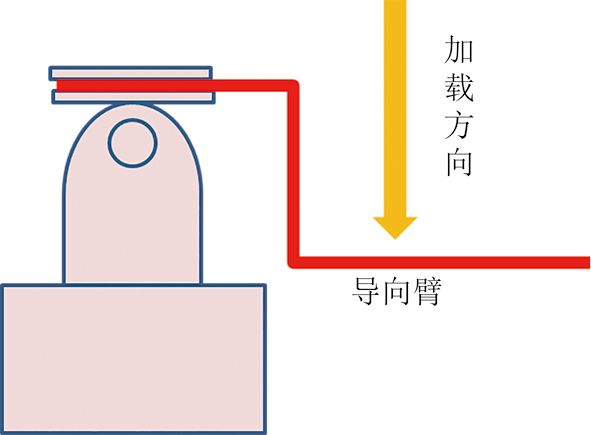
图 1 疲劳试验加载方式示意

52CrMoV4钢属于Cr-V系弹簧钢,向钢中添加Mo、V元素可以使其耐磨性增强、过热敏感性降低、强度和韧性提高。该合金具有优良的力学性能,疲劳强度和屈服比均较高,属于优质的弹簧合金钢,适用于制造承受大应力的导向臂、弹簧、扭杆等部件[1-4]。弹簧装置是车辆的重要部件,具有缓和冲击、使车辆平稳运行的作用,对于保障车辆安全运行具有十分重要的作用,弹簧装置在工作过程中主要承受交变载荷,导向臂是其重要承载元件,需对导向臂开展疲劳寿命考核试验[5]。
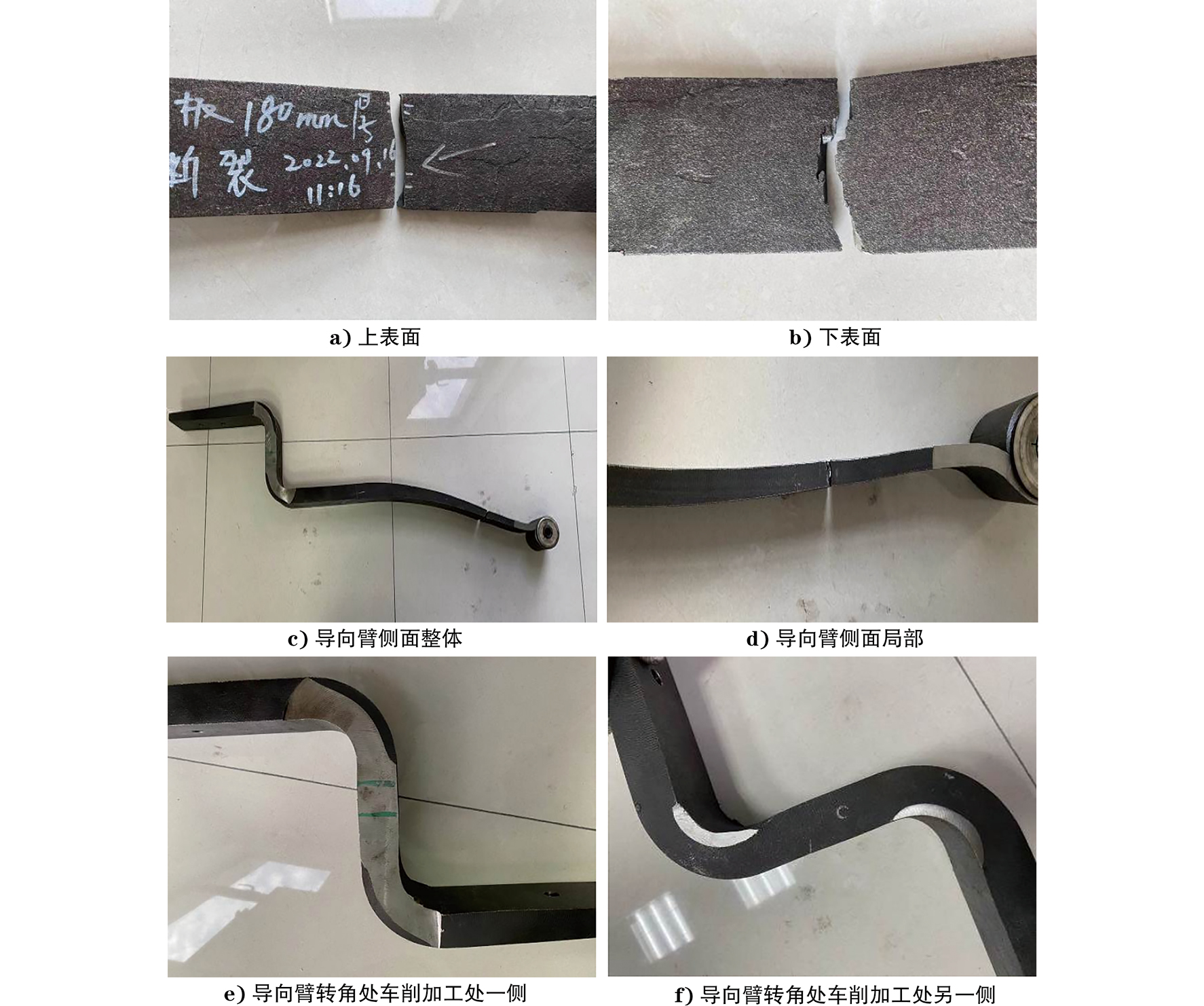
导向臂的主要生产工艺流程为:锯切下料→加热→双边轧制→弯头(加热)→卷耳(加热)→热处理(淬火+回火)→喷丸处理。某52CrMoV4钢导向臂在疲劳寿命试验过程中出现早期断裂现象,疲劳试验加载方式如图1所示,导向臂两端固定,中间加载,沿加载方向先加载满载荷的1.8倍(15 887.5 N),再按振幅±14 215 N进行动载荷耐久试验,试验频率为1.0 Hz,目标寿命不小于14万次。断裂导向臂的循环周次为86 703次。导向臂断裂位置外观如图2所示,断裂位置距离卷耳中心180 mm,断裂位置厚度为16.5 mm。笔者对断裂导向臂进行一系列理化检验分析,并提出相应的改进建议,以避免该类问题再次发生。
断裂导向臂的宏观形貌如图3所示,按照导向臂疲劳试验装夹方式,规定施加载荷的一面为上表面,另一面为下表面。由图3可知:导向臂断裂位置上表面断口比较平齐,下表面断口比较粗糙,上、下表面均未见明显损伤;导向臂截面厚度呈渐变趋势,断裂处截面厚度较薄;导向臂成型后转角处两侧局部存在车削加工,一侧加工量较大,另一侧加工量较小,两侧在结构上不对称。
导向臂断口宏观形貌如图4所示。由图4可知:导向臂发生横向断裂,断口比较粗糙,无明显塑性变形;断口分为裂纹源区、疲劳扩展区、瞬断区,图4a)虚线框以内为裂纹源区与疲劳扩展区;裂纹起源于导向臂下表面,呈多源、线源特征,源区未见明显损伤与冶金缺陷,扩展区可见明显放射棱线、疲劳弧线特征,瞬断区位于上表面与右侧;从整个断口起源来看,源区分布不对称,断口左侧靠近边缘存在1处独立起始的疲劳区,右侧靠近端面处均为瞬断区,未见独立起源于右侧下表面的疲劳区。
断裂导向臂的化学成分分析结果如表1所示。由表1可知:断裂导向臂的化学成分符合技术要求。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | V | Fe | |
| 实测值 | 0.53 | 0.31 | 0.84 | 0.012 | 0.005 | 1.01 | 0.17 | 0.1 | 余量 |
| 技术要求 | 0.48~0.56 | ≤0.40 | 0.70~1.10 | ≤0.025 | ≤0.025 | 0.9~1.2 | 0.15~0.30 | 0.1~0.2 | 余量 |
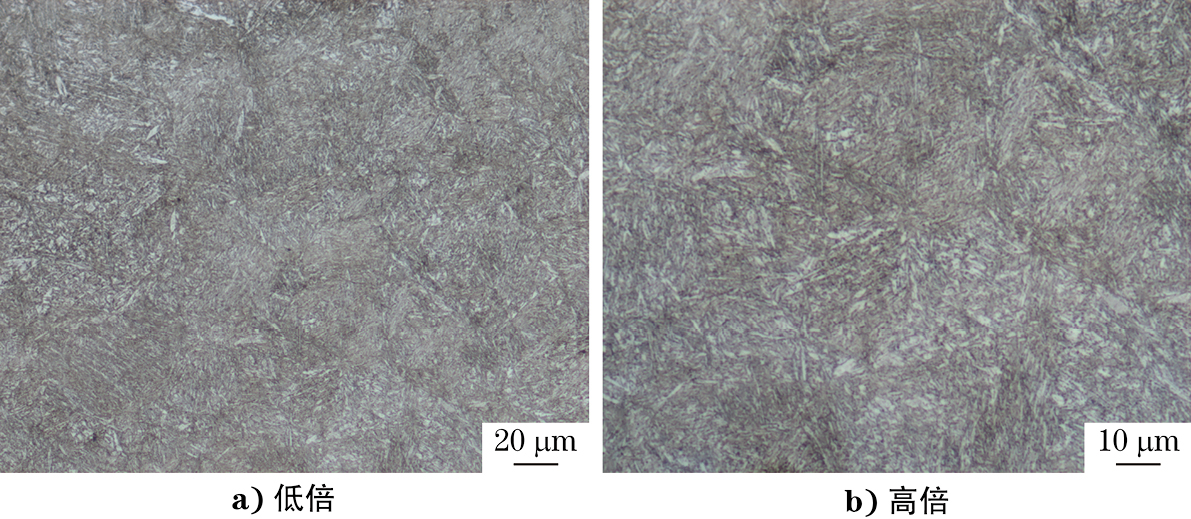
在导向臂横截面上截取金相试样,将试样置于光学显微镜下观察,试样的显微组织形貌如图5所示。由图5可知:试样的组织为回火屈氏体+少量贝氏体,按照JB 3782—1984《汽车钢板弹簧 金相检验标准》,判定为4级组织,组织基本正常,满足技术要求。
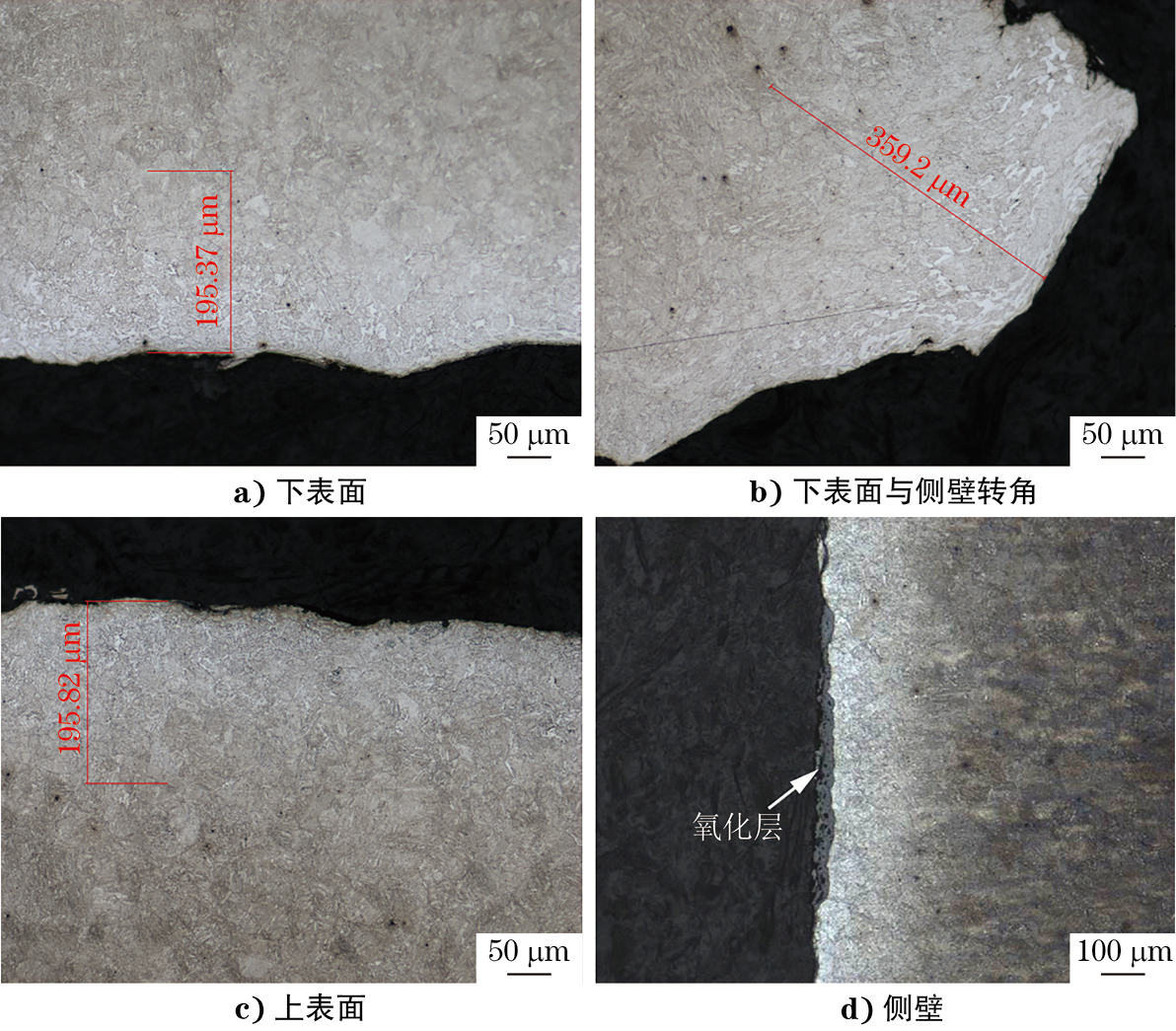
导向臂表面脱碳层的微观形貌如图6所示。由图6可知:导向臂上表面脱碳层最厚约为196 μm,下表面脱碳层最厚约为195 μm,脱碳层局部可见铁素体,导向臂两侧端面也可见明显氧化脱碳层,脱碳层厚度约为140 μm;导向臂转角部位脱碳更严重,脱碳层厚度约为359 μm。
按照ASTM E384-22 《材料显微压痕硬度的标准试验方法》对导向臂基体以及上、下表面脱碳层进行显微维氏硬度测试,结果如表2所示。由表2可知:基体平均硬度为411 HV0.5,按照ASTM E140-12B(2019)e1《标准金属硬度换算表》,洛氏硬度为42 HRC,满足技术要求(41.5~46 HRC);下表面脱碳层平均硬度为300 HV0.5,上表面脱碳层平均硬度约305 HV0.5,脱碳层硬度比基体硬度低约100 HV0.5。
| 测试位置 | 实测值/HV0.5 | 平均值/HV0.5 | 洛氏硬度/HRC |
|---|---|---|---|
| 基体 | 417,404,411 | 411 | 42 |
| 下表面脱碳层 | 288,299,312 | 300 | 30.2 |
| 上表面脱碳层 | 251,334,331 | 305 | 30.4 |
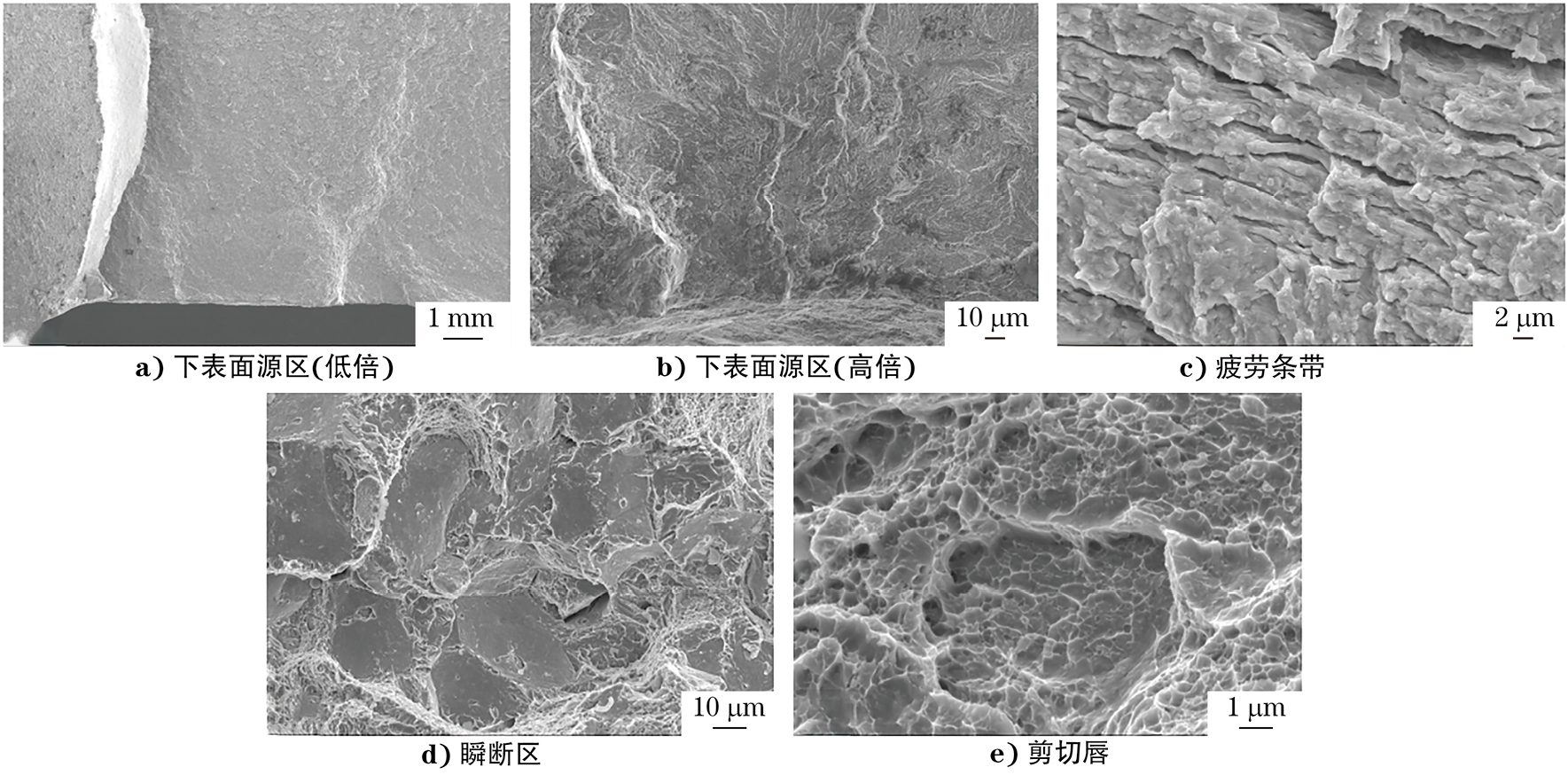
断口SEM形貌如图7所示。由图7可知:断口呈多源、线源起始特征,源区未见冶金缺陷,扩展区可见放射棱线与疲劳条带特征,瞬断区呈韧窝+解理特征,可见解理小平面,瞬断区剪切唇呈剪切韧窝特征。
综合上述理化检验结果可知:导向臂断裂呈多源、线源特征,断裂起始于导向臂下表面,源区未见冶金缺陷与加工损伤,扩展区可见疲劳条带、疲劳弧线以及扩展棱线,属于低周疲劳断裂,断裂位置应力水平较高。从疲劳试验的加载形式来看,相较上表面,导向臂下表面承受的弯曲载荷较大,且导向臂断裂处承载截面的厚度较薄,该处为结构薄弱部位。
该导向臂表面存在氧化与脱碳,下表面源区较厚的脱碳层深度约为195 μm。脱碳是含碳合金与其表面接触的介质发生一种或多种化学反应,使近表面发生碳损失的现象。在高温下,钢中的碳原子扩散至材料表面,与氧元素或其他元素结合,造成材料表面碳原子流失,而表面与亚表面之间形成浓度梯度,不断驱动亚表面的碳原子向表面流动扩散,最终导致材料的近表面区域形成了部分脱碳、完全脱碳等不同程度的脱碳区域[6]。脱碳会导致材料近表面组织和性能恶化,脱碳层硬度较基体低,表面强度低,从而导致材料疲劳强度下降。研究表明,弹簧钢表面脱碳0.1 mm,就会使其疲劳强度明显下降,特别是弹簧钢表面出现铁素体,疲劳强度可下降50%,而且随着脱碳层深度的增大,疲劳强度会进一步降低[7-8]。因此,加强热处理过程中氧化与脱碳的控制至关重要。
根据导向臂的制造工艺,其表面经过喷丸处理。喷丸是一种表面强化工艺,一方面通过喷丸改善表面状态,打断加工刀痕,另一方面生成压应力,实现表面强化,从而使疲劳裂纹萌生位置迁移到亚表面,延长零件的疲劳寿命[9]。但该断裂导向臂的断口起源于表面,而非亚表面,近表面组织存在脱碳,且表面硬度整体较低,未见到表面喷丸硬化层,说明本次试验的导向臂表面并未形成有效强化层,零件侧面可见完整的氧化脱碳,说明喷丸未能完全覆盖导向臂。一般情况下,喷丸层的有效深度约为0.1~0.4 mm,而零件表面存在深度为0.14~0.37 mm的脱碳层,导致零件不能有效生成喷丸强化层。说明需要控制脱碳层深度,才可能实现有效喷丸强化。
从整个断口起源来看,源区分布不对称,断口左侧端面处存在1处独立起始的疲劳区,右侧端面处均为瞬断区,未见独立起源于右侧下表面的疲劳区,形成该断口的原因有:导向臂成形后因局部存在车削加工,一侧加工量较大,另一侧加工量较小,两侧在结构上对称性略差,导致在试验过程中出现偏载或扭转载荷;导向臂下表面因喷丸处理,脱碳层厚度不均,尤其是转角位置脱碳层较深(370 μm),导致局部硬度偏低,抗疲劳能力较弱,易于在深度大的脱碳区率先开裂,引起受力不均衡,导致实际加载时出现扭转偏载。
导向臂发生了疲劳断裂,源区位于导向臂下表面,呈多源、线源起始特征,源区未见冶金缺陷与加工损伤;导向臂表面存在脱碳层,脱碳层硬度偏低、抗疲劳能力下降是导向臂发生早期疲劳断裂的主要原因。导向臂表面未形成有效的喷丸强化层,影响了导向臂的疲劳强度,促进了导向臂发生断裂。
建议加强导向臂热处理过程中的气氛控制,控制零件表面的氧化与脱碳,可通过吹砂将少量脱碳层在尺寸公差范围内去除,实际使用状态表面最好无脱碳层。控制导向臂表面喷丸强化工艺,确保表面喷丸全覆盖,实现表面强化。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号