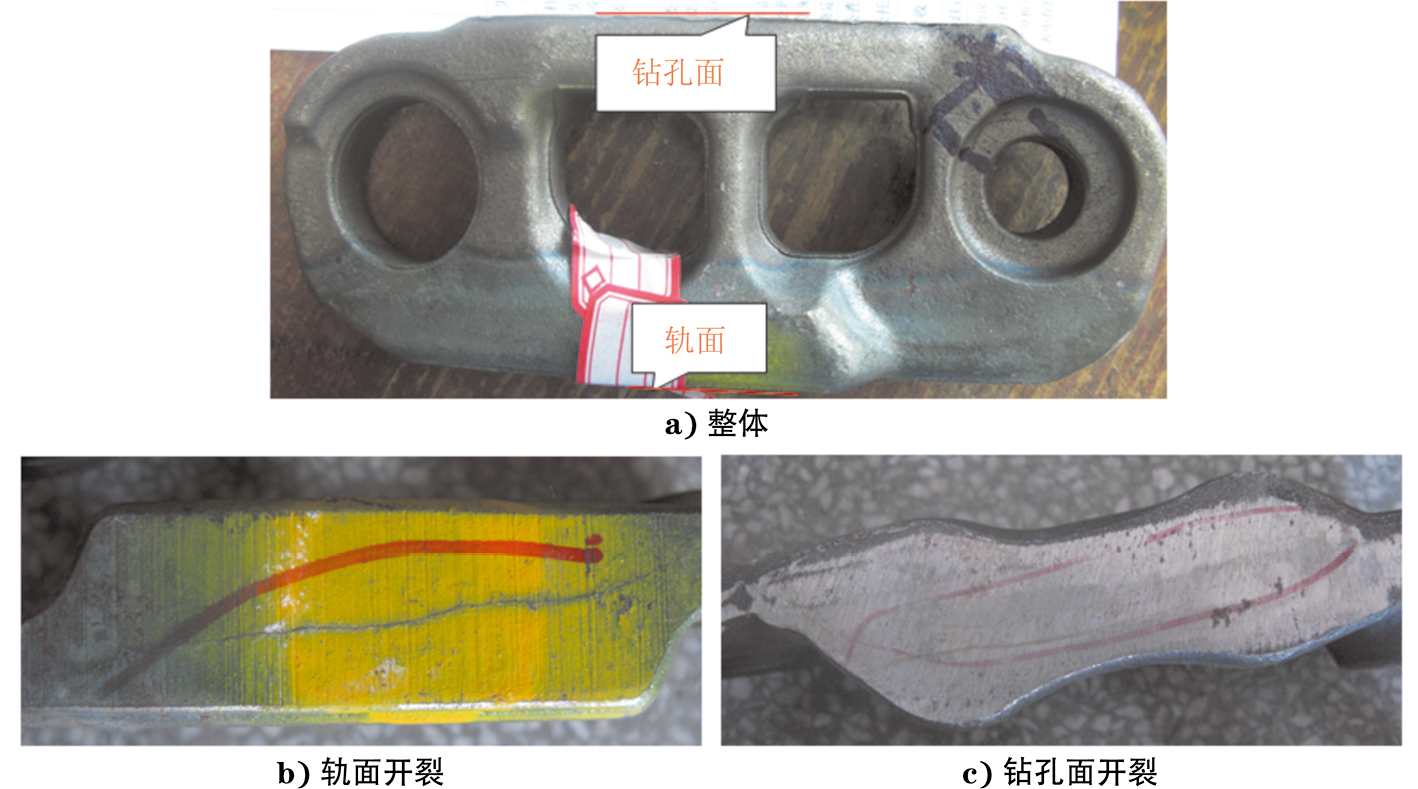
图 1 链轨节宏观形貌

将某钢厂生产的直径为53 mm的35MnBH圆钢加工成用于工程机械履带底盘件的链轨节时,厂家反映热处理后工件表面出现开裂现象。该35MnBH钢链轨节的加工工艺为:中频炉加热至1 250 ℃→热模压力锻打→剪切飞边→淬火860~890 ℃→回火0.5 h(450~400 ℃)。笔者采用宏观观察、化学成分分析、金相检验、淬透性测试等方法对表面开裂原因进行分析,以提高材料自身质量,并防止该类问题再次发生。
热处理后的链轨节轨面、钻孔面均出现开裂现象,链轨节宏观形貌如图1所示。由图1可知:裂纹贯穿轨面或钻孔面,无分叉现象。
在开裂链轨节上截取试样,对试样进行化学成分分析,结果如表1所示。由表1可知:检测结果符合技术要求。
| 项目 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ti | |
| 实测值 | 0.35 | 0.26 | 1.23 | 0.015 | 0.003 9 | 0.20 | 0.038 |
| 技术要求 | 0.34~0.36 | 0.15~0.35 | 1.10~1.40 | ≤0.035 | ≤0.035 | 0.15~0.25 | ≤0.050 |
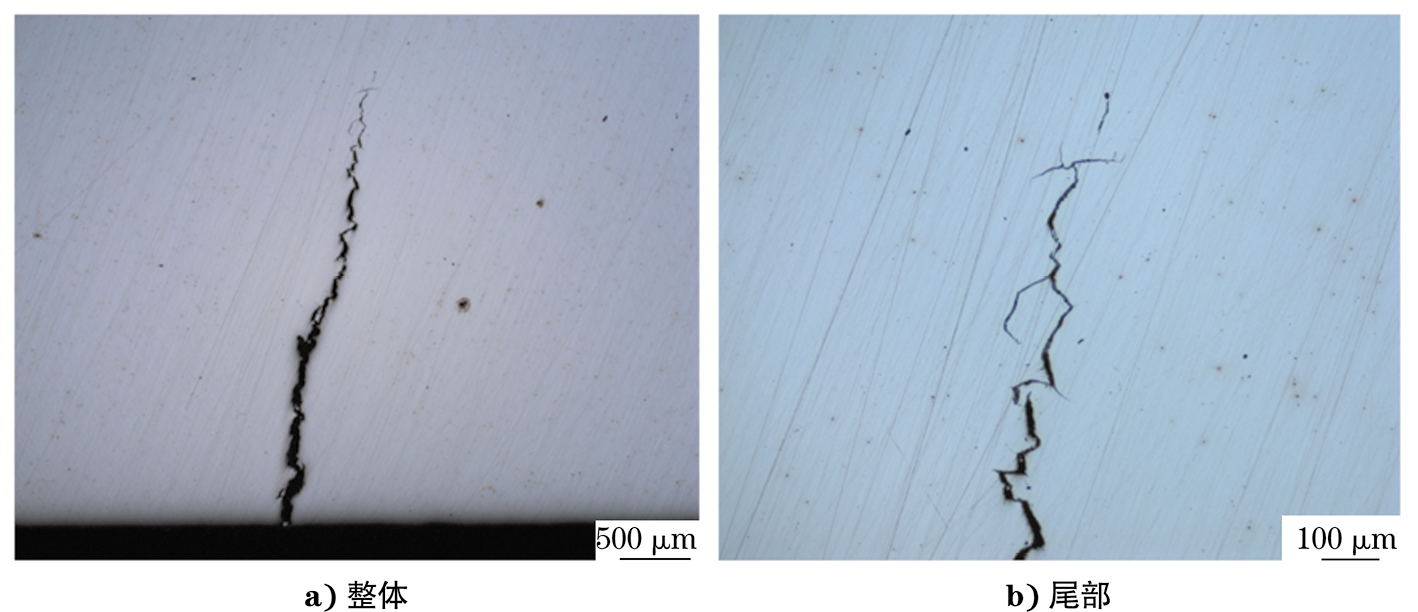
在链轨节开裂处垂直于裂纹的截面截取试样,将试样置于光学显微镜下观察,结果如图2所示。由图2可知:裂纹总体刚劲笔直,深度为2.74 mm,裂纹开口较大,尾部尖细,尾部可见曲折的沿晶特征。
用体积分数为4%的硝酸乙醇溶液腐蚀试样,再将试样置于光学显微镜下观察,结果如图3所示。由图3可知:裂纹两侧未见脱碳、增碳现象,裂纹中部、尾部可见明显的沿晶开裂特征。
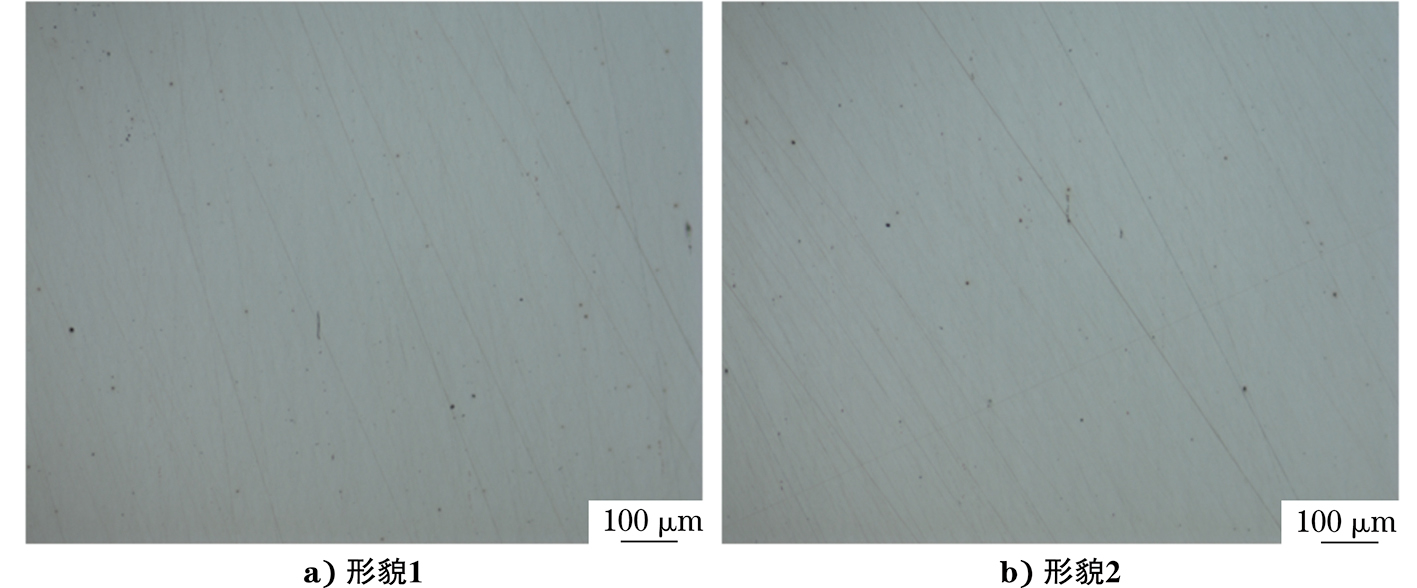
链轨节纵向非金属夹杂物微观形貌如图4所示。由图4可知:根据GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验法》,该链轨节非金属夹杂物为A类硫化物夹杂(细系)0.5级,B类氧化铝夹杂(细系)0.5级,符合技术要求。
链轨节基体显微组织形貌如图5所示。通过组织位相及裂纹尾部沿晶的走向,判断链轨节工件的奥氏体粗大。
根据GB/T 6394—2017《金属平均晶粒度测定方法》中的淬硬法,判定出厂原材料的奥氏体晶粒度为9.0级。
开裂链轨节原材料的淬透性测试结果如表2所示。由表2可知:其淬透性符合技术要求。
| 项目 | 正火温度/℃ | 端淬温度/℃ | 硬度/HRC | ||
|---|---|---|---|---|---|
| J1.5 | J7 | J13 | |||
| 实测值 | 870 | 850 | 54.8 | 51.6 | 42 |
| 技术要求 | 870±10 | 845±5 | 51~58 | ≥44 | ≤45 |
对客户现场工艺进行实际跟踪,在圆钢下料后对其进行中频加热锻打,设定加热温度为1 250 ℃,经红外测温枪实测锻打温度部分高于1 300 ℃,即中频炉内加热温度超过1 300 ℃;锻打过程为人工操作,节奏偶尔不稳定,部分停留时间较长;锻打切边后进行余温淬火,余温淬火的入水温度部分大于950 ℃,高于设定的工艺温度。
链轨节出厂原材料的奥氏体晶粒度、非金属夹杂物均未见异常,淬透性和化学成分均符合技术要求。
链轨节轨面与钻孔面存在裂纹,裂纹贯穿轨面或钻孔面,无分叉现象。裂纹由表面向内扩展,走势相对平直、刚劲有力,尾部尖细。裂纹两侧未见脱碳、增碳等现象,裂纹尾部可见明显的沿晶开裂特征,因此判断裂纹为典型的淬火裂纹。
淬火裂纹的产生原因为淬火过程中内应力超过材料的断裂强度,淬火过程中内应力包含组织应力和热应力,以内应力为主[1]。当淬火为亚温淬火,即加热温度较低时,组织中一般存在塑性较好的铁素体,可以吸收部分内应力,淬火时一般不开裂[2],但工件的硬度往往达不到要求。在高温淬火时,材料容易出现晶粒粗大现象,导致晶界弱化,工件在组织应力和热应力作用下开裂,其形貌呈沿晶特征[3]。
链轨节原材料的奥氏体晶粒度优于标准中不小于6级的条件,根据开裂链轨节沿晶特征[4],判断其奥氏体晶粒粗大,说明工件锻打加热过程或者淬火过程的温度控制不当,导致奥氏体晶粒长大。通过现场对工艺进行实际调查,发现链轨节锻打时的温度达到1 300 ℃,淬火的入水温度大于950 ℃,即实际锻打温度和淬火温度均高于工件设定的工艺温度,虽然感应加热温升速率快,高温持续时间短,但一般不会发生晶粒长大现象[5]。当加热温度高于奥氏体化温度时,随着奥氏体化温度的升高,晶粒长大趋势异常明显[6],这与开裂链轨节奥氏体晶粒度粗大的结论相呼应。
(1)链轨节轨面及钻孔面裂纹为淬火裂纹。
(2)淬火裂纹的产生原因是加热温度及淬火温度过高导致奥氏体晶粒粗大,在内应力和热应力的作用下材料发生沿晶开裂现象。
(1)优化链轨节加热工艺:在工件加工过程中保持稳定的工艺参数,尤其是控制温度,降低链轨节加热频率,通过降低加热温度和延长保温时间,保证原材料在达到设定锻打温度的同时,能在炉内均匀、充分加热。
(2)稳定余温淬火的温度:在优化锻打加热工艺的同时,稳定锻打的节奏,将余温淬火的温度控制在设定的工艺参数范围。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号