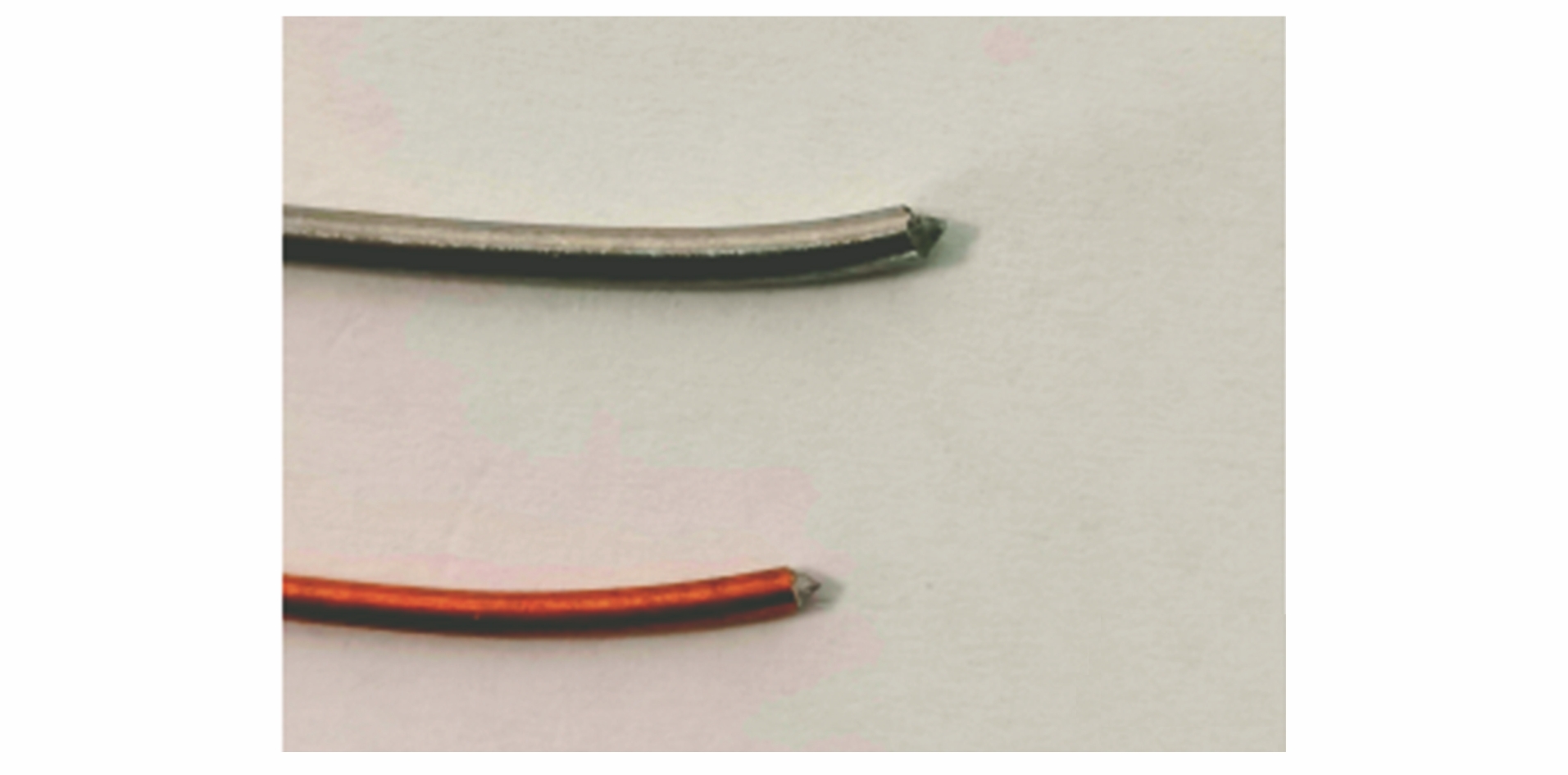
图 1 弯折脆断焊丝的宏观形貌

ER70S-6是国外常用的CO2 气体保护焊丝牌号,相当于国内生产的ER50-6焊丝[1],由于该焊丝化学成分中的碳元素含量较低,Mn、Si元素含量较高,故在焊接时ER70S-6焊丝具有较好的电弧稳定性和焊缝强度,在国内外得到普遍应用[2-3]。
在对某钢厂生产的ER70S-6镀铜焊丝进行冷拉成形后,焊丝容易在弯折试验时发生脆断。该焊丝用钢下游的生产工艺为机械磨光→粗拉→细拉→镀铜。笔者采用一系列理化检验方法分析镀铜焊丝弯折脆断的原因,为ER70S-6焊丝的生产优化提供了方向。
弯折脆断焊丝的宏观形貌如图1所示。由图1可知:镀铜和未镀铜焊丝的断口都呈笔尖状,焊丝在弯折时未发生塑性变形而直接断裂,说明材料的塑性较差[4]。
取经拉拔成形的镀铜和未镀铜焊丝,使用砂纸对镀铜焊丝进行预处理,采用直读光谱仪对焊丝的化学成分进行分析[5-6]。弯折脆断焊丝的化学成分分析结果如表1所示。由表1可知:该弯折脆断焊丝的化学成分符合GB/T 3429—2015 《焊接用钢盘条》的要求。
| 项目 | 质量分数 | ||||
|---|---|---|---|---|---|
| C | Si | Mn | S | P | |
| 镀铜焊丝实测值 | 0.07 | 0.86 | 1.46 | 0.009 | 0.013 |
| 未镀铜焊丝实测值 | 0.08 | 0.83 | 1.42 | 0.008 | 0.011 |
| 标准值 | 0.06~0.15 | 0.80~1.15 | 1.40~1.85 | ≤0.035 | ≤0.025 |
在镀铜和未镀铜弯折脆断焊丝的断口上纵向截取试样,将试样置于光学显微镜下观察,结果如图2所示。由图2可知:在断口附近均无非金属夹杂物聚集,并且整个截面分布的非金属夹杂物都较少,根据GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》测得脆断焊丝中非金属夹杂物的级别,结果如表2所示。由表2可知:在沿变形方向的中心区域均存在细小孔洞和V形裂纹,其中镀铜焊丝中V形裂纹比较密集。腐蚀后焊丝基体呈纤维状F(铁素体)+P(珠光体),并分布有大量难变形的淡黄色马氏体与贝氏体复合组织(M-B)[7-8],断口和V形裂纹附近的显微组织均与图2相同。
| 焊丝类型 | A细 | A粗 | B细 | B粗 | C细 | C粗 | D细 | D粗 | DS |
|---|---|---|---|---|---|---|---|---|---|
| 镀铜焊丝 | 0 | 0 | 0.5 | 0 | 0 | 0 | 0.5 | 0 | 0 |
| 未镀铜焊丝 | 0 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0 | 0 |
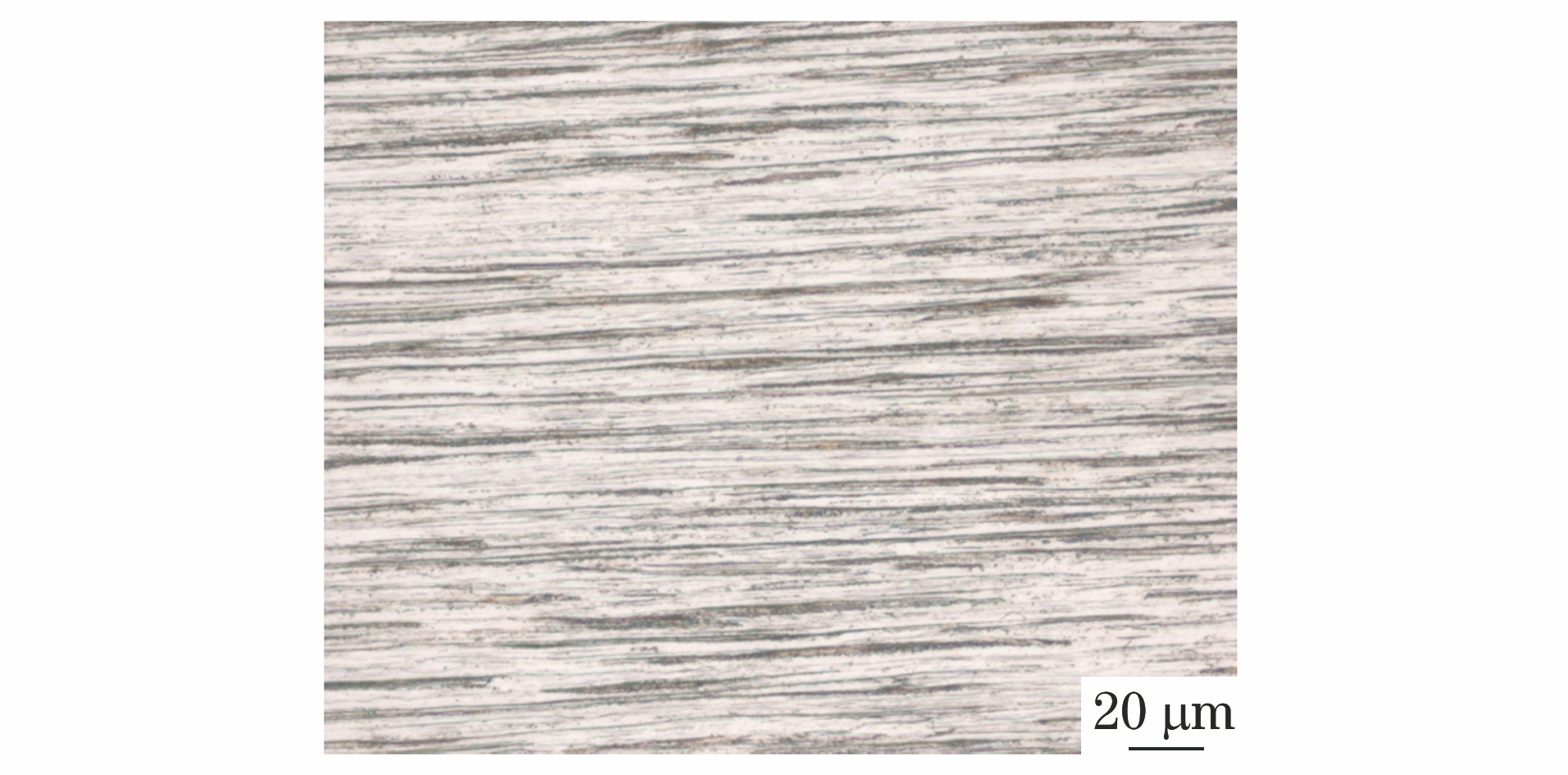
对弯折正常焊丝试样的纵向截面进行腐蚀,再将试样置于光学显微镜下观察,结果如图3所示。由图3可知:弯折正常焊丝的显微组织为F+P,沿拉拔方向呈纤维状分布,未发现异常组织。淡黄色的M-B非平衡组织是影响焊丝弯折脆断的主要因素,加上冷变形过程中加工硬化的累积,造成焊丝发生弯折脆断。
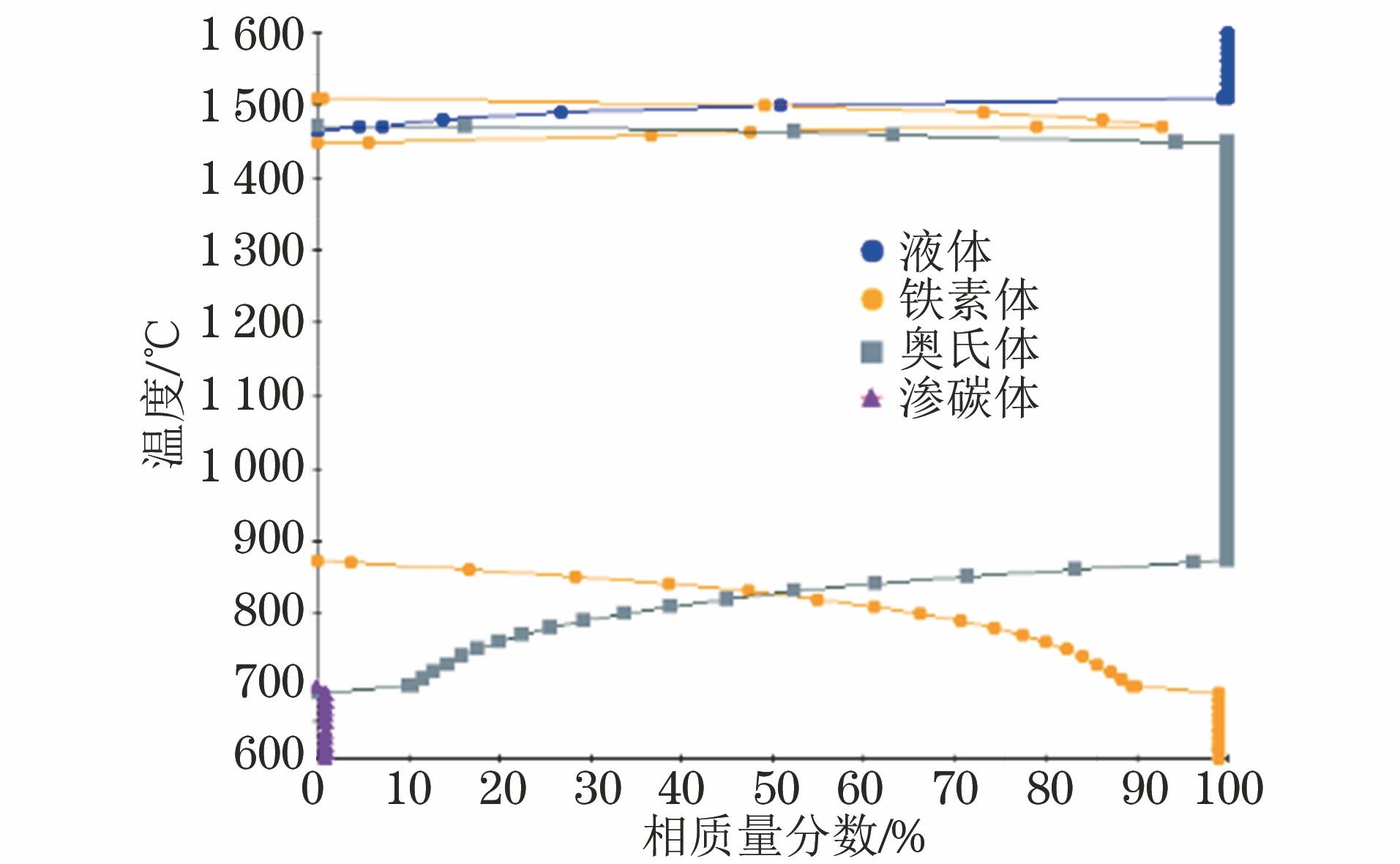
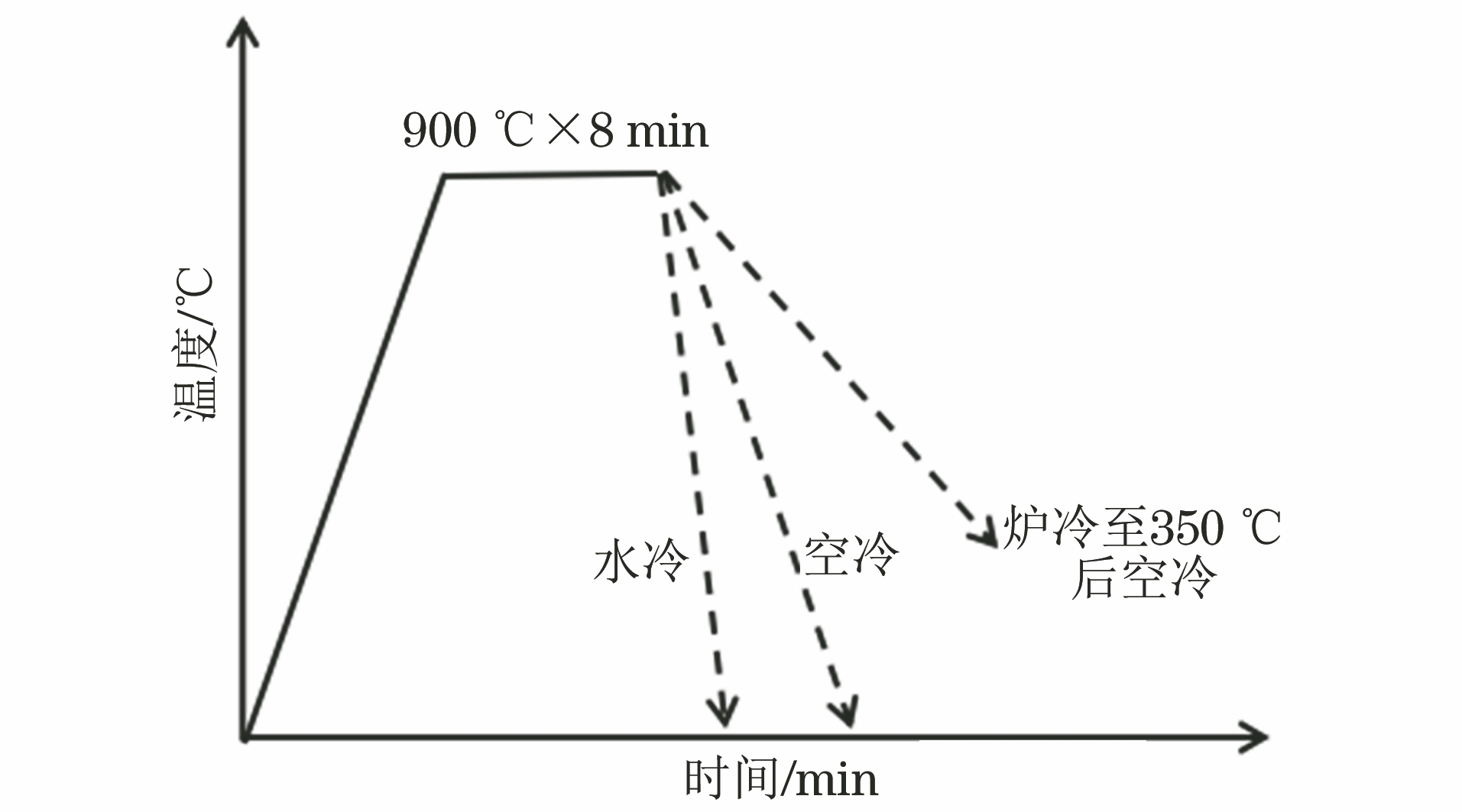
采用JMatPro软件计算出ER70S-6焊丝平衡状态的组织转变曲线(见图4),得出材料的奥氏体化平衡转变温度点A3=875 ℃,共析平衡转变温度点A1=700 ℃。在ER70S-6热轧盘条上截取5.5 mm×20 mm(直径×长度)试样,用箱式电阻炉对试样进行热处理,热处理工艺曲线如图5所示。
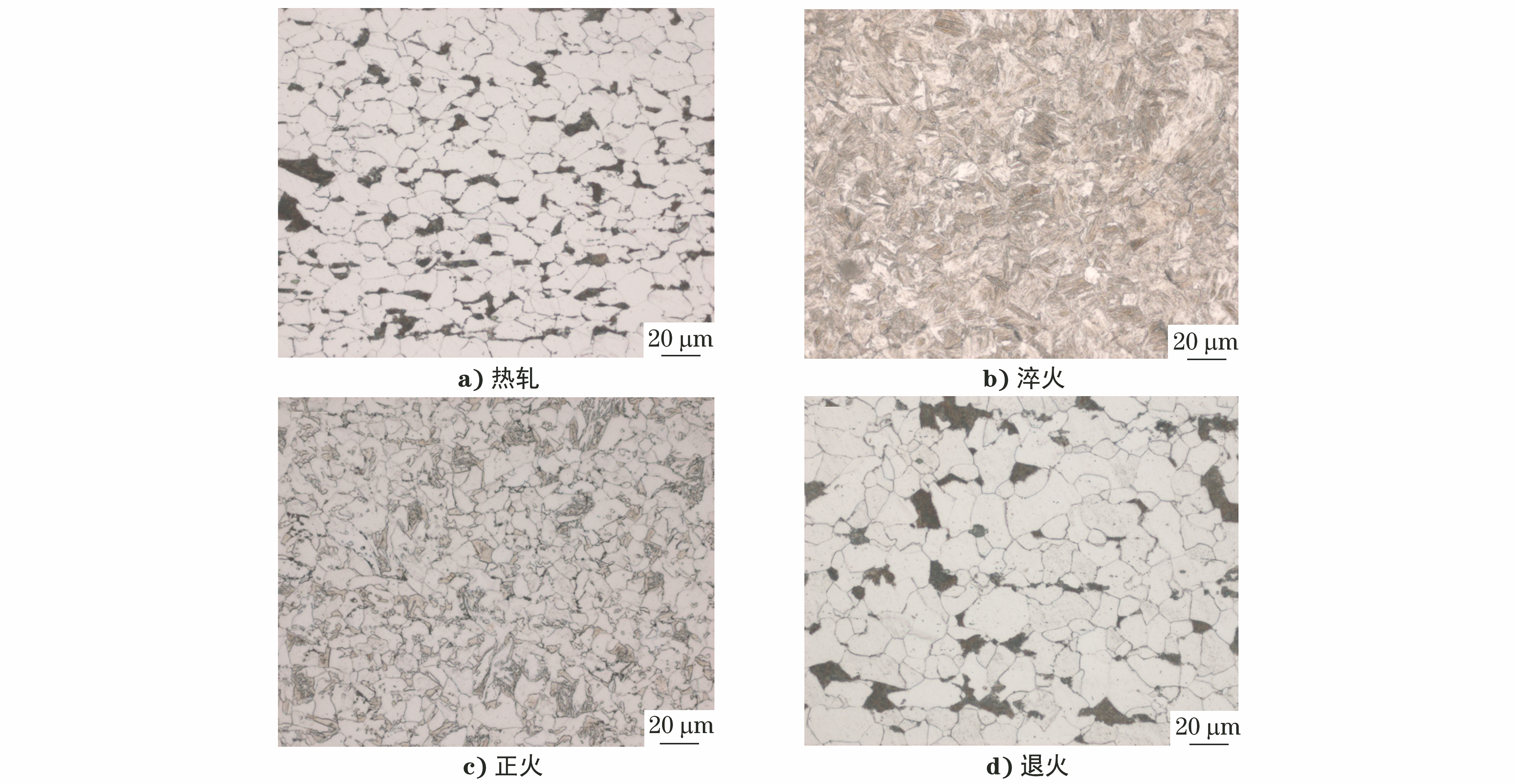
ER70S-6镀铜气保焊丝一般为冷拉成形,再通过硫酸铜水溶液对其进行电解镀铜,整个过程不存在为相变提供的热力学条件。为进一步明确焊丝的M-B非平衡组织产生的环节,在热轧态ER70S-6焊丝用钢盘条上截取试样,加热温度为900 ℃,保温8 min,然后分别采取水冷、空冷和炉冷至350 ℃后空冷3种方式进行冷却,以模拟ER70S-6焊丝用钢精轧的控冷环节。不同热处理后试样的显微组织形貌如图6所示。由图6可知:在900 ℃×8 min条件下,以不同冷却方式对试样进行热处理,得到试样的显微组织分别为M+Ar(残余奥氏体),F+P+M-B,F+P,即在空冷状态下便可以产生淡黄色的M-B非平衡组织,说明ER70S-6焊丝中的淡黄色M-B非平衡组织是由精轧后控冷工艺不符合条件所致。
ER70S-6焊丝用钢盘条的生产工艺流程为:转炉+LF(钢包精炼炉)精炼+连铸+热轧。在轧制时采用控轧控冷工艺,加热温度为1 200 ℃,将开轧温度控制为1 020 ℃,精轧温度控制为900 ℃,进保温罩温度为820 ℃,辊道速率为0.1~0.3 m/s,出保温罩温度为540~660 ℃[9]。由于该材料的A1为700 ℃,在辊速一定的前提下,在温度不大于660 ℃时,盘条接点面积较大的地方容易出现实际温度在A1线附近,使得空冷状态下极易生成M-B组织,则应该保证出罩温度不大于600 ℃。
(1) ER70S-6焊丝弯折脆断的主要原因是材料中存在淡黄色的M-B非平衡组织,加上冷变形过程中加工硬化的累积,导致弯折脆断的发生。
(2) 淡黄色M-B非平衡组织是由ER70S-6焊丝用钢盘条在精轧后控冷工艺不符合条件产生的。
(3) 在试样进入保温罩进行缓冷时,在保温罩内盘条温度冷却到A1点(700 ℃)条件下,通过控制调节部分风机开口率可以提升过冷度,减小珠光体片层间距,并保证出罩温度不大于600 ℃,从而提高材料的塑性,并防止产生M-B组织。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号