图 1 蓄能器壳体宏观形貌

蓄能器材料为35CrMo钢,该钢的显微组织为回火索氏体+铁素体。35CrMo钢的强度高、塑性及韧性好,具有良好的综合力学性能。35CrMo钢常用于制造汽车、拖拉机、机床及其他要求具有良好综合力学性能的各种重要零部件,如柴油机连杆螺栓、汽车底盘上的半轴以及机床主轴等[1]。
某厂使用35CrMo钢管生产蓄能器,该蓄能器的加工工艺流程为:下料→热轧→退火→调质处理,调质处理工艺为淬火+高温回火处理。该蓄能器在使用1 a后发生泄漏事故,静水压试验后,发现蓄能器壳体管壁存在裂纹。笔者采用一系列理化检验方法对其开裂原因进行分析,以防止该类事故再次发生。
蓄能器壳体宏观形貌如图1所示。由图1可知:目视无法识别外壁裂纹,内壁裂纹清晰可见。
在开裂位置制备1~4号试样,在内壁未经打磨的区域制备5号试样,对6号试样进行化学成分分析和力学性能测试(见图2)[2]。
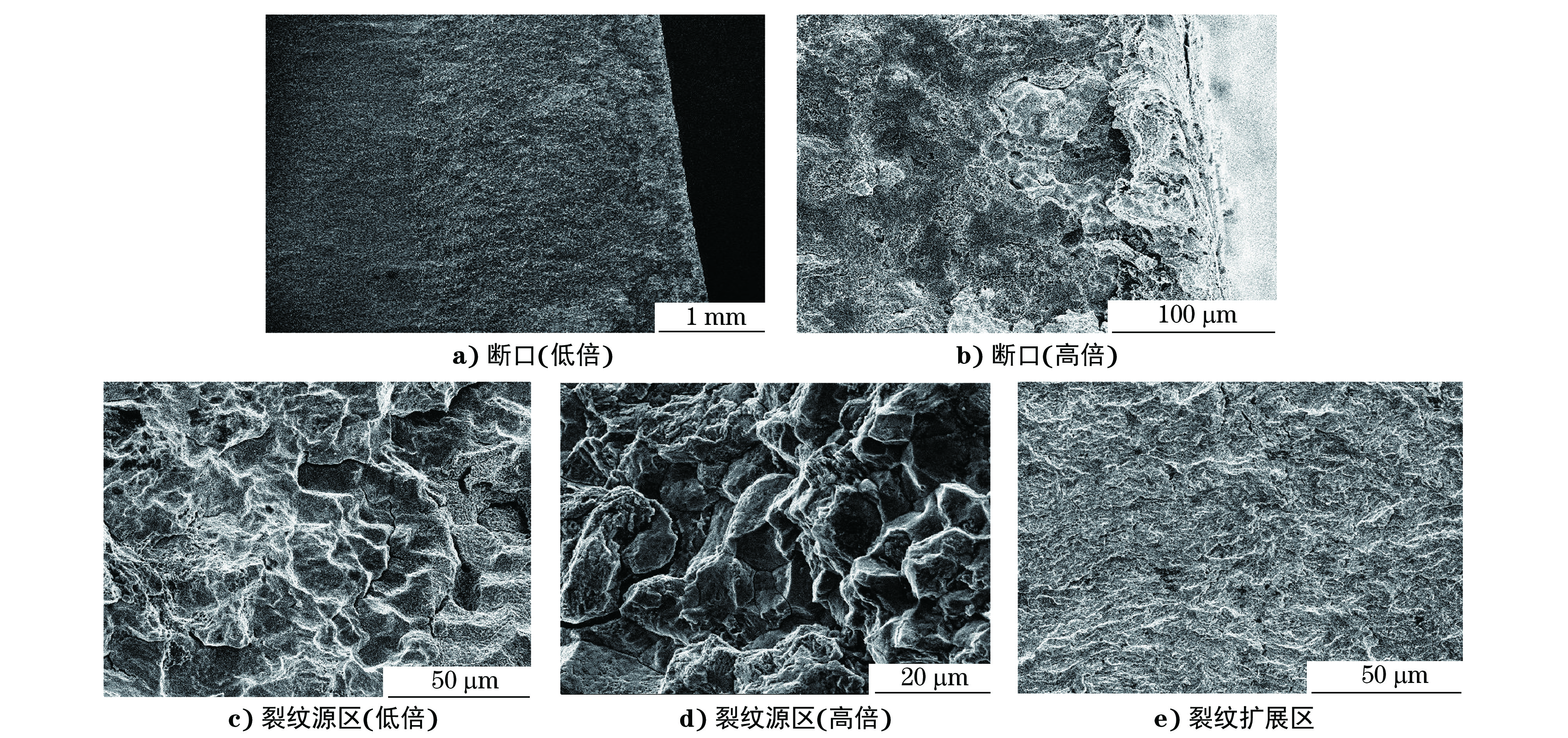
内壁先开裂的区域断口呈黑色且颜色黯淡,后续开裂的区域颜色呈灰色,呈现平直特征,3号试样断口宏观形貌如图3所示。
对6号试样进行化学成分分析,结果如表1所示。由表1可知:蓄能器壳体的化学成分符合GB/T 3077—2015 《合金结构钢》对35CrMo钢的技术要求。
| 项目 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | S | Mn | P | Mo | Cr | |
| 实测值 | 0.370 | 0.260 | 0.010 | 0.509 | 0.010 | 0.201 | 1.09 |
| 标准值 | 0.32~0.40 | 0.17~0.37 | ≤0.030 | 0.40~0.70 | ≤0.030 | 0.15~0.25 | 0.80~1.10 |
将3号试样置于扫描电镜(SEM)下观察,结果如图4所示。
对6号试样进行力学性能测试,结果如表2所示。由表2可知: 蓄能器壳体的力学性能符合标准GB/T 3077—2015对35CrMo无缝钢管的技术要求[3-4]。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% | 断面收缩率/% | 冲击吸收能量/J | 硬度/HBW |
|---|---|---|---|---|---|---|
| 实测值 | 1 100 | 900 | 13 | 55 | 66 | 200 |
| 标准值 | ≥980 | ≥835 | ≥12 | ≥45 | ≥63 | ≤229 |
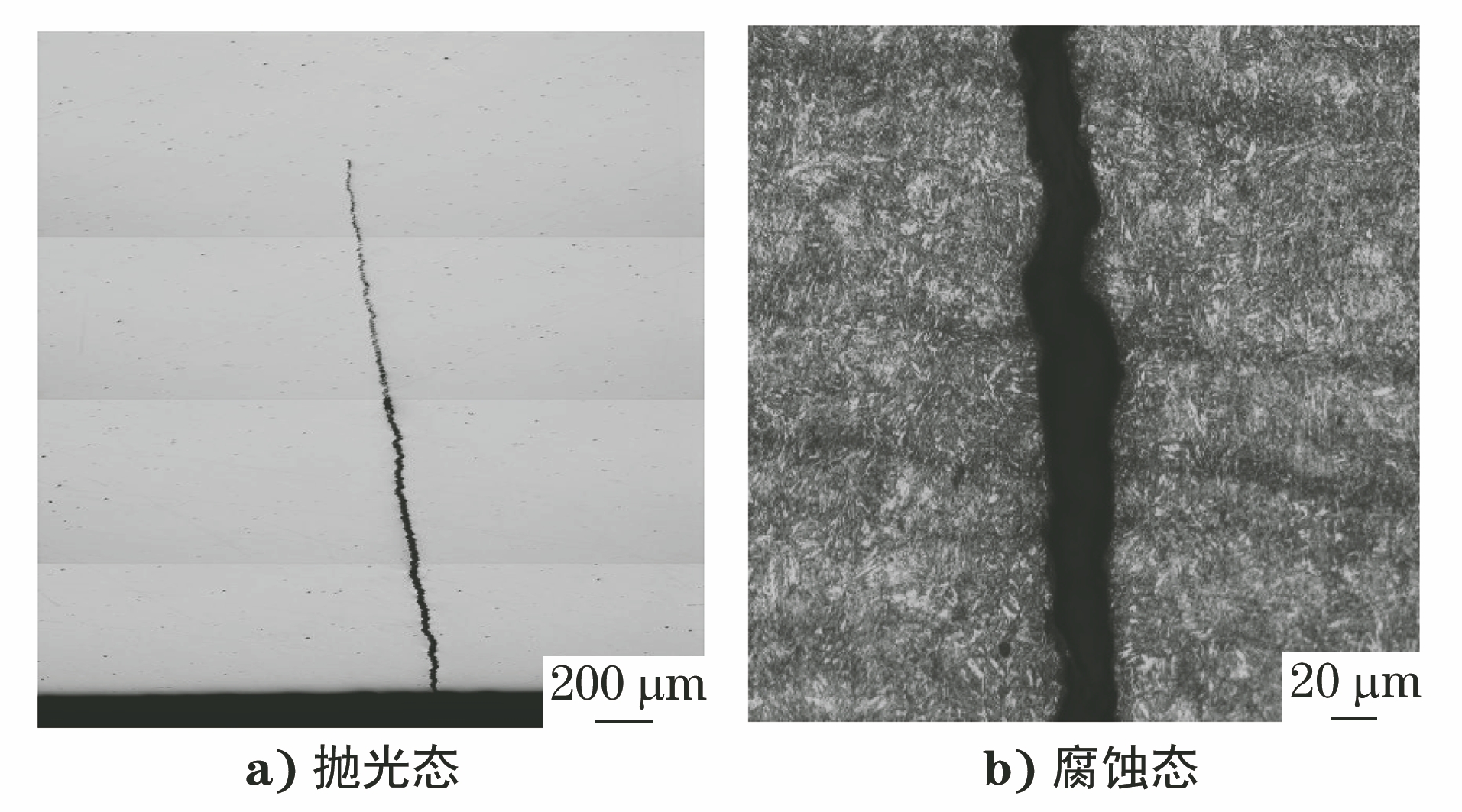
将2号试样置于光学显微镜下观察,结果如图5所示。由图5可知:裂纹呈竖直方向,且与内壁垂直,裂纹两侧组织与基体组织一致,无氧化脱碳现象。
将4号试样置于光学显微镜下观察,结果如图6所示。由图6可知:断裂面存在裂纹。
将5号试样置于光学显微镜下观察,结果如图7所示。由图7可知:钢管壳体内壁存在气泡、凹坑等表面缺陷。
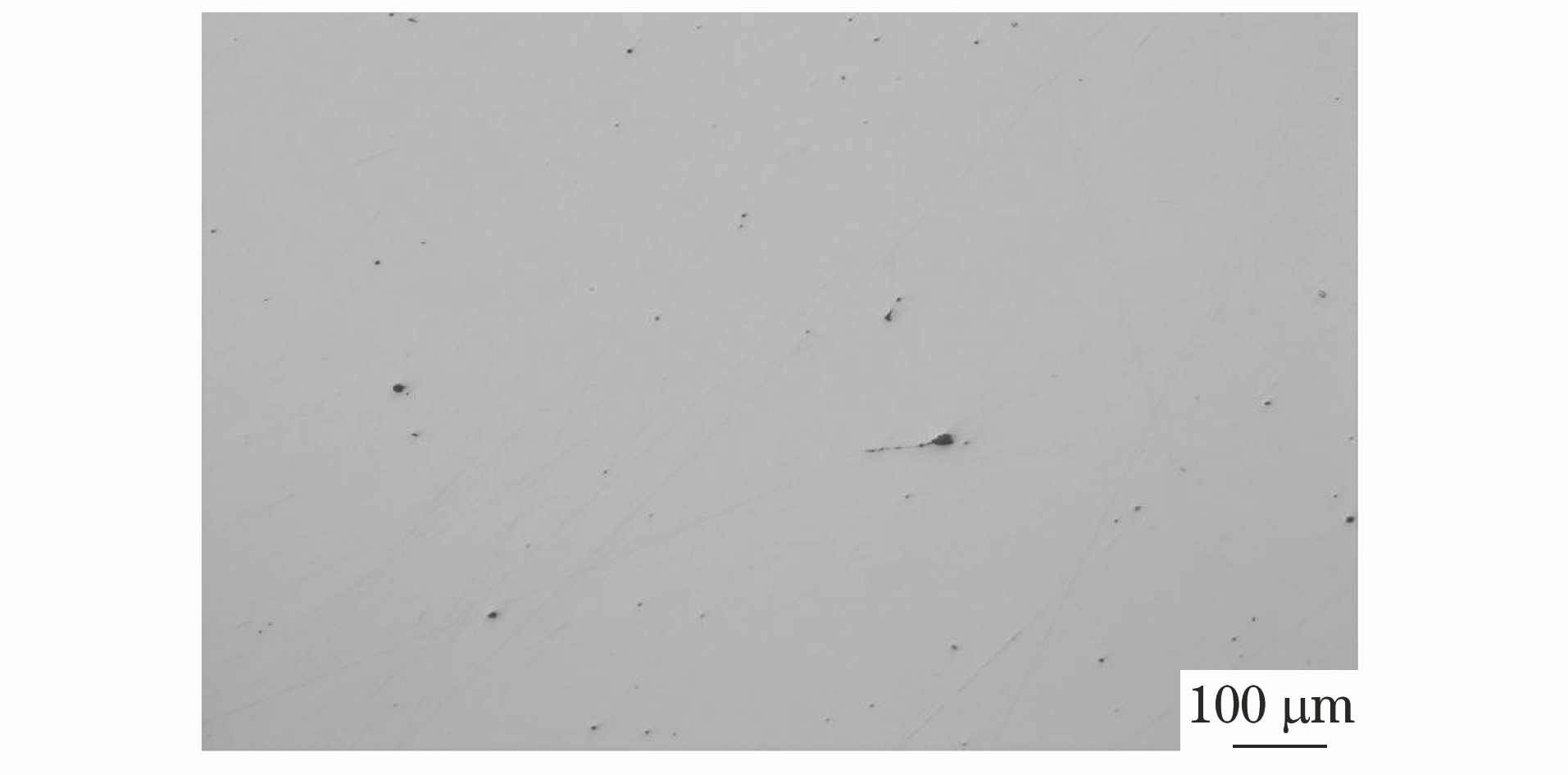
在蓄能器壳体中取样,并对试样进行非金属夹杂物检验,评级结果为:硅酸盐C0.5级,球状氧化物D1.5级。1号试样非金属夹杂物微观形貌如图8所示。蓄能器壳体中的非金属夹杂物级别达到标准GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》的要求。
2号试样显微组织形貌如图9所示。黑色区域晶粒度评级结果为9级,白色区域晶粒度评级结果为7级,心部与表面晶粒度级别未见明显差异。高级优质结构钢的晶粒度要求应为5级或更细,蓄能器壳体金属晶粒度符合标准GB/T 6394—2017 《金属平均晶粒度测定方法》要求。
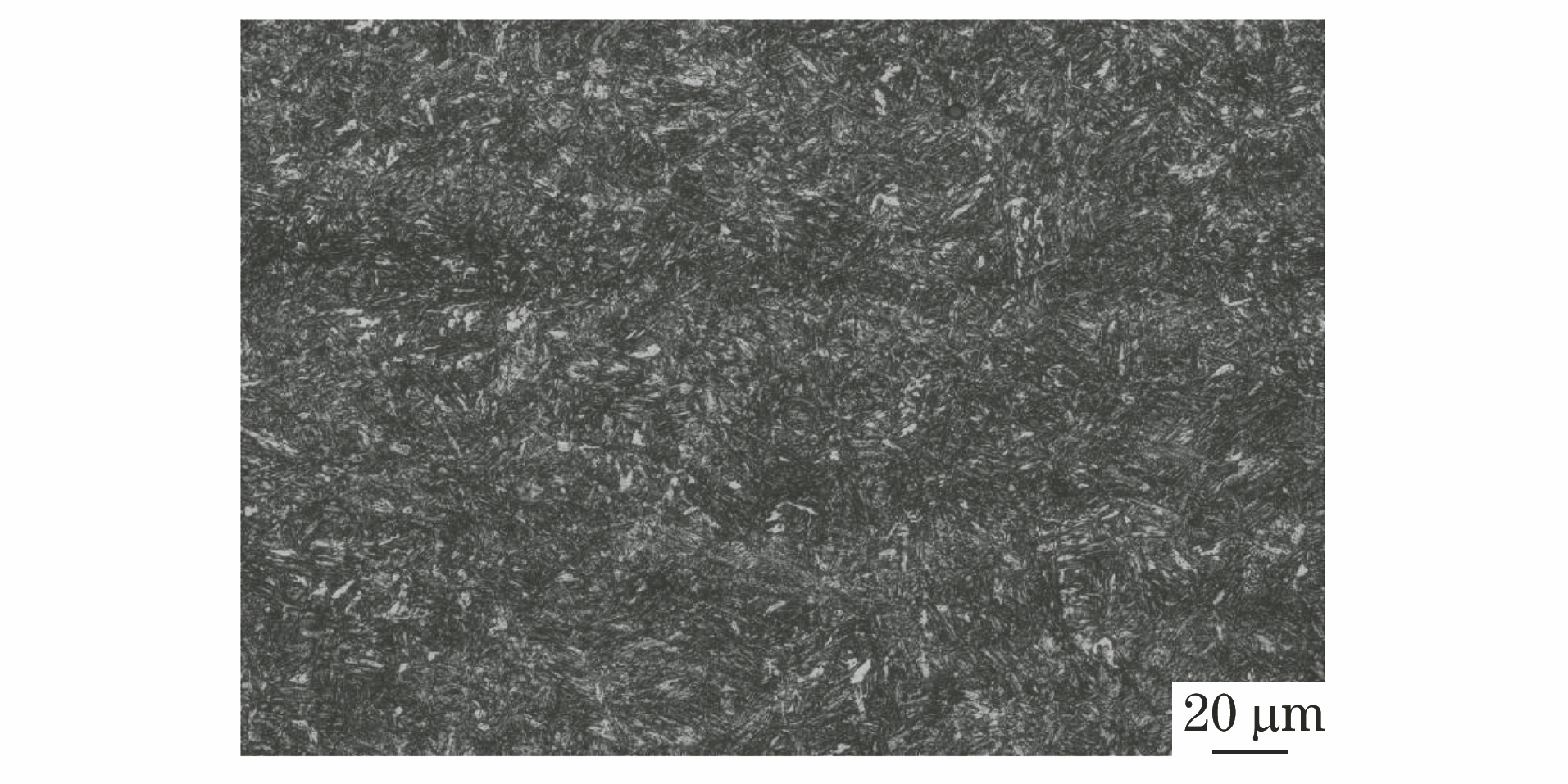
5号试样的显微组织形貌如图10所示。由图10可知:显微组织为回火索氏体+铁素体,评级结果均为2级。显微组织符合标准GB/T 13320—2007 《钢质模锻件 金相组织评级图及评定方法》要求[5]。
蓄能器利用气体(氮气)的可压缩性来达到储存液体的目的,当压力升高时,油液进入蓄能器,气体被压缩,当压力下降时,压缩气体膨胀,油液压入回路[6]。
35CrMo钢蓄能器壳体的化学成分、力学性能均符合标准要求。蓄能器壳体经过调质处理,组织得到细化,具有良好的力学性能,但由于穿孔时内壁存在凹坑、气泡等表面缺陷,内壁质量不合格,使其在轧管、定径等工序中产生裂纹。蓄能器在使用过程中受内部介质气体和液压油的反复加压,微裂纹逐渐扩展至管壁外表面,最终导致蓄能器开裂。
制做蓄能器壳体的钢管存在微裂纹,蓄能器工作时,内部介质气体和液压油产生的压力使微裂纹逐步扩展,导致蓄能器开裂。
建议严格控制产品加工工艺,加强过程控制和完善关键控制点的检验检测工作。加强质量管理,对不符合标准的工序严格管控,保证35CrMo热轧无缝钢管的质量,避免产生裂纹。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号