图 1 插套焊结构示意

插套焊以其装配简单的优势,被广泛应用于核电厂主冷却剂回路、安全壳喷淋、余热排出等系统的排水管线、采样管线及仪表管线中,仅一台1 000 MWe(1 MWe=1 000 kW)级压水堆(PWR)电站中,就约有40 000个小支管插套焊接头[1]。插套焊是一种特殊的角焊缝,支管插入内径大于其外径的管座或法兰中,焊前保证一定轴向间隙的同时,于支管与管座交界处施以角焊缝连接,其结构示意如图1所示。插套焊性能不及对接接头性能,若轴向间隙不足,热膨胀受限会产生较高热应力[2]。韩国标准核电厂(KSNP)主回路插套焊结构的取样管曾发生过多起无轴向间隙导致的热疲劳泄露事件,泄露量约为0.01 gpm(1 gpm=0.227 m3/h)[3]。
因此,不同标准针对插套焊焊前组对间隙提出了要求。结合ASME Ⅲ—2004、RCC-M-2007、GB/T 16702—2019等标准要求及安装经验,插套焊焊前轴向间隙Y应满足1.5 mm≤Y≤3 mm,且当名义壁厚t≥8.74 mm时,1.5 mm≤Y≤4 mm。焊前组对通常将支管完全插入管座,在距管座侧壁一定距离Z处划线标记,将支管拉出W距离后施焊,焊后划线标记距管座侧壁若大于Z,则可保证焊后轴向间隙不为零,但该方法受人为因素的影响较大。除采用焊前组对控制轴向间隙外,还可通过垂直透照的射线检测工艺,在对角焊缝焊接质量进行检测的同时,直观评价轴向间隙[4-6],但射线检测辐射风险高且检测窗口较长,非核安全1级并非100%检测,存在一定漏检风险,且对轴向间隙不能定量评价。
文章在资料调研某常规岛及其BOP(电站辅助系统)插套焊结构应用的基础上,优选了轴向间隙测量对象并以此设计了校准及模拟试块;设计扫查工装并采用相控阵超声双探头同时扫查的方法,在现有相控阵超声小径管Cobra探头的基础上,采用CIVA 2021仿真平台对相控阵超声探头频率参数进行了优化,并对检测工艺进行了仿真模拟。然后,在此基础上开发检测工艺系统,并在模拟试块上进行了工艺验证,为插套焊轴向间隙的定量评价提供了技术思路。
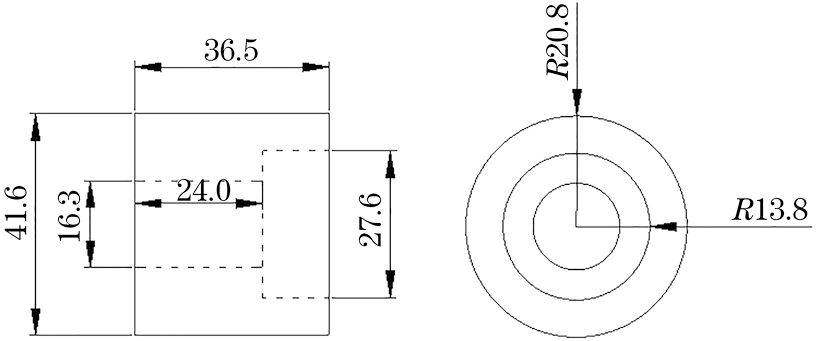
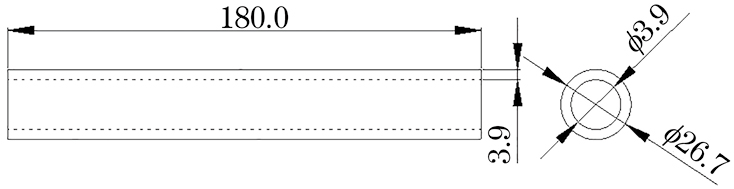
RCC-M-2007、GB/T 16702—2019及ASME Ⅲ—2004对插套焊结构的使用有明确的限制条件[7],如表1所示(表中备注1表示仅限非间隙腐蚀工况,备注2表示仅限疏水、旁通与阀门或配件连接)。由表1可知,插套焊结构适用于接管公称直径DN50及以下,且RCC-M-2007与GB/T16702—2019插套焊的限制条件几乎一致,但与ASME Ⅲ-2004的限制条件存在差异,主要差异为核1级支管直径。另外,RCC-M-2007、ASME Ⅲ-2004与GB/T 16702—2019均要求两焊脚高度相同,且大于等于1.09倍支管名义壁厚。但EPRI(美国电力研究协会)研究报告表明,支管侧焊脚高度为管座侧的2倍时可使焊脚过渡平滑、减小应力集中,显著提高插套焊结构的疲劳性能[8]。在建核电插套焊设计文件中也均已采用该焊接结构。对某堆型主蒸汽、高压给水加热、主给水流量、汽水分离等主要系统的127个插套焊结构进行了统计分析,其中3/4”规格、304奥氏体不锈钢材料的管座支管标准件占比约39%,管座及支管尺寸如图2,3所示。
| 标准 | 安全级 | 接管直径/mm | 焊前轴向间隙/mm |
|---|---|---|---|
| ASME Ⅲ-2004 | 11 | ≤60.3 | ≥1.5 |
| 21 | ≤60.3或114.32 | ||
| 3 | 不限 | ||
| RCC-M-2007 | 11 | 内径<25 | ≥1.5 |
| 2,31 | ≤60.3 | ||
| GB/T 16702—2019 | 11 | 内径<25 | ≥1.5 |
| 2,31 | ≤60.3 |
因此,文章选择代表性的3/4”规格、304材料、焊脚高度比为2∶1的插套焊结构为试验对象,对焊后轴向间隙的相控阵超声测量工艺展开研究。
(1)在小径管自聚焦Cobra探头的基础上,采用CIVA 2021仿真平台对探头频率进行优选。
(2)针对优选的插套焊结构,设计相控阵超声校准试块及扫查工装,采用CIVA 2021仿真平台分别对管座与支管侧管角信号的检出性进行仿真验证,并在轴向间隙模拟试块上进行工艺验证。
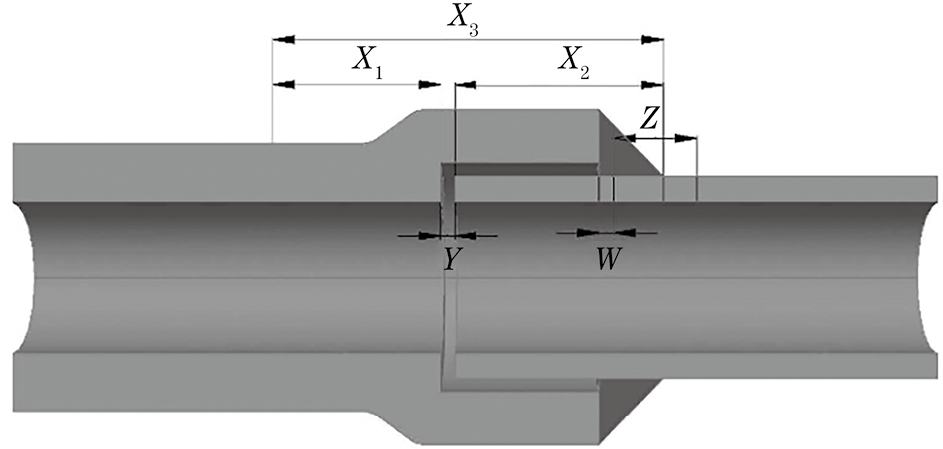
(3)采用单接口的双Cobra探头,相对置于管座与支管侧,固定步进偏置使两个部位的端角信号清晰显示,采用游标卡尺测量两探头前沿间距X3,在相控阵仪器上读取端角信号与探头前沿的水平距离X1,X2,得到轴向间隙Y=X3−X1−X2。
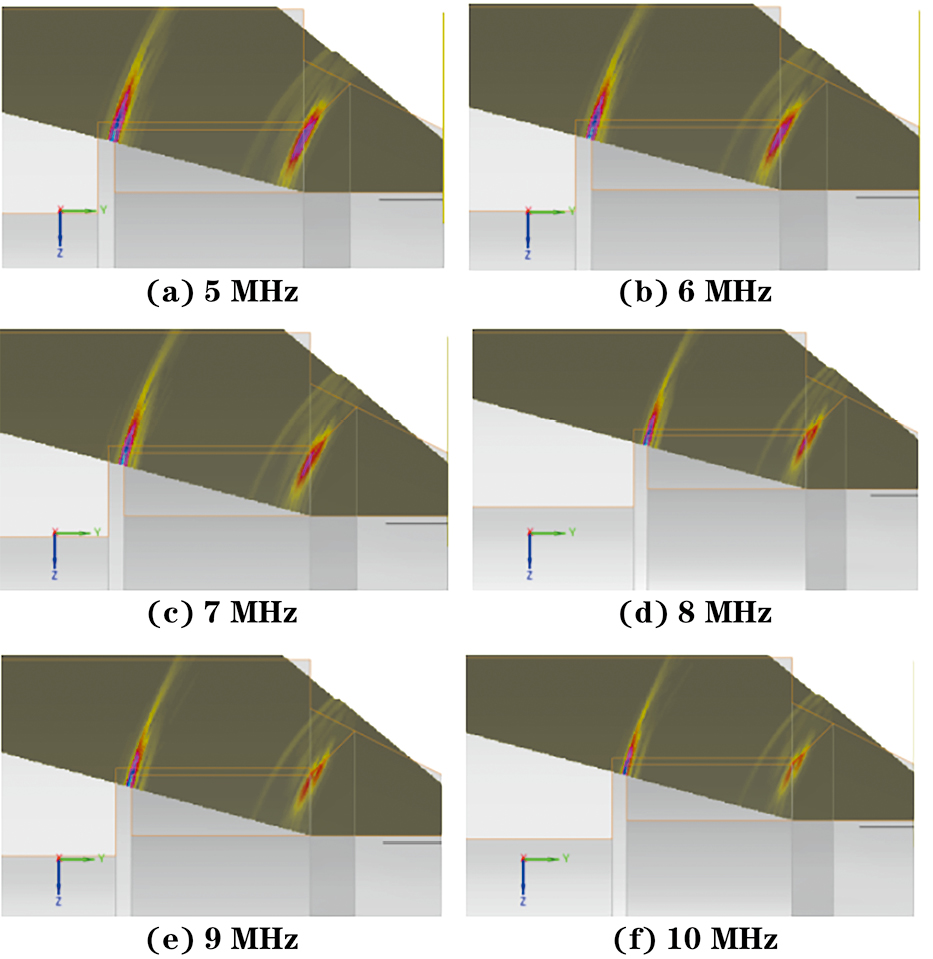
选择小径管Cobra自聚焦相控阵探头,探头及楔块参数如表2所示。采用CIVA 2021仿真平台在5 MHz~10 MHz的中心频率范围对支管侧端角反射的最大幅值响应进行仿真计算,结果如图4所示。由图4可知,随着中心频率增大,端角处最大幅值响应逐渐减小,5 MHz较10 MHz时的最大幅值大于20 dB。同时,对焊根位置45°方向1 mm高度裂纹缺陷进行模拟仿真,结果如图5所示。由图5可知,随着中心频率增大,1 mm高度裂纹分辨率提高,且当中心频率大于7 MHz时,1 mm高度裂纹才能有效识别。另外,频率升高衰减增大的同时,脉冲宽度会减小从而改善分辨率[9]。因此,综合考虑幅值响应及分辨率对声场的影响,探头频率选择7.5 MHz。
| 参数名称 | 数值 |
|---|---|
| 主动窗/mm | 7.9 |
| 从动窗/mm | 10 |
| 晶片数量/个 | 16 |
| 晶片间隙/mm | 0.1 |
| 晶片宽度/mm | 0.4 |
| 楔块长度/mm | 16.2 |
| 楔块宽度/mm | 22 |
| 楔块高度/mm | 6.07 |
| 折射角/(°) | 60.739 |
针对优选的3/4”规格插套焊结构,支管尺寸(直径×壁厚)为?26.7 mm×3.9 mm,相控阵超声60°楔块偏转角一次反射波的最大声程为15.6 mm,NB/T 47013.15—2021中Ⅱ型焊接接头PGS试块校准用圆弧曲率半径为25 mm和50 mm。因此,为了提高轴向间隙的定位精度,以15.6 mm为中间值,采用中心逼近对校准用圆弧的尺寸进行了设计改造。
综合考虑一次反射波深度范围(约8 mm)的TCG(深度补偿曲线)绘制,NB/T 47013.15—2021要求TCG校准点不少于3个,PGS试块可用横通孔反射体仅为2个。另外,NB/T 47013.15—2021要求TCG校准点灵敏度在±3 dB以内变化,但相控阵超声遵循近场区声场非均匀的基本规律,当TCG绘制深度及聚焦深度处于近场区深度范围内时,非校准点的当量偏差较大[10]。因此,应在增加校准点的同时减小校准点间隔。
相控阵超声通过控制激发晶片的延时法则实现声束的偏转和聚焦,不同延时法激发的有效孔径Aeff存在差异,即不同偏转角度的近场区长度存在差异。有效近场区深度Nd可由式(1)至式(3)[11-12]计算得出,计算结果如表3所示。由表3可知,探头中心频率一定时,近场区深度随着偏转角度增大而减小,且50°~70°的近场区深度均在TCG绘制深度以内。因此,需在8 mm深度范围至少设置3个横通孔,校准试块结构如图6所示。
| (1) |
| (2) |
| (3) |
式中:A为激发孔径;ct为工件声速;α为楔块物理角度;θt为工件中折射角;θi为楔块入射角;N为近场区深度;Li为声束在楔块中传播距离;f为探头中心频率。
| 偏转角度/(°) | 近场区深度/mm |
|---|---|
| 40 | 9.65 |
| 50 | 5.88 |
| 60 | 2.81 |
| 70 | 0.84 |
由于轴向间隙较小且精度要求较高,同时扫查是保证轴向间隙测量的关键因素,即要求双Cobra探头在扫查过程中始终保持相同的圆周位置及角速度,若同一时刻圆周位置不同或角速度存在差异,则管座与支管偏轴心会严重影响测量结果。因此,针对小径管插套焊结构设计专用工装,其结构示意如图7所示。由图7可知,该工装在保证相同圆周位置及角速度的同时,可根据管径差及步进偏置,对双探头的轴向与径向相对位置进行调节。
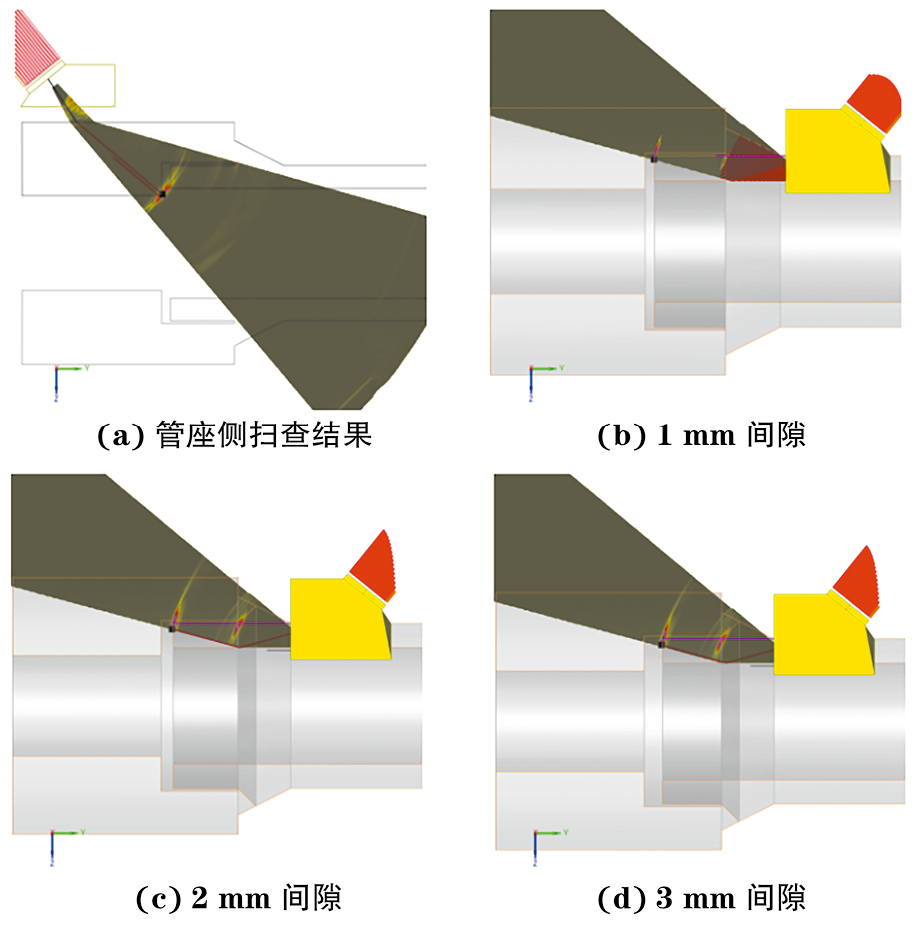
由于管座长度尺寸仅为36.5 mm,楔块长度为16.2 mm,扫查空间有限,且支管侧角焊缝熔合线距端角距离较长,端角处声场覆盖困难。因此,为验证轴向间隙测量方法的有效性,采用CIVA 2021仿真平台分别于管座与支管侧,按照优选的探头中心频率,对不同轴向间隙的端角信号进行了仿真模拟,结果如图8所示。
由图8可知,轴向间隙分别为1,2,3 mm时,端角处最大反射信号的y轴坐标分别为917.06,917.99,918.99;将探头置于管座侧扫查对应管角,50°声束的反射信号较大,探头前沿y轴坐标为908.23,端角最大反射信号的y轴坐标为916.32;将探头置于支管侧熔合线扫查对应管角,75°声束的反射信号较大,探头前沿y轴坐标为937.24;两探头轴向水平距离为29.01 mm。
由于CIVA软件位置信息为全局坐标(可不计单位),因此轴向间隙为管座与支管端角最大反射信号坐标之差,计算结果如表4所示。由表4可知,测量结果较实际轴向间隙偏小,且间隙1~3 mm的平均偏差为0.31 mm。这是由于端角最大反射信号并非位于管角垂直交点,且声束经垂直两侧面反射后声束声程变长,因此轴向间隙测量结果偏小。在轴向间隙测量值的基础上加上平均偏差进行修正,轴向间隙修正后的最大误差为0.05 mm,最大误差率为5%。
| 实际值/mm | 测量值/mm | 修正值/mm | 修正值误差/mm | 误差率/% |
|---|---|---|---|---|
| 1 | 0.74 | 1.05 | 0.05 | 5.0 |
| 2 | 1.67 | 1.98 | 0.02 | 1.0 |
| 3 | 2.67 | 2.98 | 0.02 | 0.7 |
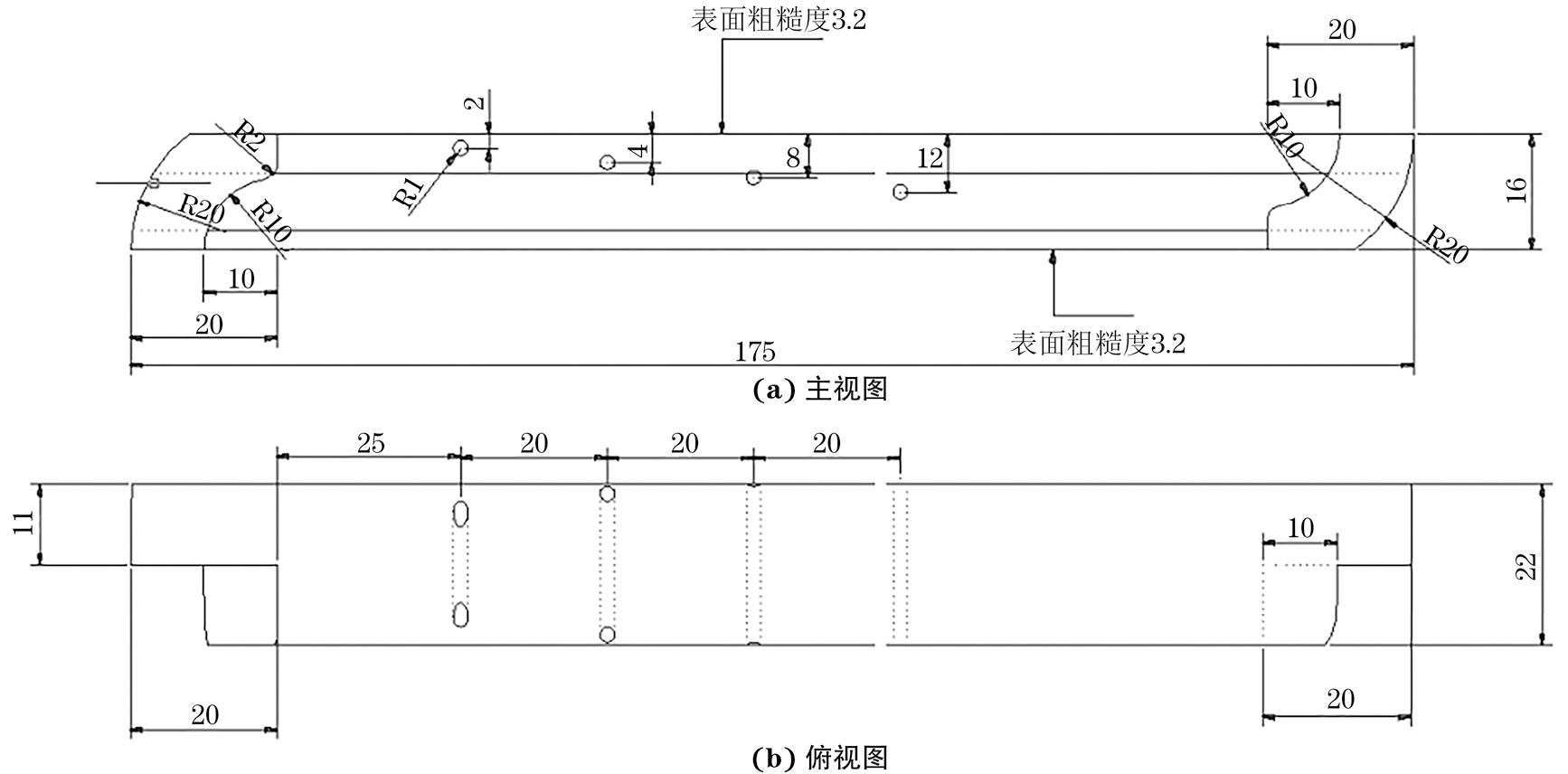
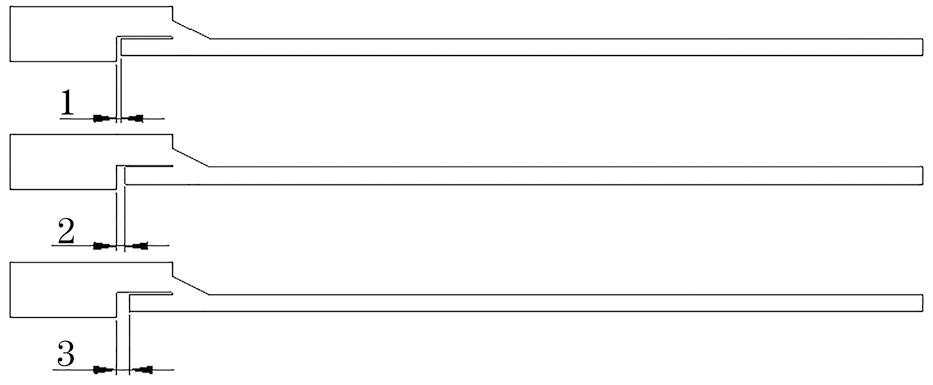
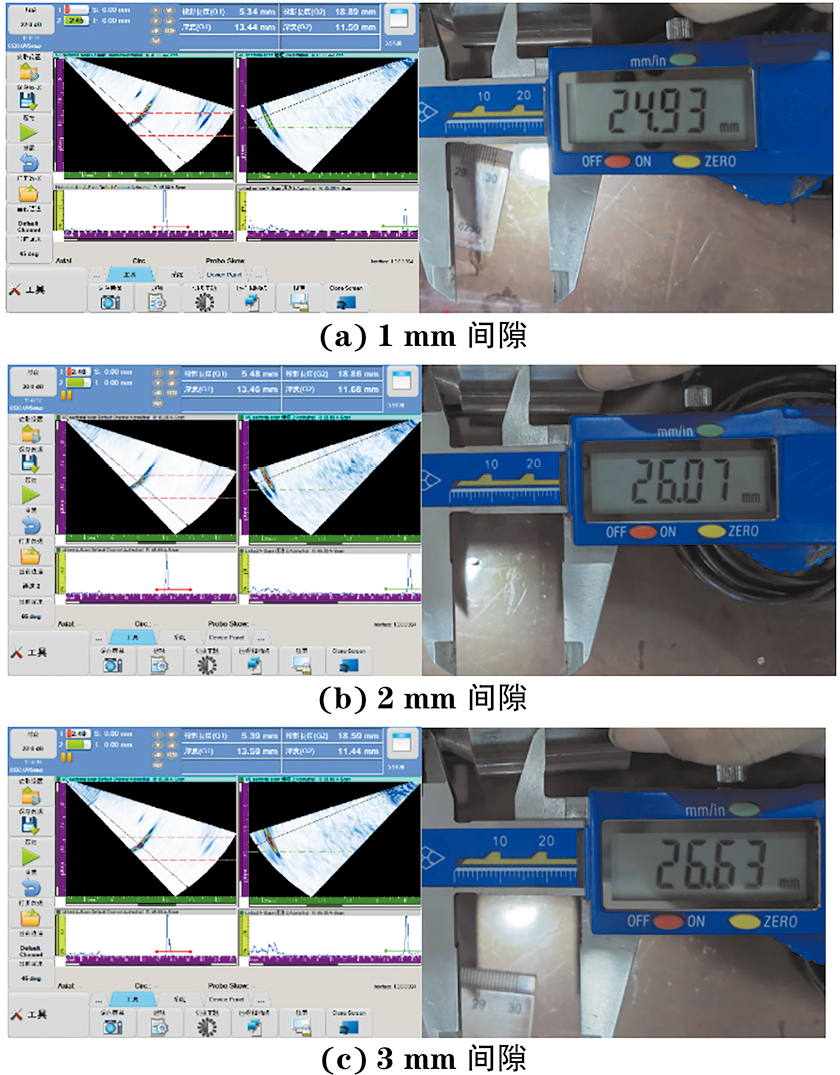
为了验证轴向间隙测量的有效性,以轴向间隙为唯一变量,设计并加工1,2,3 mm的轴向间隙试块进行工艺验证,轴向间隙试块结构示意如图9所示。按照校准试块及扫查工装设计优化结果开发工艺,将双探头置于管座与支管侧同时扫查插套焊结构的同一周向截面,并采用信号最大幅值法读取数值,1,2,3 mm的轴向间隙试块某一时刻的扫查图谱如图10所示,管座及支管侧扫查均可获得较强的端角信号,轴向间隙测量结果如表5所示。
| 轴向间隙/mm | X3/mm | X1/mm | X2/mm | Y/mm | Y值修正/mm | 误差率/% |
|---|---|---|---|---|---|---|
| 1 | 24.93 | 5.34 | 18.89 | 0.70 | 1.01 | 1.0 |
| 2 | 26.07 | 5.46 | 18.86 | 1.75 | 2.06 | 3.0 |
| 3 | 26.63 | 5.39 | 18.59 | 2.65 | 2.96 | 1.3 |
由表5可知,由于管座侧扫查位置及信号与间隙无关,因此管座侧端角信号最大幅值的水平距离X1变化较小;支管侧端角信号最大幅值的水平距离X2有减小趋势,这是由于随着轴向间隙增大,在探头步进偏置不变时,水平距离减小,虽存在由于信号最大幅值调整步进偏置的情况,但依然符合水平距离X2降低的趋势;间隙实际测量值Y平均偏差为0.30 mm,与仿真结果几乎一致,按照仿真结果修正方法,修正后间隙实际测量值Y最大偏差为0.06 mm,最大误差率为3%。
(1)采用设计开发的轴向间隙测量工艺,在管座及支管侧扫查均可得到较强的端角信号,可实现双探头径向及轴向位置调节与系统校准。
(2)优选对象的轴向间隙测量仿真与工件实测结果偏差几乎一致,1~3 mm轴向间隙测量最大误差率为3%,该方法可用于轴向间隙的定量评价。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号