图 1 断裂螺栓宏观形貌

20世纪90年代末,研究人员开发了一种用于航空发动机的新型抗氧化低膨胀高温合金Inconelalloy783,即GH6783合金[1]。超超临界汽轮机组的高温螺栓大部分由GH6783合金材料制造而成[2]。GH6783合金中的铝元素质量分数为5%~6%,铝元素促进了合金中β-NiAl相沿晶界析出,提高了材料的应力加速晶界氧化(SAGBO)抗力,延长了材料的持久寿命[3]。同时,材料中有序分布的γ'相使γ基体合金具有较高的强度[4]。
某电厂汽轮机中压主汽门螺栓材料为GH6783合金,在进行机组检修时,螺栓在回装热紧过程中发生断裂。笔者采用一系列理化检验方法分析了螺栓断裂的原因,以避免该类问题再次发生。
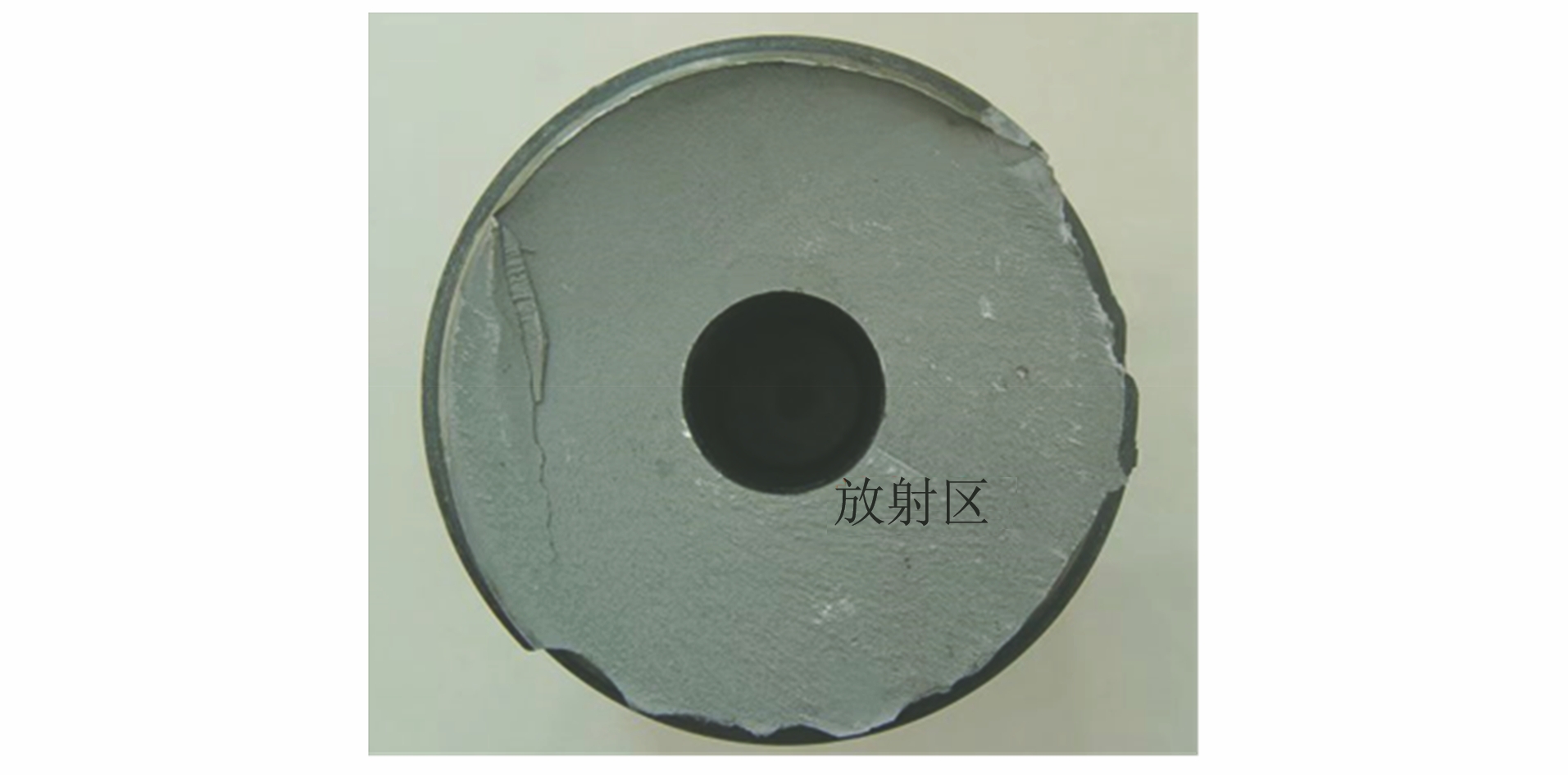
断裂螺栓的宏观形貌如图1所示。由图1可知:螺栓断裂位置为靠近光杆的第1~2个螺牙处,应力集中程度最严重的断面垂直于螺栓纵向[5],断面外侧边缘存在整圈与螺栓轴向夹角约为45°的剪切唇区,剪切唇区表面光滑;断面存在一处台阶,台阶由基本平行、高度不同的裂纹连接而成,裂纹位于解理面上,由中心孔向外扩展。
将断口用超声波清洗,观察其宏观形貌,结果如图2所示。由图2可知:断面洁净,无明显旧断区;螺栓中心孔至断面外侧边缘区域可见放射状花样,为断口的放射区,呈典型的脆性断裂特征;中心孔内壁的机械加工痕迹粗糙。该螺栓断口符合拉伸断口的宏观形貌特征,由中心孔向外表面扩展断裂。
采用光谱仪对断裂螺栓进行化学成分分析,结果如表1所示。由表1可知:断裂螺栓的成分符合生产厂家的标准要求。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cr | Ni | Fe | Al | Nb | Si | Ti | C | B | Co | |
| 实测值 | 3.19 | 28.9 | 26.7 | 5.27 | 2.85 | 0.34 | 0.26 | 0.028 | 0.008 | 余量 |
| 标准值 | 2.50~3.50 | 26.0~30.0 | 24.0~27.0 | 5.00~6.00 | 2.50~3.50 | ≤0.50 | ≤0.40 | ≤0.03 | 0.003~0.012 | 余量 |
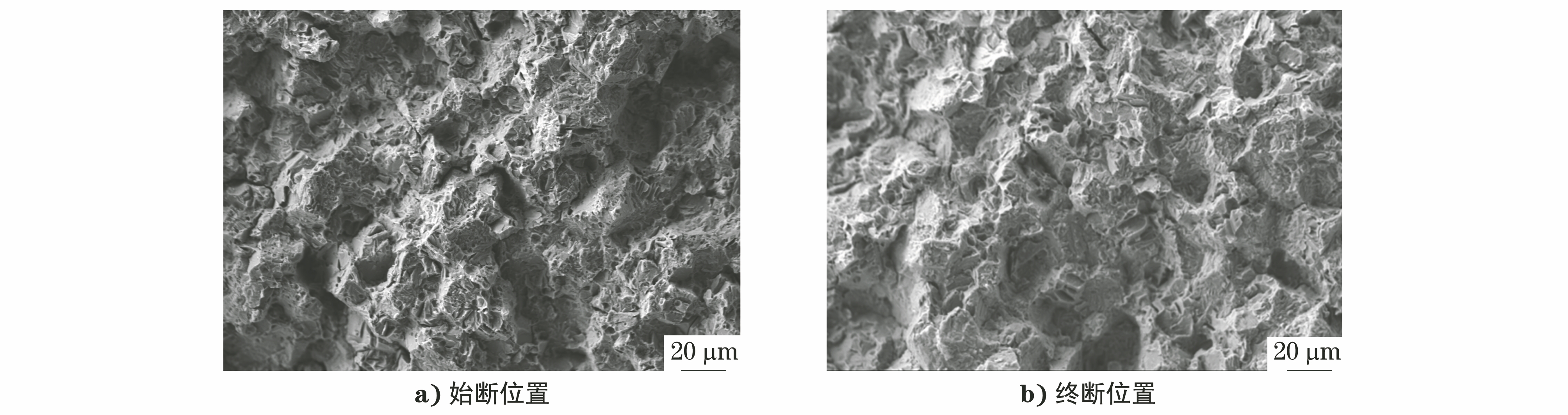
将断口用无水乙醇超声波清洗后,采用扫描电镜对断口进行观察,结果如图3所示。由图3可知:清洗后的断面洁净,无明显旧断区;断口以沿晶断裂为主,属于脆性断裂;未发现明显腐蚀产物及疲劳裂纹扩展条纹。
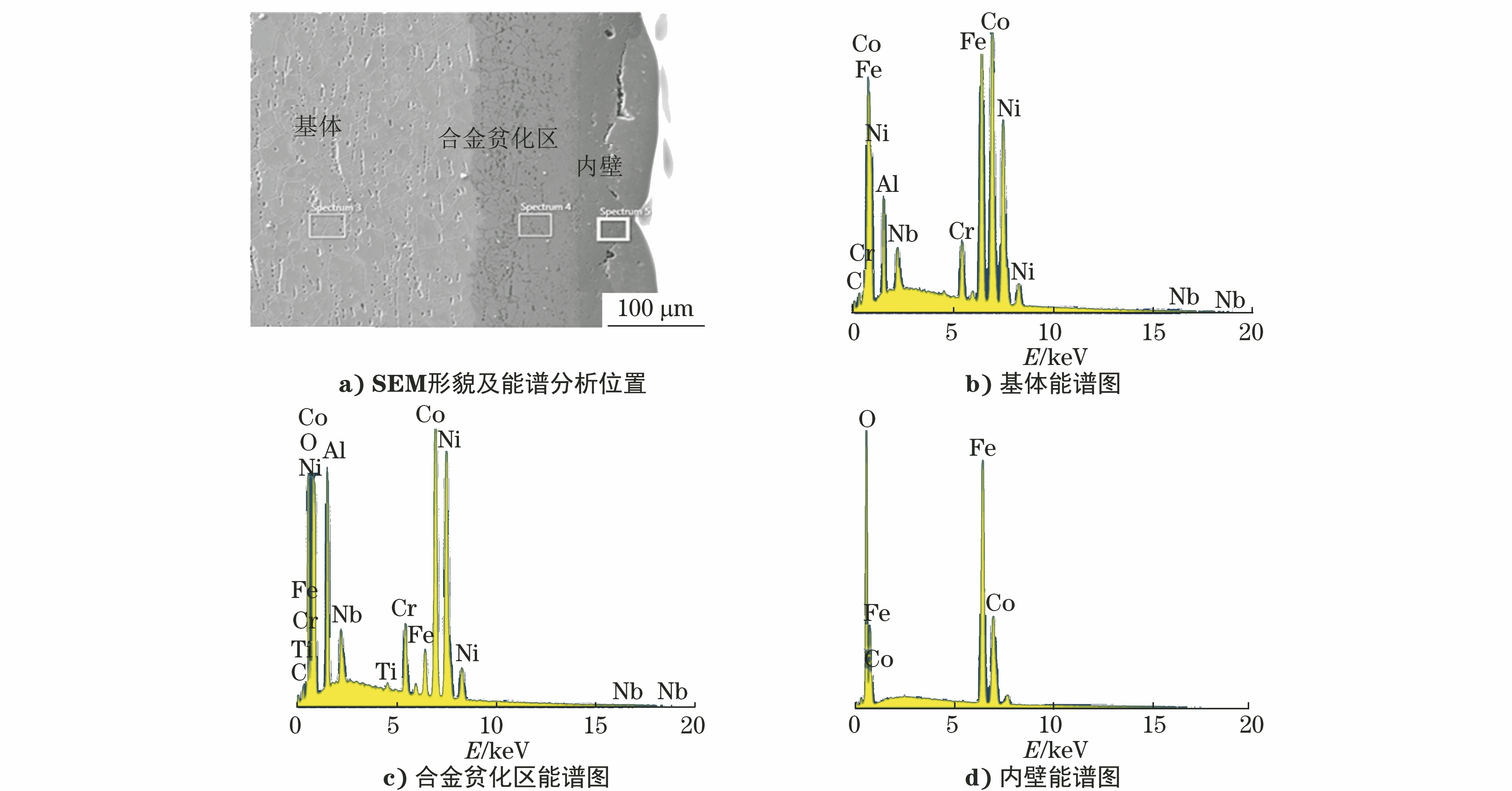
将螺栓断裂处沿纵向剖开,并将剖面打磨光滑,使用扫描电镜及能谱仪对其进行分析,结果如图4所示。由图4可知:靠近内壁基体存在合金贫化区,且合金贫化区的氧元素质量分数为11.2%,内壁氧元素的质量分数为21.8%,内壁的氧元素含量较高于合金贫化区,说明在应力场作用下,氧元素由内壁沿晶界向基体发生了扩散[6];基体中未见蠕变孔洞,螺栓中心孔内壁附近存在微观裂纹。
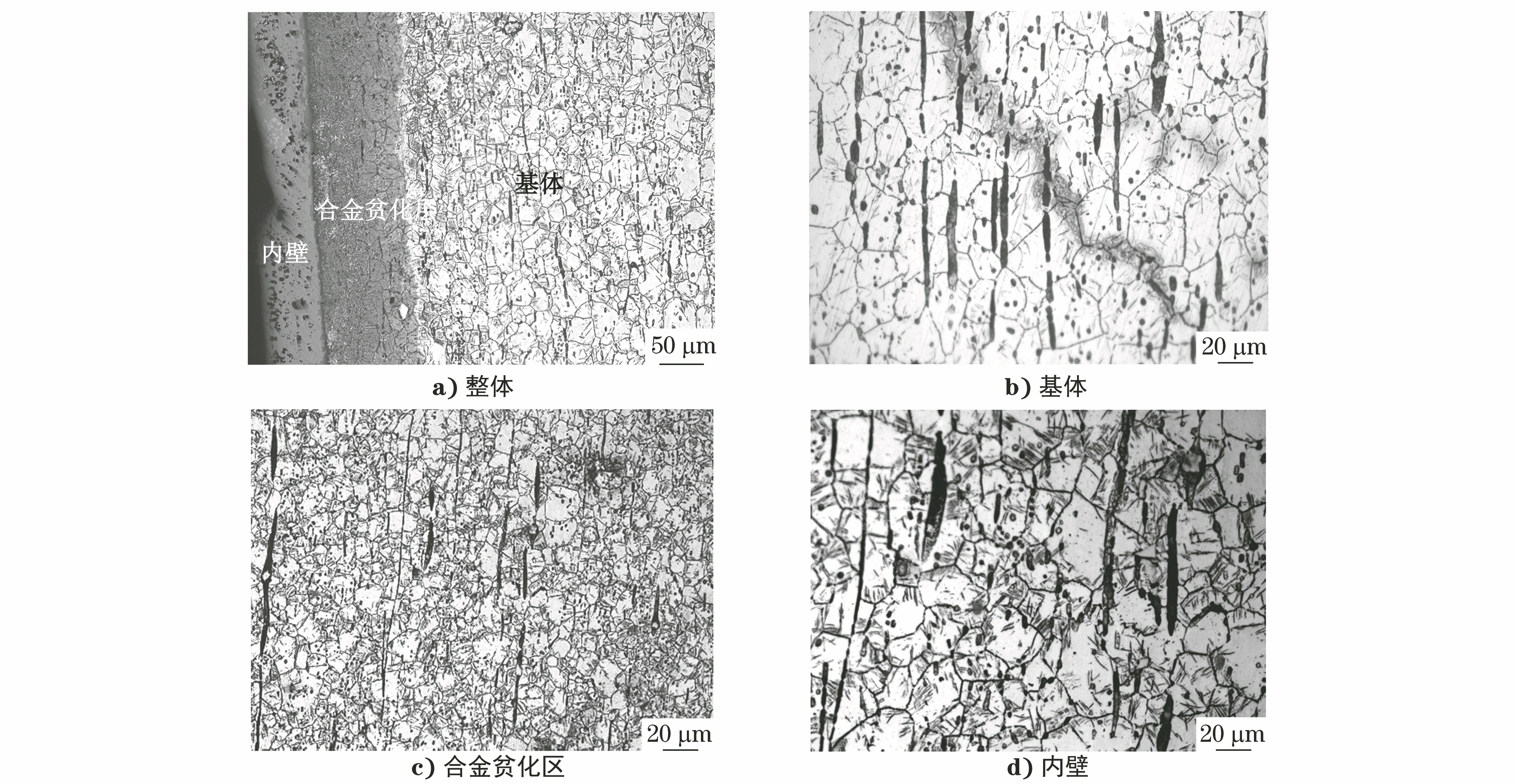
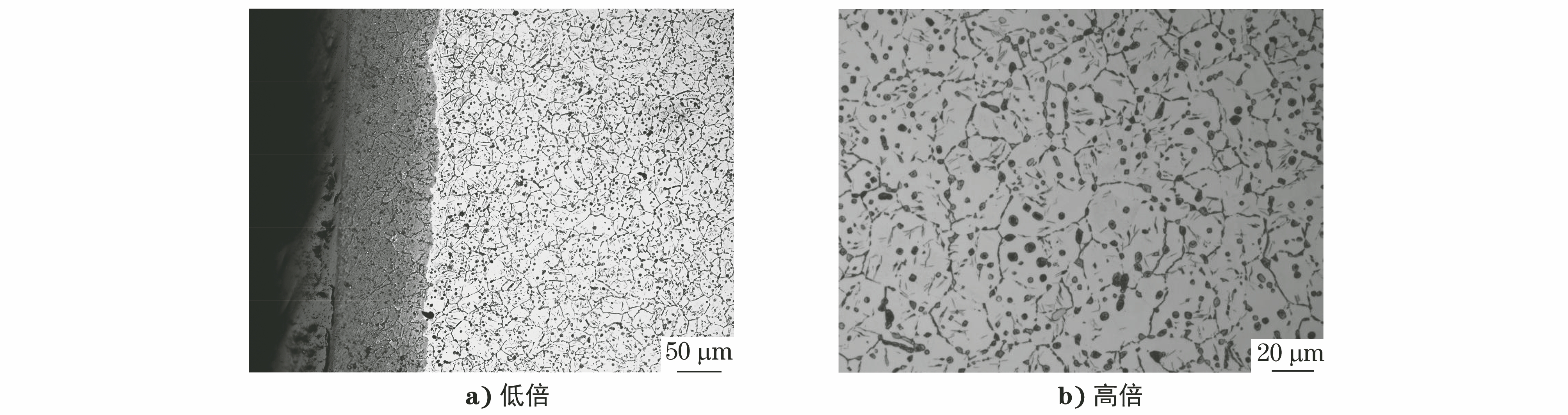
在断裂螺栓的光滑断面附近切取纵向试样,将试样预磨、抛光、腐蚀,再进行金相检验,结果如图5所示。由图5可知:在中心孔附近存在合金贫化层,附近裂纹端部沿晶扩展;断裂螺栓的显微组织为γ基体+γ′+β相(颗粒状、长条状),晶界附近存在大量的针状第二相,其中部分β相呈长条状且平行于螺栓轴向分布,为铸造凝固过程析出的粗大β-NiAl相在后续变形锻造过程中被拔长所致,未见连续的网状二次β相分布于晶界[7],说明该断裂螺栓固溶处理温度可能偏低,且β时效处理不合格。
对同批次未断裂螺栓取样,对试样进行金相检验,结果如图6所示。由图6可知:未断裂螺栓的显微组织为γ基体+γ′+β相(颗粒状)+少量针状第二相,未见平行于螺栓轴向的长条状β相。在断裂螺栓及未断裂螺栓组织中均存在针状第二相,原因是螺栓长期处于高温工况环境。
参照DL/T439—2018 《火力发电厂高温紧固件技术导则》对断裂螺栓及同批次未断螺栓进行力学性能测试,结果如表2所示。由表2可知:断裂螺栓的硬度、抗拉强度、规定非比例延伸强度和断后伸长率均高于标准要求,断裂螺栓的冲击吸收能量低于未断裂螺栓,说明断裂螺栓的强度较高,抗冲击载荷的能力低[8]。
| 项目 | 硬度/HBW | 冲击吸收能量/J | 规定非比例延伸强度/MPa | 抗拉强度/MPa | 断后伸长率/% | ||||
|---|---|---|---|---|---|---|---|---|---|
| 横向 | 纵向 | ||||||||
| V型缺口 | U型缺口 | V型缺口 | U型缺口 | ||||||
| 断裂螺栓 | 实测值 | 372,387,377 | 3.7,4.7,3.5 | 6.5,6.5,6.0 | 5.4,4.7,4.8 | 10.1,10.0,10.7 | 1 063,1 061,1 038 | 1 194,1 177,1 157 | 4.5,4.0,4.5 |
| 平均值 | 379 | 4.0 | 6.3 | 5.0 | 10.3 | 1 054 | 1 176 | 4.3 | |
| 同批次未断裂螺栓 | 实测值 | 348,353,355 | 5.4,5.5,5.1 | 8.7,8.0,9.8 | 6.5,6.3,5.9 | 13.2,13.2,11.8 | 952,953,962 | 1 309,1 323,1 330 | 18,15,18 |
| 平均值 | 352 | 5.3 | 8.8 | 6.2 | 12.7 | 956 | 1 321 | 17 | |
| 标准值 | ≤360 | - | - | - | - | ≥725 | ≥1100 | ≥12 | |
材料为GH6783合金的螺栓膨胀系数较小,其热紧时厂家规定的加热温度应为600~700 ℃。经确认,在热紧固螺栓过程中,安装人员未严格按照热紧规范进行操作,对螺栓中心孔加热时,未实时测量螺栓温度,导致加热棒温度达到1 000 ℃以上,因此螺栓中心孔附近基体存在合金贫化区,这是造成中心孔壁产生沿晶氧化裂纹的原因之一。
螺栓的断裂性质为高温应力下的沿晶脆性断裂[9]。在中心孔附近及合金贫化区存在氧元素,基体中未见蠕变孔洞,因此排除γ/γ′相界面的细微孔洞导致蠕变断裂的原因[10]。螺栓断裂是由应力促进中心孔表面沿晶氧化脆性导致。氧元素在应力作用下沿晶界进行扩散,且氧原子在晶界偏聚进一步产生氧化物,导致晶界内聚力降低,最终造成晶界脆化,冲击吸收能量降低,即应力促进晶界氧化脆性。当外加应力高于局部晶界强度时,在机械加工精度不高处会产生沿晶裂纹[11]。另外,在断裂螺栓及未断螺栓的组织中,均发现β相中析出针状第二相,使材料性能发生了变化,而且第二相中又析出了针状较脆新相,这些新相破坏了β相的结构,从而出现晶界脆化现象。
GH6783合金汽轮机螺栓的标准热处理工艺为:(1 121±10) ℃,1 h,空冷,固溶→(843±8) ℃,2~4 h,空冷,β时效→(718±8) ℃,8 h,炉冷(冷却速率为55 ℃/h)→(621±8) ℃,8 h,空冷,γ′时效。在β时效过程中,晶界处会生成网状、较窄、连续的β-NiAl相,提高了晶界的抗氧化性,还可以减缓γ′相的析出,抑制生成有害的脆性η相[12]。在一定的温度范围内,GH6783合金强度随固溶温度的升高而降低,且晶粒尺寸随固溶温度的升高而增大[13-14]。经高温固溶处理后,大部分碳化物会固溶到奥氏体基体中[15],但有较多大尺寸的一次β相分布在该断裂螺栓的轴向方向,因此判定该断裂螺栓固溶处理温度偏低,造成螺栓强度偏大。另外,晶界处未见网状β相,说明断裂螺栓的β时效处理不合格,这是造成螺栓断裂的主要原因。
该螺栓断裂性质为应力加速晶界氧化脆性断裂,裂纹萌生于螺栓中心孔壁,β时效处理不当导致晶界未生成网状较窄且连续的β-NiAl相,且晶界抗氧化性较弱,在高温、应力的长期作用下,晶界的氧化脆性加速,形成裂纹源,在热紧固过程中,螺栓中心孔壁的温度较高,使裂纹不断扩展,最终导致螺栓断裂。
建议规范螺栓加工以及热紧固工艺,防止热处理工艺不合格的产品投入使用。提高螺栓表面、螺纹和内孔的加工精度,避免产生机械加工缺陷。在螺栓安装前,对其进行硬度测试、金相检验等检测,确保螺栓合格。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号