分析结果如图9所示。由图9可知:氧元素含量在腐蚀产物中占比最大,说明氧化比较严重;同时还可看到Mg元素的含量较高,套管内绝缘层(主要为MgO纤维)中的Mg2+沿裂纹从内表面扩散到外表面;其次,腐蚀产物中还存在Cl、S元素,这表明腐蚀产物中有氯化物和硫化物;另外,Cr元素含量明显较低,这表明Cr元素与O元素形成的致密保护膜破损,裸露出新鲜的基体,使得腐蚀裂纹进一步扩展[8]。
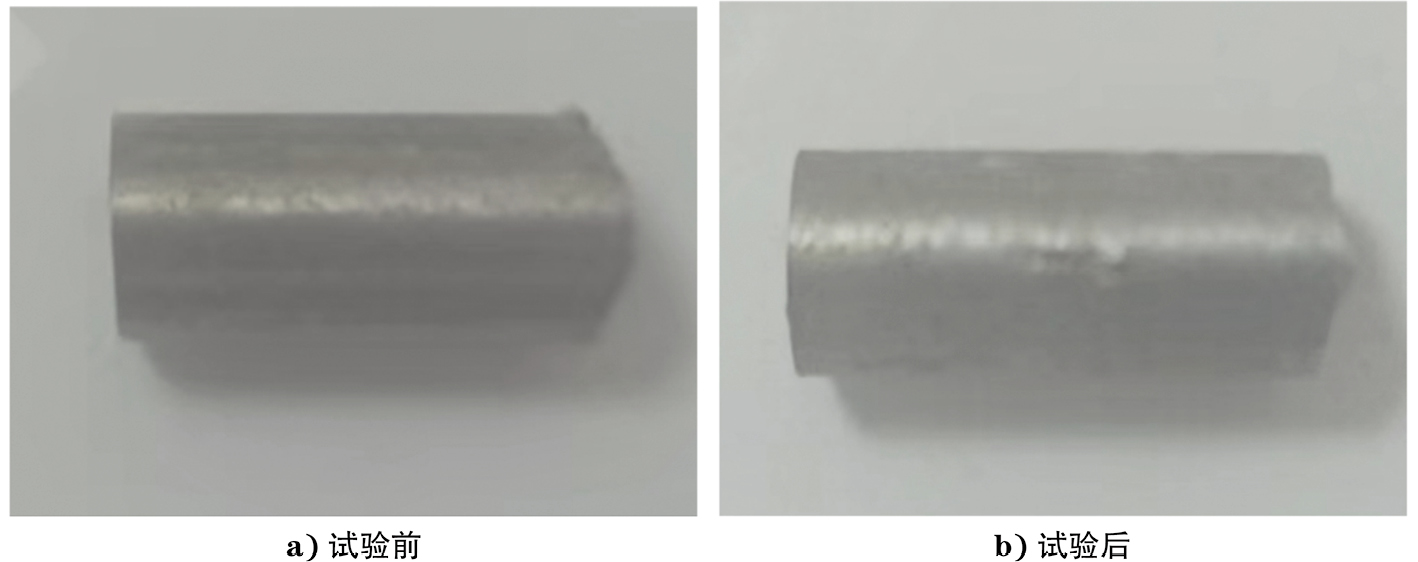
套管开裂均出现鼓胀现象,这是由于套管出现裂纹后,水分通过裂纹进入热电偶绝缘层,绝缘层主要材料为MgO,而MgO遇水膨胀,从而使套管加速破裂。因此,在开裂的保护套管上远离开裂处截取一小段,置于蒸馏水中,24 h后取出观察,发现套管表面出现鼓胀裂纹。浸水试验前后套管宏观形貌如图10所示。
开裂套管在制作过程中,拉拔等工艺使其出现冷作硬化现象,导致位错的塞积和畸变能增加,对于单相奥氏体304不锈钢来说,从熔融态到常温态,一般不会伴随着相变,但是当加工亚稳态的304不锈钢时,会发生马氏体相变,且马氏体相变会引起加工硬化,使应力增大。在材料的显微组织中存在一定量由形变诱发的马氏体相。裂纹起始点均在诱发相变形成的板条状马氏体较为密集的部位,该部位由奥氏体与板条状马氏体两相并存,形成较大的组织内应力,这种组织内应力多为拉应力[9]。
材料表面加工质量、金属材料的组织结构对其耐腐蚀性能具有显著影响,表面质量越好,其腐蚀电位正移,亚稳态或稳态孔蚀就变得困难[10]。表面孔蚀活性点的“开放度”对亚稳态小孔形核和生长均有影响,表面越光滑、粗糙度越小,表面活性点越少,亚稳态孔的形核数目越少。因此,表面加工质量越好,表面缺陷就会越少,从而使材料的耐腐蚀性能提高。开裂套管内外表面均存在加工硬化层,套管壁厚不均匀,表面出现毛刺、缺肉等现象,使得套管耐腐蚀性能降低。
套管穿过锅炉顶壁,炉内外温差大,且由于套管壁厚不均,产生热应力,套管总的内应力相继增大;锅炉内气氛中有含Cl–、S2–的腐蚀性介质。在应力和腐蚀性介质的作用下,套管产生应力腐蚀裂纹。据了解,在锅炉起炉、停炉期间。空气对流使炉顶壁钢板上产生冷凝水,腐蚀最严重位置正好在炉顶壁处,这是因为套管内的热电偶绝缘层与水反应膨胀,短时间内便可以“胀”开套管,从而加速套管的开裂进程。
(1)套管的开裂原因主要是应力腐蚀,套管制造缺陷、锅炉内气氛中存在含有Cl–、S2–的腐蚀性介质,为应力腐蚀提供了应力条件和腐蚀环境。
(2)锅炉顶壁冷凝水流过套管裂纹,使得体积迅速增大,加速了套管开裂进程。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号