图 1 电解双喷的DOE试验设计与分析流程示意

制备透射电镜试样的方法包括电解双喷、离子减薄和聚焦离子束等,试样制备的质量对研究材料的显微组织至关重要[1-2]。采用电解双喷法制备金属材料的透射电镜试样,该方法的优点是制样效率高和成本低。目前,国内外的研究方向主要集中在透射电镜试样制备后的显微组织表征与试验分析,关于试样制备工艺流程的系统性研究较少[3-5]。笔者利用电解双喷仪和场发射透射电镜,设计了透射电镜的试样制备工艺试验,分析了电解双喷试验工艺参数对制样结果的影响,以缩短试验周期和提高测试效率。
DOE试验设计是研究多个因子变量与响应变量关系的有效方法,图1为电解双喷的DOE试验设计与分析流程。流程主要包括透射电镜试样预制、选择试验因子和水平、正确的试验设计方法以及试验模型的验证分析。通过以上4个步骤的试验设计,可以对电解双喷的试样制备工艺进行标准化研究,形成具有实际参考价值的透射电镜制样流程,提供应用测试分析服务案例。
根据JY/T 0581—2020 《透射电子显微镜分析方法通则》,选择DC56D+Z钢为试验对象,在电解双喷试验之前进行试样预制。采用线切割方法将试样制成尺寸(长度×宽度×高度)为50 mm×50 mm×1 mm的试样,依次用粒度为300,600,1 000目(1目=25.4 mm)的砂纸磨制试样,用丙酮清洗试样,然后进行冲片处理,使试样的直径为3 mm、厚度小于100 μm。利用电解双喷方法制备透射电镜试样。
在电解双喷试验中,选择不同的因子会影响制备结果的主要参数。影响电解双喷试样制备质量的因素主要包括电解液的成分和浓度、双喷温度、双喷电压、光止值、双喷液流速和试样厚度等。电解双喷液选用5%(体积分数,下同)HClO4+95%C2H5OH溶液。将小圆片试样固定于夹具中,并将夹具置于电解双喷台上,利用设备特有的预扫描功能,可获得双喷电压的推荐值。将双喷电压的水平控制在推荐扫描值及其附近值,包括25,30,35,40,45 V。为了研究光止值对电解双喷试验结果的影响,电解双喷的光止值水平包括25,50,75,100,125,光止值为设备内置相对值,无单位。不同电解双喷温度下的双喷液黏滞性不同,而流速的选择与此密切相关,选择在某一电解双喷液温度(-25 ℃)条件下,分析不同电解双喷液的流速对试样制备结果的影响。将试样夹具从电解双喷台中取出,启动循环泵,并观察喷口处的两束液柱。流速的水平选择依据两束液柱刚好接触时对应的流速及其附近值,分别设置为12.5,15,17.5,20,22.5,该值为设备内置相对值,无单位。在满足试样厚度小于100 μm的情况下,选择试样厚度为30,40,50,60,70 μm。电解双喷设备显示的试验结果参数包括抛光时间和抛光电流,以此作为响应变量依据,来设计中心复合响应曲面试验。
响应曲面试验方法中最常用的是中心复合设计,表1为DC56D+Z钢的电解双喷中心复合响应曲面试验设计排列。基于试验因子和水平,试验时电解双喷的工艺参数要根据设备精度设定与水平最接近值。试验分析模型既包括因子主效应和交互效应的影响,又包括弯曲效应的影响。
| 标准序 | 运行序 | 试验点类型 | 区组 | 双喷电压/V | 光止值 | 流速 | 试样厚度/μm |
|---|---|---|---|---|---|---|---|
| 11 | 1 | 1 | 1 | 30 | 100 | 15.0 | 60 |
| 6 | 2 | 1 | 1 | 40 | 50 | 20.0 | 40 |
| 9 | 3 | 1 | 1 | 30 | 50 | 15.0 | 60 |
| 13 | 4 | 1 | 1 | 30 | 50 | 20.0 | 60 |
| 15 | 5 | 1 | 1 | 30 | 100 | 20.0 | 60 |
| 7 | 6 | 1 | 1 | 30 | 100 | 20.0 | 40 |
| 1 | 7 | 1 | 1 | 30 | 50 | 15.0 | 40 |
| 12 | 8 | 1 | 1 | 40 | 100 | 15.0 | 60 |
| 29 | 9 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 2 | 10 | 1 | 1 | 40 | 50 | 15.0 | 40 |
| 24 | 11 | -1 | 1 | 35 | 75 | 17.5 | 70 |
| 3 | 12 | 1 | 1 | 30 | 100 | 15.0 | 40 |
| 27 | 13 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 26 | 14 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 5 | 15 | 1 | 1 | 30 | 50 | 20.0 | 40 |
| 28 | 16 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 25 | 17 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 19 | 18 | -1 | 1 | 35 | 25 | 17.5 | 50 |
| 30 | 19 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 31 | 20 | 0 | 1 | 35 | 75 | 17.5 | 50 |
| 21 | 21 | -1 | 1 | 35 | 75 | 12.5 | 50 |
| 4 | 22 | 1 | 1 | 40 | 100 | 15.0 | 40 |
| 18 | 23 | -1 | 1 | 45 | 75 | 17.5 | 50 |
| 8 | 24 | 1 | 1 | 40 | 100 | 20.0 | 40 |
| 14 | 25 | 1 | 1 | 40 | 50 | 20.0 | 60 |
| 22 | 26 | -1 | 1 | 35 | 75 | 22.5 | 50 |
| 16 | 27 | 1 | 1 | 40 | 100 | 20.0 | 60 |
| 17 | 28 | -1 | 1 | 25 | 75 | 17.5 | 50 |
| 20 | 29 | -1 | 1 | 35 | 125 | 17.5 | 50 |
| 10 | 30 | 1 | 1 | 40 | 50 | 15.0 | 60 |
| 23 | 31 | -1 | 1 | 35 | 75 | 17.5 | 30 |
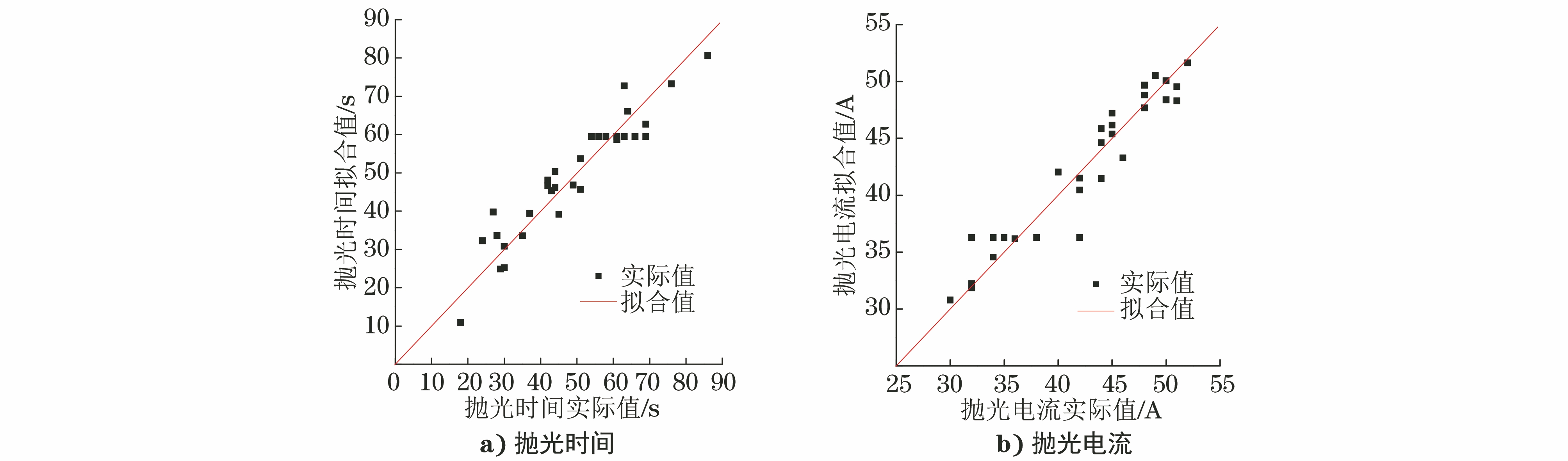
根据表1安排完成电解双喷试验,对因子变量和响应变量进行回归分析。试样性质差异等因素会影响试验结果的误差,因此需要对试验分析结果的异常点至少进行3次重复试验,并取其平均值,得到置信度为95%的DC56D+Z钢电解双喷试验结果分析模型。对抛光时间和抛光电流的拟合值和实际值进行对比,并绘制系统散点图,结果如图2所示。由图2可知:散点图的响应变量拟合值和实际值基本分布在45°线附近,验证了试验分析模型的准确性。
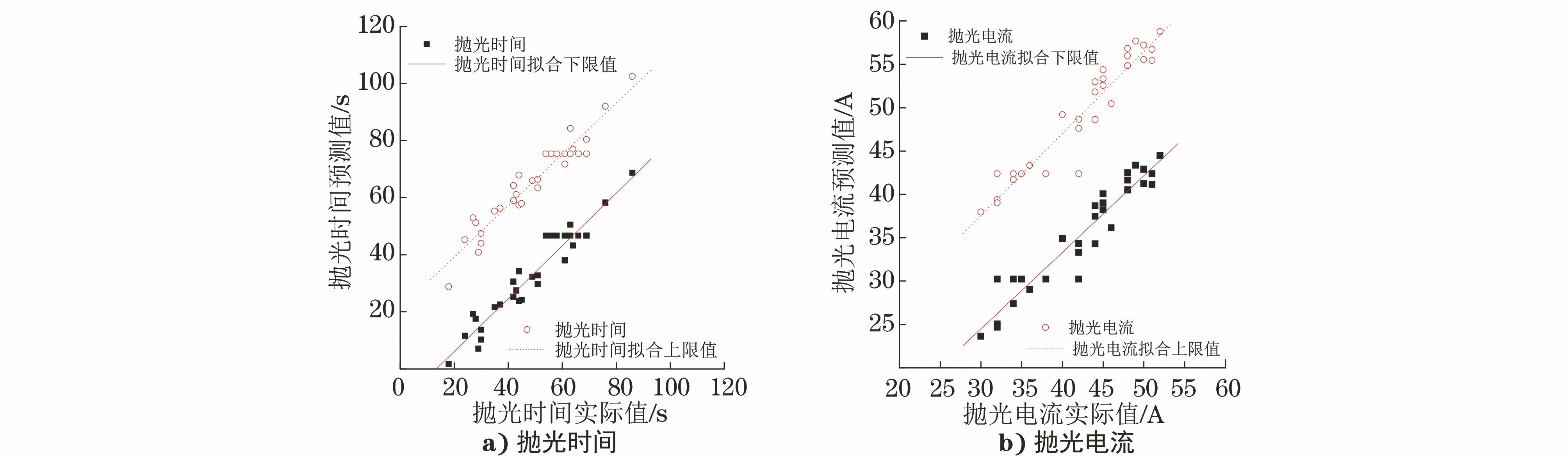
为了指导实际电解双喷工艺试验,在此试验工艺条件的95%预测区间,对抛光时间和抛光电流范围进行预测,结果如图3所示。由图3可知:抛光时间预测为1.6~102.4 s,抛光电流预测为23.6~58.8 A,结果可为电解双喷的试验工艺提供参考。
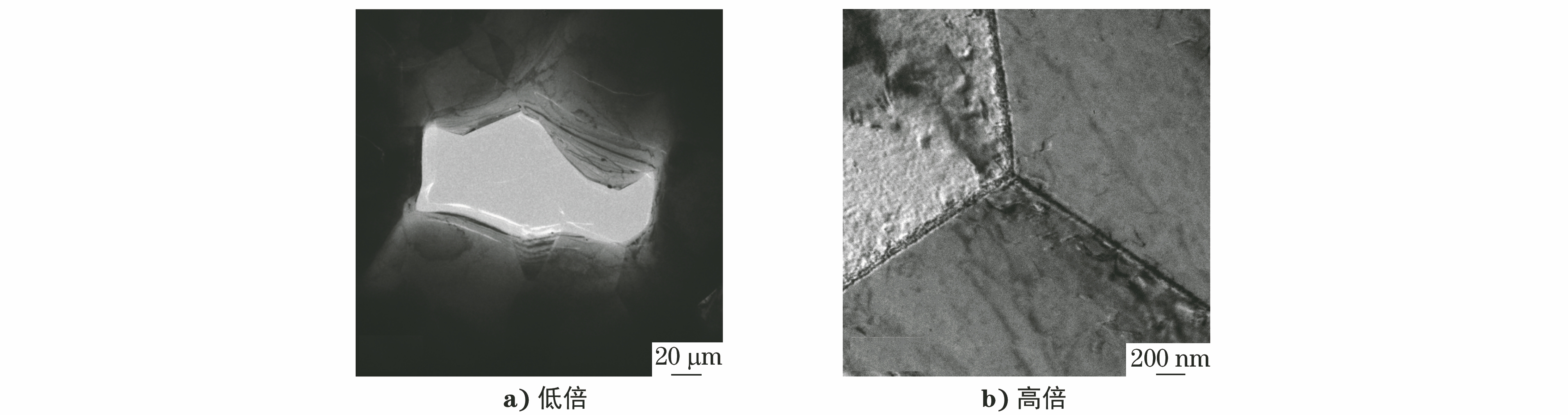
为了验证电解双喷试验后的试样制备效果,对电解双喷后的DC56D+Z钢试样进行透射电镜分析,结果如图4所示。由图4可知:在低倍下可以观察到试样薄区形态,找到试样薄区的合适位置,可以在较高倍数下明显地分辨出DC56D+Z钢的晶界特征。
(1) 选择DC56D+Z钢的电解双喷主要影响因子,包括双喷电压、光止值、流速、试样厚度等,响应变量包括抛光时间和抛光电流。综合考虑因子的主效应、交互效应和弯曲效应的影响,制定了中心复合响应曲面试验方案。
(2) 通过回归分析建立了响应变量和因子变量的关系模型,并利用散点图进行试验分析模型检验。在该试验参数选择条件下,对响应变量进行了范围预测,得到抛光时间预测为1.6~102.4 s,抛光电流预测为23.6~58.8 A。在该条件下对DC56D+Z钢进行透射电镜分析,可以清晰地分辨出材料的晶界特征。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号