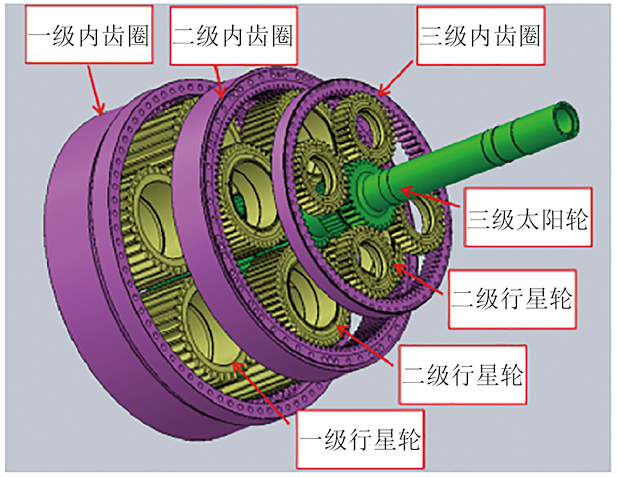
图 1 齿轮箱的内部结构示意

增速齿轮箱作为风机系统中传动链的重要部件,起到动力传输的作用,通过增速齿轮箱使叶片的转速增大,使其转速达到发电机的额定转速,从而使发电机正常发电。行星齿轮是齿轮箱的核心部件,其与齿圈和太阳轮的轮齿啮合传动,将齿圈输入过来的载荷传递给太阳轮。行星齿轮在使用过程中容易发生点蚀、剥落、断齿等损伤。行星轮的材料为18CrNiMo7-6钢,一般生产工艺流程为:炼钢→锻造→锻后正回火→粗加工→渗碳淬火→精加工[1],齿轮箱的内部结构如图1所示。某型号齿轮箱属于三级行星结构,在运转了约8个月后,经振动检测发现异常,对其进行登机内窥镜检查及下架拆解检查,发现三级行星轮齿面存在剥落损伤。经校核计算,齿面接触、齿根弯曲疲劳强度和极限强度安全系数及胶合安全系数均满足技术要求。笔者采用一系列理化检验方法对该行星轮剥落的原因进行分析,以避免该类问题再次发生。
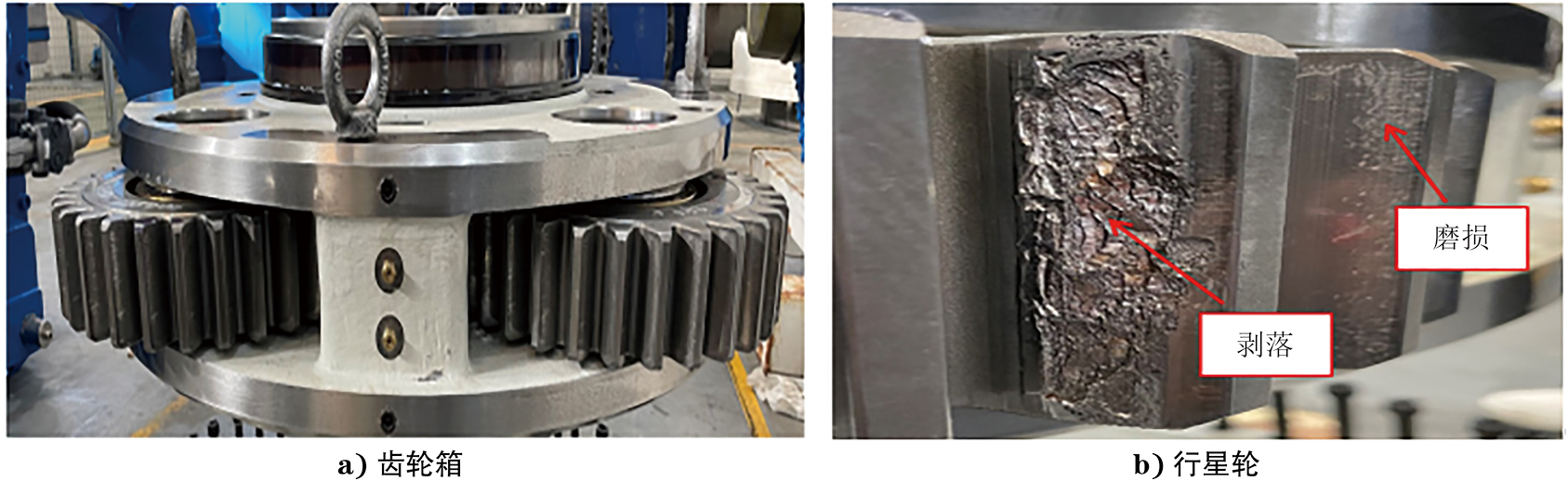
齿轮箱及剥落行星轮的宏观形貌如图2所示。由图2可知:齿轮箱拆解后发现三级行星轮、三级太阳轮、三级内齿圈齿面均有不同程度损伤;三级行星轮齿面损伤最严重,4个三级行星轮中1个行星轮的1颗齿与太阳轮啮合齿面发生了严重剥落,其余3个三级行星轮齿面只存在磨损,与行星轮啮合运转的三级太阳轮和三级内齿圈齿面存在轻微磨损。
根据零件损伤类型、损伤程度以及齿轮间的相互啮合关系,可以判断三级行星轮首先发生剥落,剥落碎屑导致三级太阳轮和三级内齿圈啮合齿面发生磨损现象。
在剥落行星轮上取样,按照GB/T 20125—2006 《低合金钢 多元素的测定 电感耦合等离子体发射光谱法》对试样进行化学成分分析,结果如表1所示。由表1可知:试样的化学成分符合EN 10084—2008 《渗碳钢交货技术条件》对18CrNiMo7-6钢的要求。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Al | Cu | |
| 实测值 | 0.17 | 0.22 | 0.57 | 0.006 | 0.006 | 1.61 | 1.51 | 0.29 | 0.02 | 0.05 |
| 标准值 | 0.15~0.21 | ≤0.40 | 0.50~0.90 | ≤0.015 | ≤0.010 | 1.50~1.80 | 1.40~1.70 | 0.25~0.35 | 0.02~0.05 | ≤0.20 |
在剥落行星轮上取样,按照GB/T 10561—2005《钢中非金属夹杂物含量的测定》对试样进行非金属夹杂物分析,结果如表2所示。由表2可知:剥落行星轮的非金属夹杂物符合技术要求。
| 项目 | A类 | B类 | C类 | D类 | DS类 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | ||
| 实测值 | 0 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 0 |
| 技术要求 | ≤1.5 | ≤1.0 | ≤1.0 | ≤0.5 | ≤0.5 | ≤0.5 | ≤1.0 | ≤1.0 | ≤1.0 |
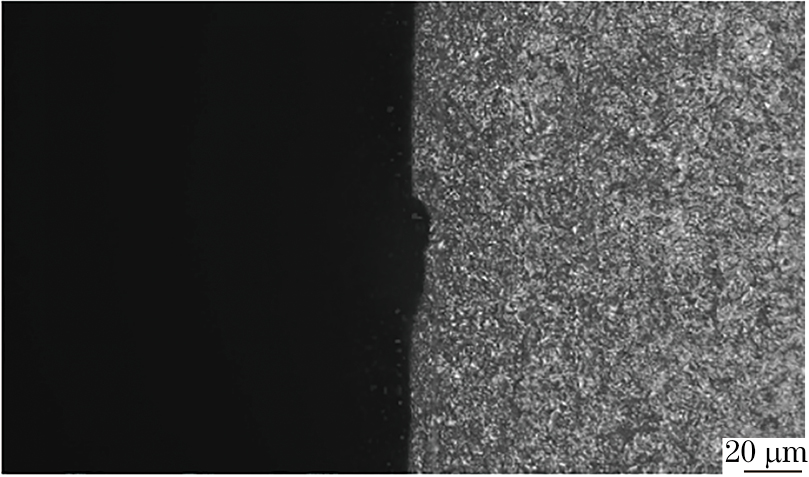
在剥落行星轮上取样,分别按照JB/T 6141.3—1992 《重载齿轮渗碳金相检验》、GB/T 9450—2005 《钢件渗碳淬火硬化层深度的测定和校核》、GB/T 25744—2010 《钢件渗碳淬火回火金相检验》和图纸要求,对试样的显微组织、齿面硬度、硬化层等进行分析,试样的齿面硬度和硬化层分析结果如表3所示,显微组织分析结果如表4所示,齿面节圆的显微组织形貌如图3所示,齿根内氧化微观形貌如图4所示。由表3,4和图3,4可知:齿根内氧化深度、齿面硬度、齿根马氏体级别、齿根残留奥氏体级别均不符合相应技术要求。
| 项目 | 节圆硬度/HRC | 齿根硬度/HRC | 心部硬度/HRC | 心部晶粒度/级 | 表面碳元素质量分数/% | 有效硬化层深度/mm | 晶界内氧化深度/μm | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 左齿面 | 右齿面 | 左齿面 | 右齿面 | 左齿面 | 右齿面 | 节圆 | 齿根 | ||||
| 实测值 | 57.5 | 57.4 | 59.5 | 57.8 | 39.6 | 9.1 | 0.81 | 2.45 | 2.58 | 0 | 35.7 |
| 技术要求 | 58~62 | ≥55 | 35~45 | ≥6 | 0.60~0.85 | 2.16~2.88 | ≤25 | ||||
| 项目 | 左齿面节圆实测值 | 右齿面节圆实测值 | 左齿根实测值 | 右齿根实测值 | 技术要求 |
|---|---|---|---|---|---|
| 马氏体 | 2 | 2 | 5 | 5 | 1~3 |
| 残留奥氏体 | 2 | 2 | 4 | 5 | |
| 碳化物 | 1 | 1 | 1 | 2 |
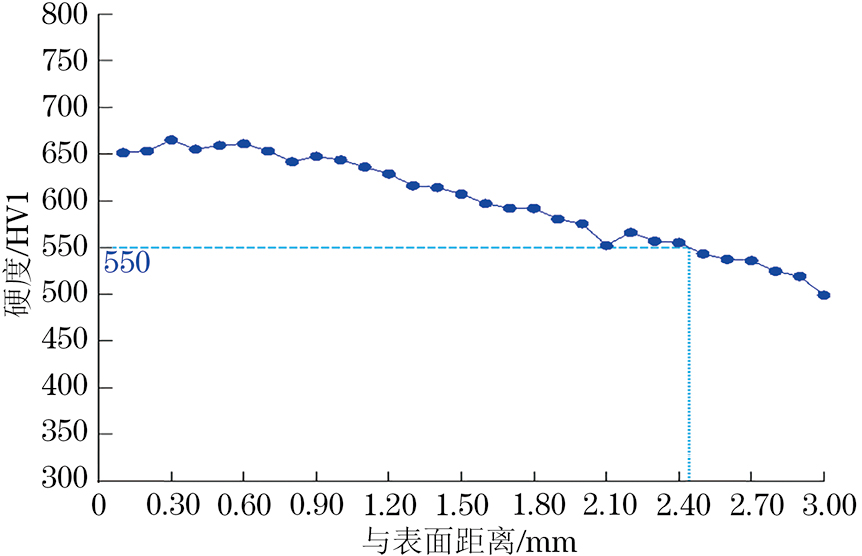
在剥落行星轮上取样,按照GB/T 9450—2005 在左右齿面节圆位置进行硬度梯度测试,结果如图5所示。由图5可知:左齿面渗碳层深度为2.45 mm,右齿面渗碳层深度为2.58 mm,满足设计要求(2.16~2.88 mm)。
在剥落行星轮上取样,将试样在乙醇中超声清洗,然后烘干,采用扫描电镜对试样进行观察,结果如图6所示。由图6可知:大剥落坑是以初期剥落为裂纹源进一步剥落而成的,裂纹源处未发现原材料冶金缺陷;裂纹源位于齿面,轮齿表面形成裂纹后,在齿面啮合过程中,表面金属发生了明显塑性变形,形成了鳞片,鳞片的伸长方向即为两啮合齿面的相对滑动方向;部分剥落处可以看到明显的疲劳条带。
将剥落行星轮清洗后,采用三坐标仪对其加工尺寸进行检测[2],行星轮精度检测结果如表5所示。由表5可知:齿轮在自由状态下的加工精度满足图纸要求,与三级太阳轮啮合的右齿面磨损相对严重,磨损尺寸约为10.6 μm。
| 项目 | 齿廓总偏差 | 螺旋线总偏差 | 单个齿距偏差 | 齿距累积总偏差 | 径向跳动 | |
|---|---|---|---|---|---|---|
| 实测值 | 左齿面 | 5 | 9 | 3 | 12 | 7 |
| 右齿面 | 13 | 9 | 4 | 16 | 7 | |
| 技术要求 | ≤16 | ≤13 | ±10 | ≤36 | ≤29 | |
对剥落齿轮箱相应的机组进行温度分析,机组在并网发电到故障停机的过程中,温度一直处于正常范围内,但齿轮箱的油温有轻微上升现象,原因是齿轮箱齿面剥落情况加剧,碾压的碎屑进入油路中,引起润滑油量减少,导致油温升高。
将齿轮箱并网至故障期间的运行数据最大值与额定值进行对比,结果如表6所示。
| 项目 | 电机转速/(r·min-1) | 发电机功率/kW | 齿轮箱润滑油温度/℃ | 主轴承温度/℃ | 二级行星架发电机侧轴承温度/℃ | 二级行星架轮毂侧轴承温度/℃ |
|---|---|---|---|---|---|---|
| 最大值 | 1 054 | 4 245 | 56 | 42.4 | 55.2 | 51.6 |
| 额定值 | 1 054 | 4 250 | 65 | 65 | 75.0 | 75.0 |
该机组齿轮箱采取三级行星结构,其中A1口对应主轴承润滑油压,A2口对应一级行星润滑油压,A3口对应二级行星润滑油压,A4口对应三级行星润滑油压。对机组并网以来A1、A2、A3、A4润滑口进行油压分析,均在正常压力范围内。
三级行星轮齿面发生了严重剥落,三级太阳轮和三级内齿圈齿面存在轻微磨损,根据零件损伤类型、损伤程度以及齿轮间的相互啮合关系,可以判断三级行星轮首先发生损伤[3]。三级行星轮齿面接触、齿根弯曲疲劳强度和极限强度安全系数及胶合安全系数等指标均满足相关标准要求。该机型齿轮箱已安装使用几百台,截至目前发生该类问题的齿轮箱只有1台,因此可以排除因设计不当而导致剥落的可能。三级行星齿轮在自由状态下的加工精度满足图纸要求,说明零件加工没有异常。三级行星轮齿的表面硬度、内氧化深度、马氏体级别、残留奥氏体级别等多项指标均不符合设计要求,说明渗碳淬火质量较差。齿面硬度低会降低齿轮齿面接触强度,缩短齿轮的使用寿命,马氏体粗大、残余奥氏体含量多会影响齿轮的性能和尺寸稳定性[4]。内氧化层深,说明晶界氧化程度严重,显微裂纹会沿晶界快速扩展。机组在并网发电到故障停机时,相关温度和压力数据均处在正常范围内,说明运行维护没有明显异常。
三级行星轮齿面发生了严重剥落,三级行星轮齿面硬度、内氧化深度、马氏体级别、残留奥氏体级别等指标不符合设计要求,热处理质量差,降低了齿面接触强度,缩短了齿轮的使用寿命,渗碳淬火质量差是三级行星轮齿面剥落的主要原因。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号