Table 1. 试样1,2的化学成分分析结果
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | |
| 试样1实测值 | 0.042 | 0.01 | 0.23 | 0.021 | 0.012 | 0.027 |
| 试样2实测值 | 0.024 | 0.01 | 0.23 | 0.013 | 0.007 | 0.039 |

DC03钢属于低碳、低硅冷轧系列钢种,其广泛应用于小家电领域,目前市面上电暖器生产厂家多使用该系列产品。各厂家生产DC03钢的工艺流程基本类似,主要为:开卷→冲压成型→点焊→缝焊→圆周焊→打压测漏→磷化→喷粉→组装成品→通电检测→成品包装等。通过现场调研,发现DC03钢未焊合现象多出现在点焊阶段。
点焊是指焊接时利用柱状电极,在两块搭接工件接触面间形成焊点的焊接方法,其原理是将工件压紧在两个电极之间,并通以电流,利用电流流经工件接触表面及邻近区域产生的电阻将其加热到熔化或熔融状态,形成金属连接的一种方法[1-2]。某公司生产的DC03钢在下游客户使用过程中,发生了点焊未焊合现象。笔者采用一系列理化检验方法分析了DC03钢点焊未焊合现象产生的原因,并提出改进措施,以避免该类问题再次发生。
分别在点焊未焊合和焊接质量良好的DC03钢上取样,并编号为试样1,2。试样1,2的化学成分分析结果如表1所示。由表1可知:试样1,2的碳元素含量和酸溶铝含量差异较大,试样1的碳元素含量明显偏高,酸溶铝含量偏低。碳元素含量越高,材料的可焊性越差,提高酸溶铝含量可有效改善材料的焊接性能[3-4]。
| 项目 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | |
| 试样1实测值 | 0.042 | 0.01 | 0.23 | 0.021 | 0.012 | 0.027 |
| 试样2实测值 | 0.024 | 0.01 | 0.23 | 0.013 | 0.007 | 0.039 |
试样1,2的力学性能测试结果如表2所示。由表2可知:试样1的屈服强度较高,抗拉强度较高,断后伸长率偏低。屈服强度与晶粒饼形度和平整工艺相关,对焊接性能不产生直接影响,而抗拉强度和断后伸长率受材料的化学成分和组织的影响,高强度、低塑性的材料在冲压变形时易产生加工硬化现象,使材料的硬度变大。
| 试样编号 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% | 加工硬化指数 | 塑性应变比 |
|---|---|---|---|---|---|
| 1 | 195 | 338 | 35.0 | 0.218 | 1.587 |
| 2 | 185 | 316 | 41.5 | 0.205 | 1.592 |
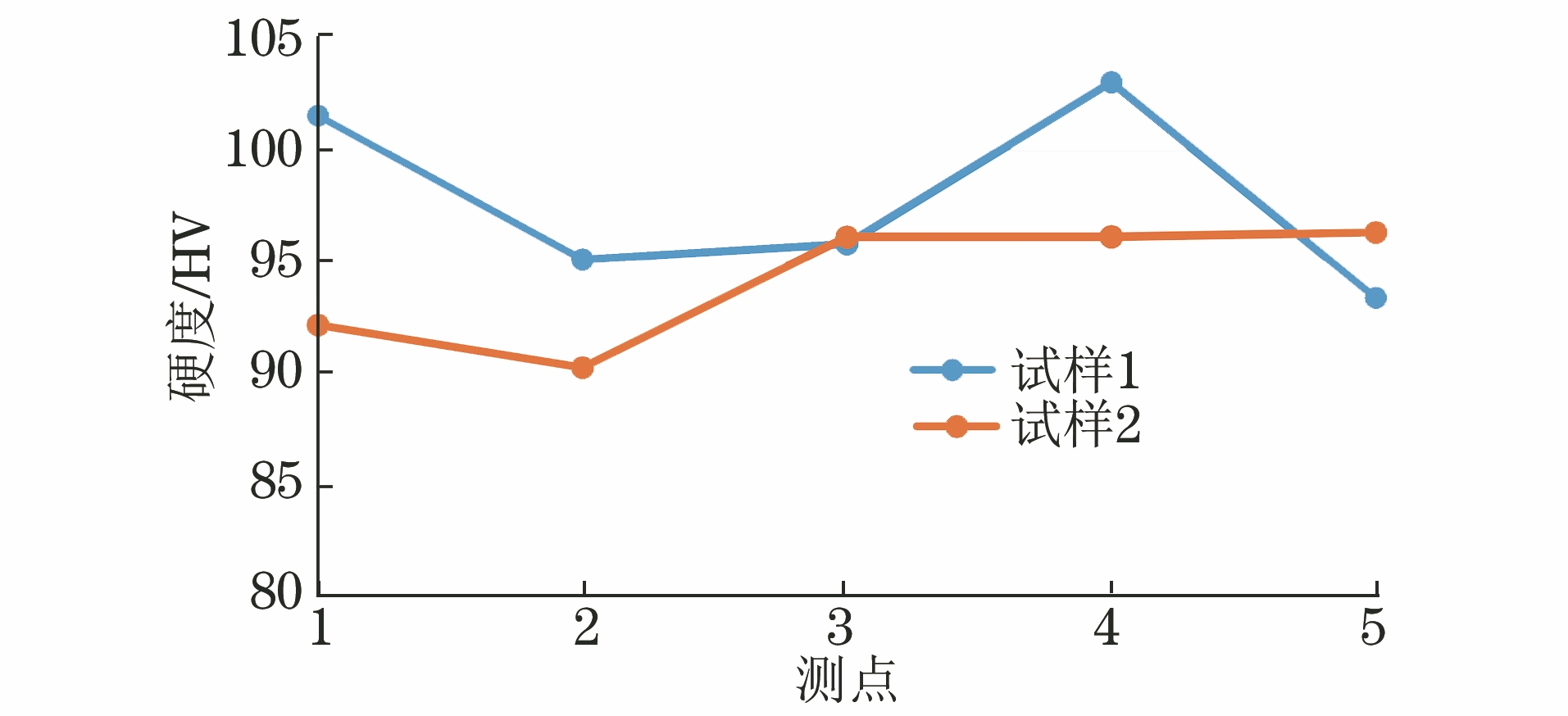
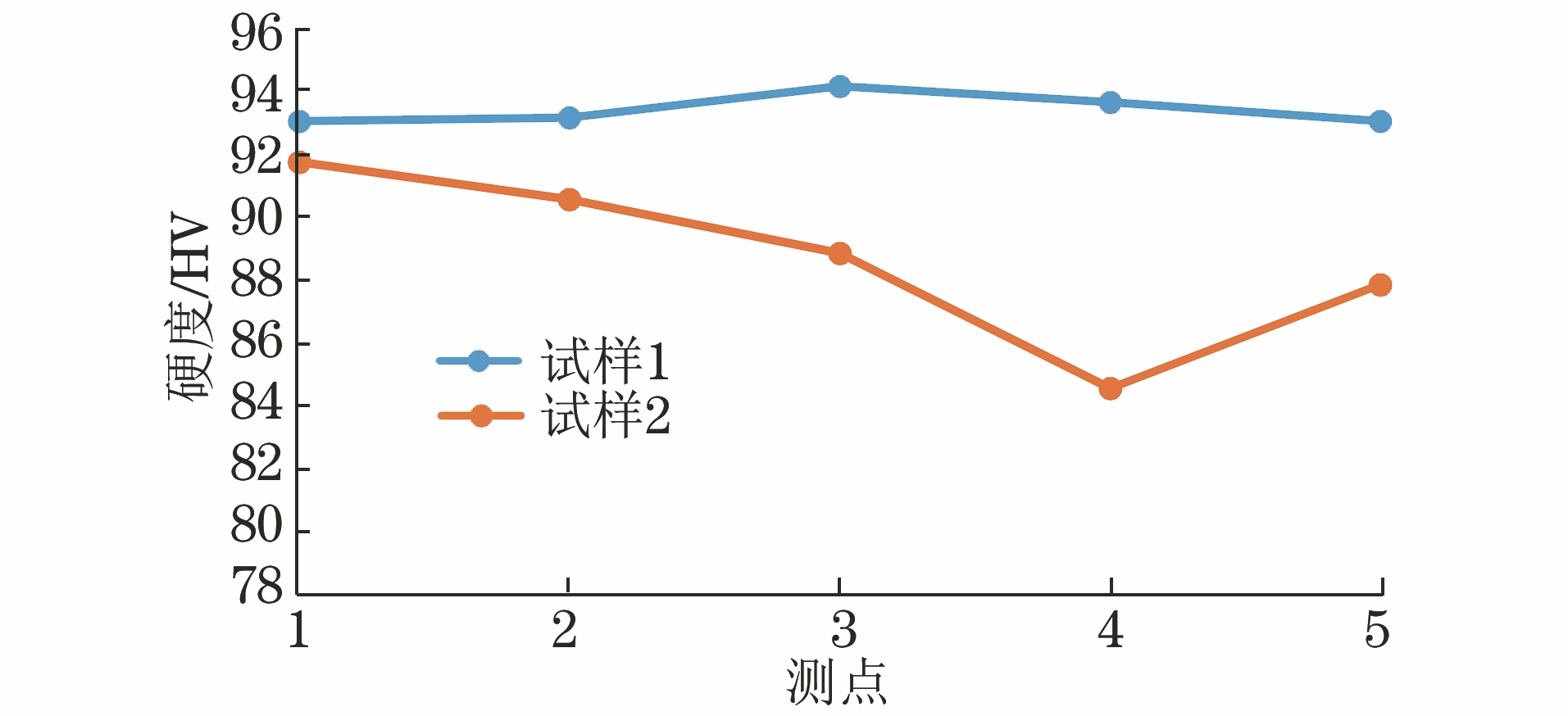
试样1,2表面硬度的测试结果如图1所示,截面硬度测试结果如图2所示。由图1,2可知:试样1整体硬度较高,导致工件与工件之间、工件与电极头之间的接触面积变小,影响了焊接质量。
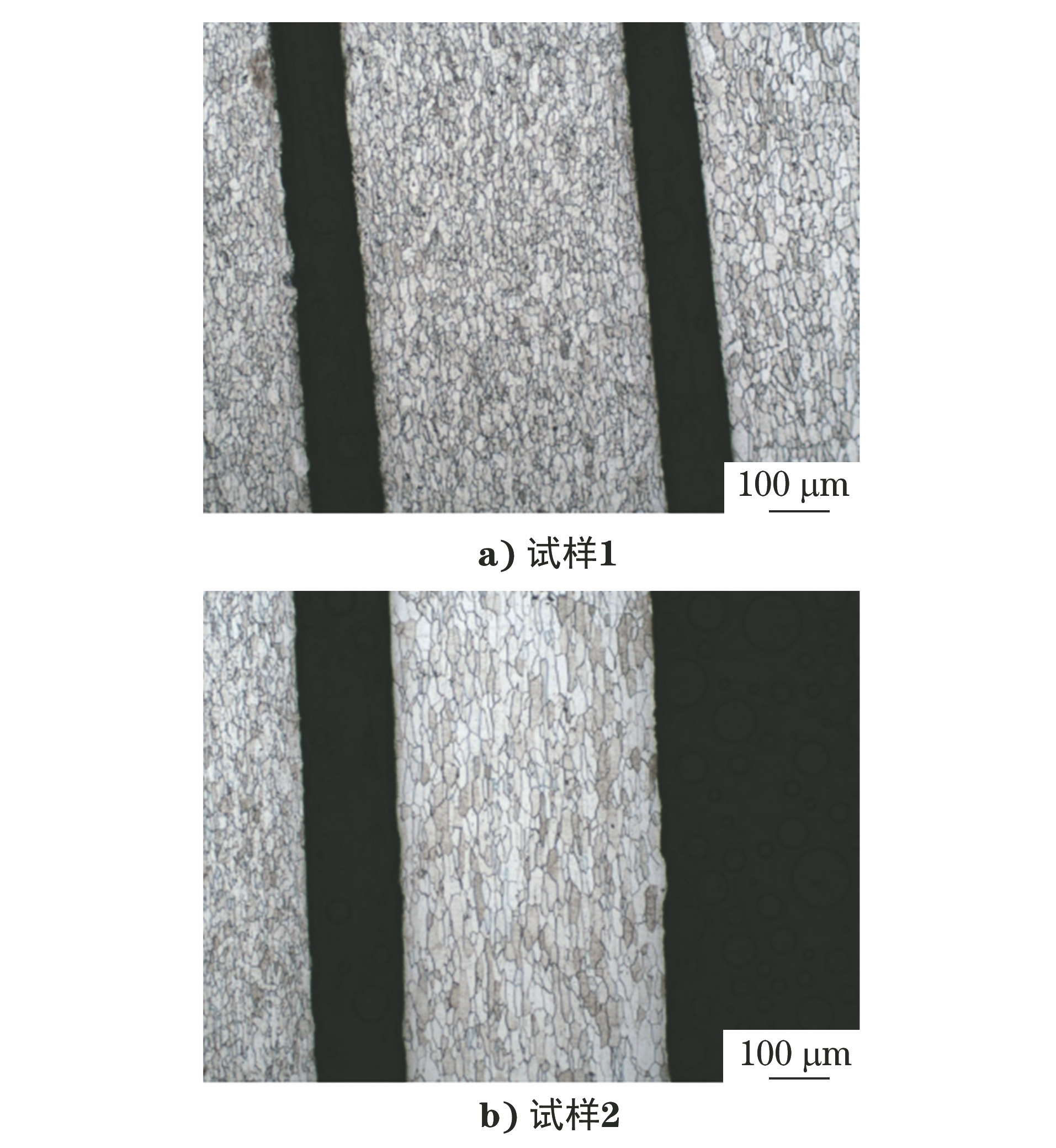
分别在试样1,2的纵向取样,对试样进行金相检验,结果如图3所示。由图3可知:试样1的晶粒较细,晶粒度为9.0级,晶粒延伸度介于Ⅰ系和Ⅱ系之间;试样2的晶粒度为8.0级,晶粒延伸度介于Ⅱ系和Ⅲ系之间。晶粒尺寸越细小,材料的硬度越大[5],材料硬度较大会对焊接产生不利影响。
点焊的热源是电阻热,焊接区域的总析热量与总电阻、电流密度有关[6-7]。碳元素含量较高、晶粒尺寸偏细均会使材料的强度和硬度升高。当材料的硬度较高时,被焊工件在两电极之间的接触点减少,易造成焊核变小,导致材料产生未焊合现象。同时,接触点较少还会导致电极头瞬时通电放热不均,形成软点,长时间在该工况下工作,电极头的整体硬度会降低,电极头过早进入使用末期。在压力作用下,电极与被焊件接触面积增大,总电阻和电流密度均减小,造成融核尺寸变小,使材料形成未焊合缺陷[8-9]。
综合以上分析,提高焊接质量的方法为降低碳元素含量并增大晶粒尺寸。钢厂通过调整炼钢工艺,降低了碳元素含量,提高了酸溶铝含量;同时减小了热轧原料的厚度,进而降低了冷轧轧制变形比,使材料的晶粒尺寸变大,成品硬度整体降低。后续客户反馈使用效果良好,材料的焊接质量有了较大提升。
DC03钢硬度较高是造成点焊未焊合缺陷产生的主要原因。采用调整炼钢工艺、降低碳元素含量、调整热轧原料厚度等方法可以降低冷轧轧制的变形比,使材料的晶粒尺寸增大,有效降低材料的硬度,提高其焊接质量。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号