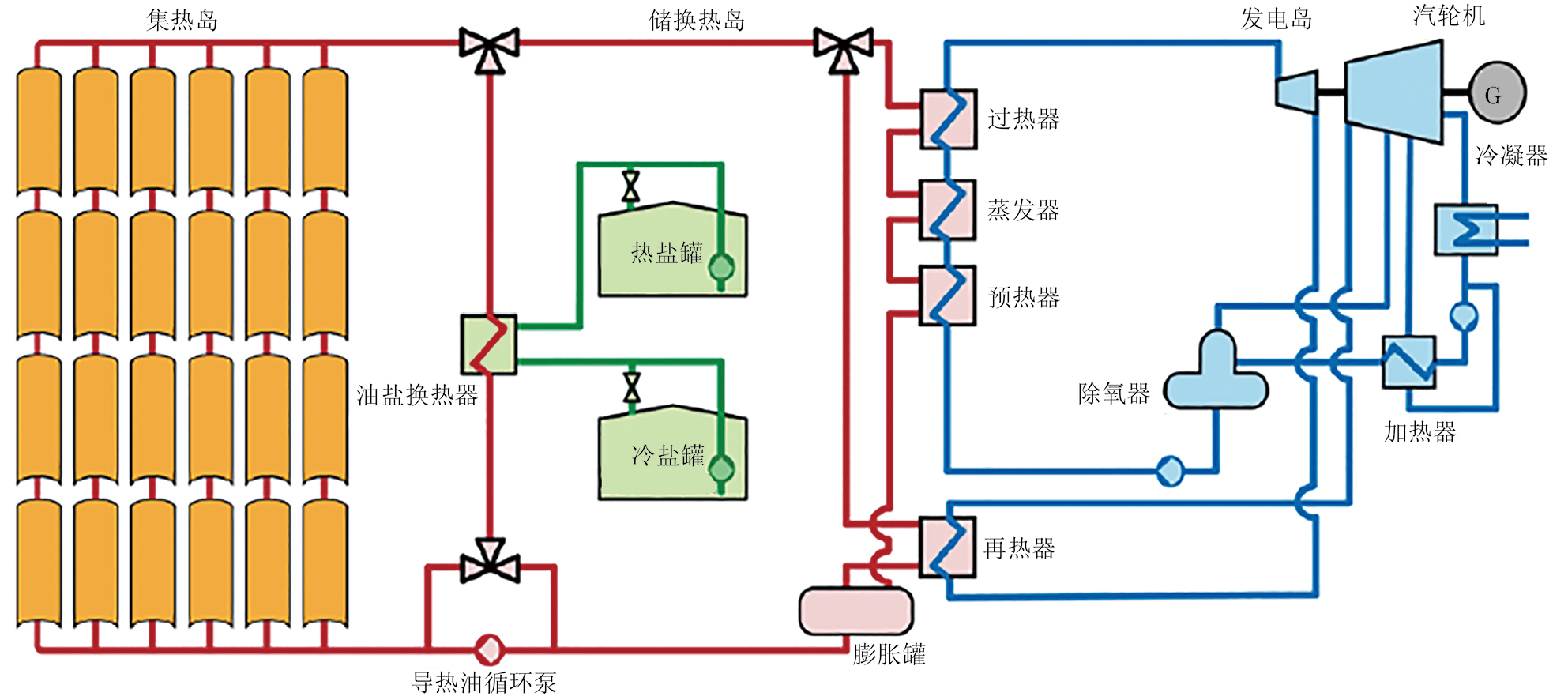
图 1 槽式光热装置工作原理示意

太阳能热发电(Concentrating solar power,CSP)是一种将太阳能转化为热能,再经由热功转换过程实现发电的系统[1],属于新兴清洁能源。与光伏、风电相比,光热发电具有长时储能的优势,能够24 h连续且平稳地发电,对电网友好,不存在弃风、弃光的问题,是构建新型电力系统的重要支撑性技术,对我国实现“双碳”目标有着重要意义[2]。槽式光热是全球范围内最早投入使用且装机容量最大的太阳能热发电技术,其运行原理[3]为:聚光器通过单轴跟踪太阳,将投射在镜面的阳光反射至位于焦线的吸热管上,从而加热管内的导热油,并通过导热油蒸汽发生器产生过热蒸汽,驱动汽轮机发电机组做功发电,如图1所示。受地球自转的影响,槽式光热装置的光照条件每天都会循环变化,熔盐罐、换热器、导热油管道等核心设备的工作温度在160 ℃至380 ℃的范围内循环变化。在国内,TSG 21—2016《固定式压力容器安全技术监察规程》等特种设备安全技术规范对光热装置承压设备的定期检验提出了强制要求。由于导热油在常温下易凝固堵塞,槽式光热装置具有高温连续运行且温度循环变化的特点,所以只能对其进行高温在线检测,而常规的无损检测方法难以实施[4-6]。利用声发射(Acoustic emission,AE)检测技术结合波导杆,可对高温承压设备进行检测[7-8],但在热循环工况下,AE信号的变化规律尚不明确,需要进一步开展试验研究。
针对上述难题,文章选取槽式光热装置的典型材料(20钢)试件,在不同温度下进行高温拉伸试验,采集试件在弹性、屈服、强化、颈缩等阶段的AE信号,分析AE信号在拉伸过程中的历程分布,总结AE特征参数在热循环工况下的变化规律,以完善槽式光热装置高温热循环工况下声发射检测的评价方法。
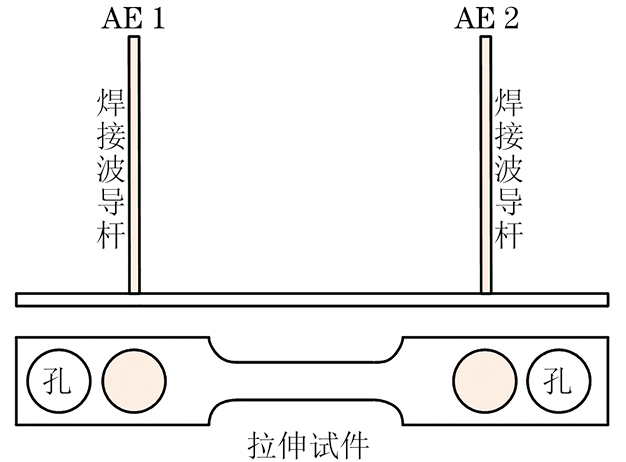
文章参照了GB/T 228.2—2015《金属材料 拉伸试验 第 2 部分:高温试验方法》的要求,对槽式光热装置的典型材料(20钢)进行了加工,制做出了非比例板状拉伸试件。拉伸试件及波导杆结构示意如图2所示,试件两端采用销钉孔轴配合的方式进行夹持固定,减少了拉伸过程中产生的机械噪声。试件长度为200 mm,宽度为8 mm,厚度为4 mm,销孔直径为10 mm,靠内侧的两处10 mm圆形区域用于焊接波导杆,波导杆长度为500 mm。
采用北京声华公司生产的多通道SAEU3H型声发射数据采集系统作为信号监测装置,对试件拉伸过程中产生的声发射信号进行采集、滤波、放大,然后将声发射信号波形显示出来,并对信号的特征参数进行提取。根据金属材料的断裂特性,选用了两个SR150M型传感器搭配PAS声发射前置放大器。试验的采样频率为10 MHz,放大器增益为40 dB,探头工作频率为 100 kHz~400 kHz,谐振频率为150 kHz。在该频段范围内,传感器具有较高的灵敏度,能有效获取关键信号。
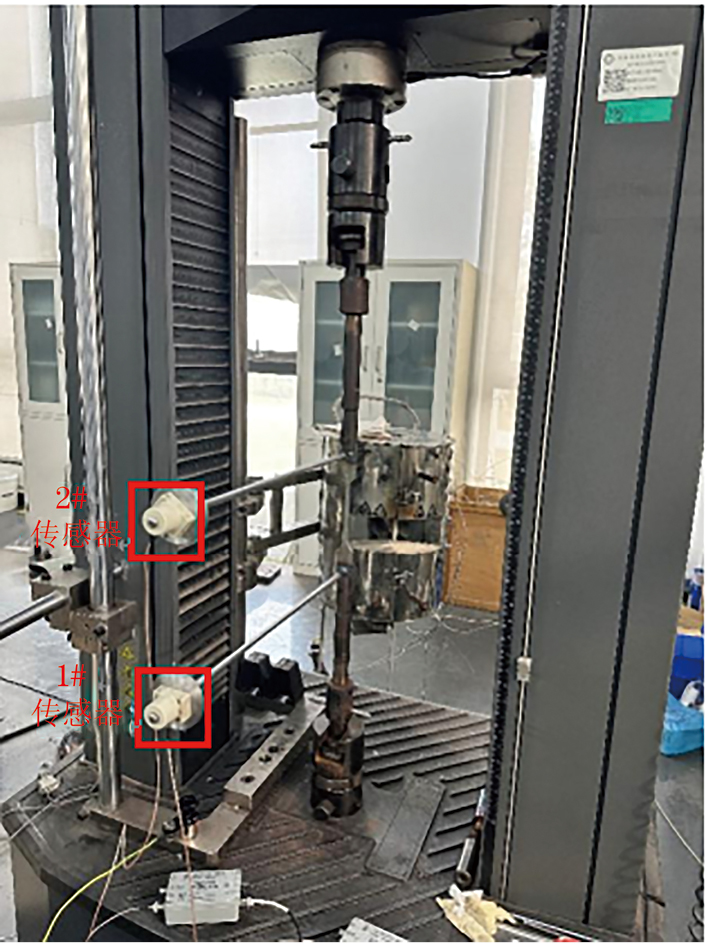
高温拉伸试验装置主要包括MTS E45型电子万能试验机、MTS FGW900型高温炉及控制器,试验现场布置如图3所示。其中,电子万能试验机极限输出载荷为30 t;高温炉采用圆筒对开式设计,最高加热温度为1 100 ℃,误差为±3 ℃,均能满足试验的拉伸载荷和温控精度要求。
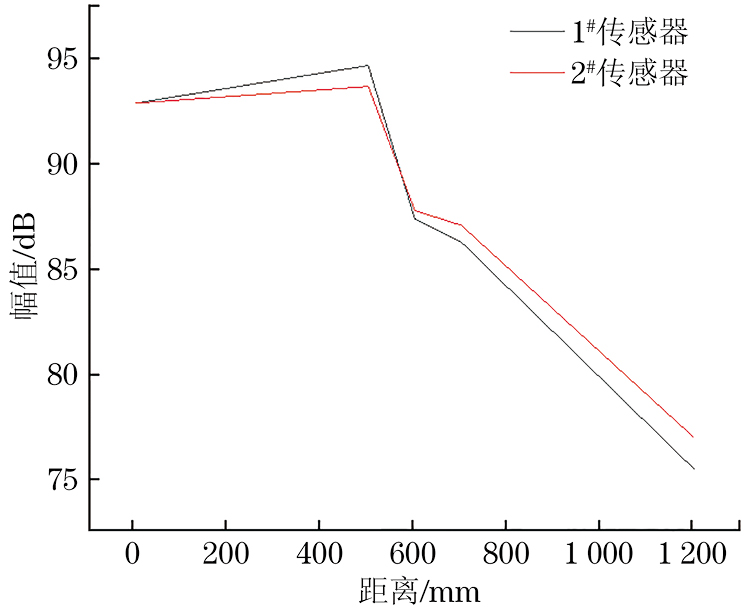
在试验开始之前,依次在1#传感器、1#波导杆根部、拉伸试件中心点、2#波导杆根部、2#传感器等位置进行断铅试验,同时记录两个传感器的幅值,具体数据如表1所示。根据传感器幅值绘制出衰减特性曲线,如图4所示。测试数据表明,通道灵敏度满足检测要求,通过焊接连接的波导杆的透声效果较好,在拉伸试件中心点处断铅信号的衰减量最大为5.5 dB(对于1#传感器)。
| 位置 | 1#传感器幅值 | 2#传感器幅值 |
|---|---|---|
| 1#传感器位置 | 92.9 | 92.9 |
| 1#波导杆根部 | 94.7 | 93.7 |
| 拉伸试件中心点 | 87.4 | 87.8 |
| 2#波导杆根部 | 86.3 | 87.1 |
| 2#传感器位置 | 75.5 | 77.0 |
开启声发射系统主机,在没有拉伸载荷的情况下,采集现场噪声信号10 min,经测量,最大环境噪声为24 dB。通道门槛值的设置会对所采集的信号信息产生影响,若设置过高,会导致关键信号漏检;若设置过低,则会引入大量噪声。综合考虑到此次试验的现场环境以及对背景噪声的采集分析结果,最终将所有通道门槛值均设定为30 dB。
利用断铅信号的时差来进行声速测试,测得声速为3 475 m/s。在声速设置后,采用线性定位的方式在拉伸试件的多个部位进行定位校准,均得到唯一的定位结果,定位误差满足试验要求。
试验在中国特种设备检测研究院常规力学性能实验室内进行,将制做的高温拉伸试件安装在电子万能试验机上,并确保安装牢固。将波导杆一端与被检试件以焊接的方式相连,另一端与声发射传感器进行耦合,并连接前置放大器和声发射系统主机。
为模拟高温循环工况,文章分别选取槽式光热装置的温度上限(400 ℃)、下限(150 ℃)和中间值(275 ℃)进行试验,并与常温下(25 ℃)的试验结果进行比对。升温前,在拉伸试件两端固定热电偶,通过高温控制系统将试件升至目标温度并保温。
在试件达到目标温度后,启动电子万能试验机开展静载拉伸试验,记录应力-应变曲线,万能试验机拉伸参数设置如表2所示。
| 温度/℃ | 载荷控制方式 | 拉伸速率/(mm · min-1) |
|---|---|---|
| 25 | 恒定速率轴向位移 | 2 |
| 150 | ||
| 275 | ||
| 400 |
开启升温系统,通过声发射系统,记录试件在25 ℃,150 ℃,275 ℃,400 ℃下从拉伸至断裂全过程的AE信号,并采集幅值、能量、持续时间、振铃计数、上升时间、上升计数等AE特征参数。
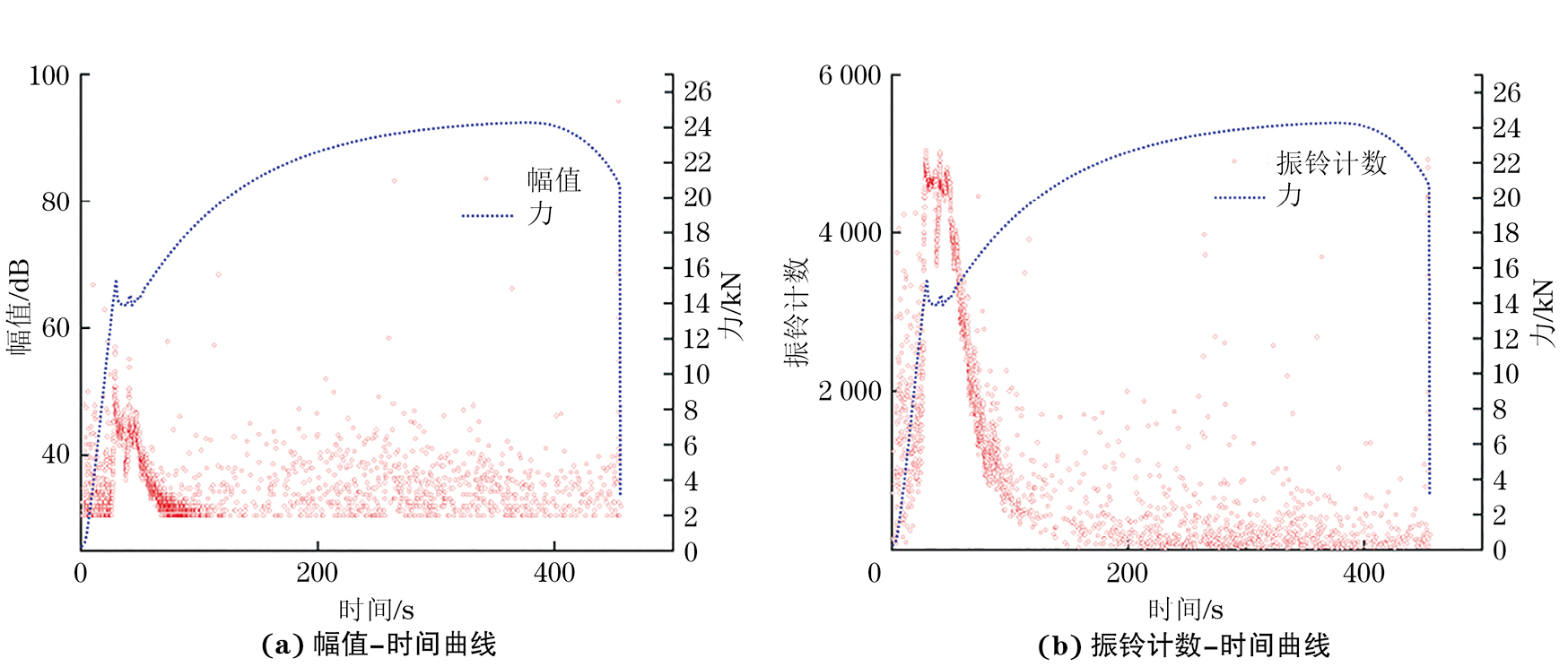
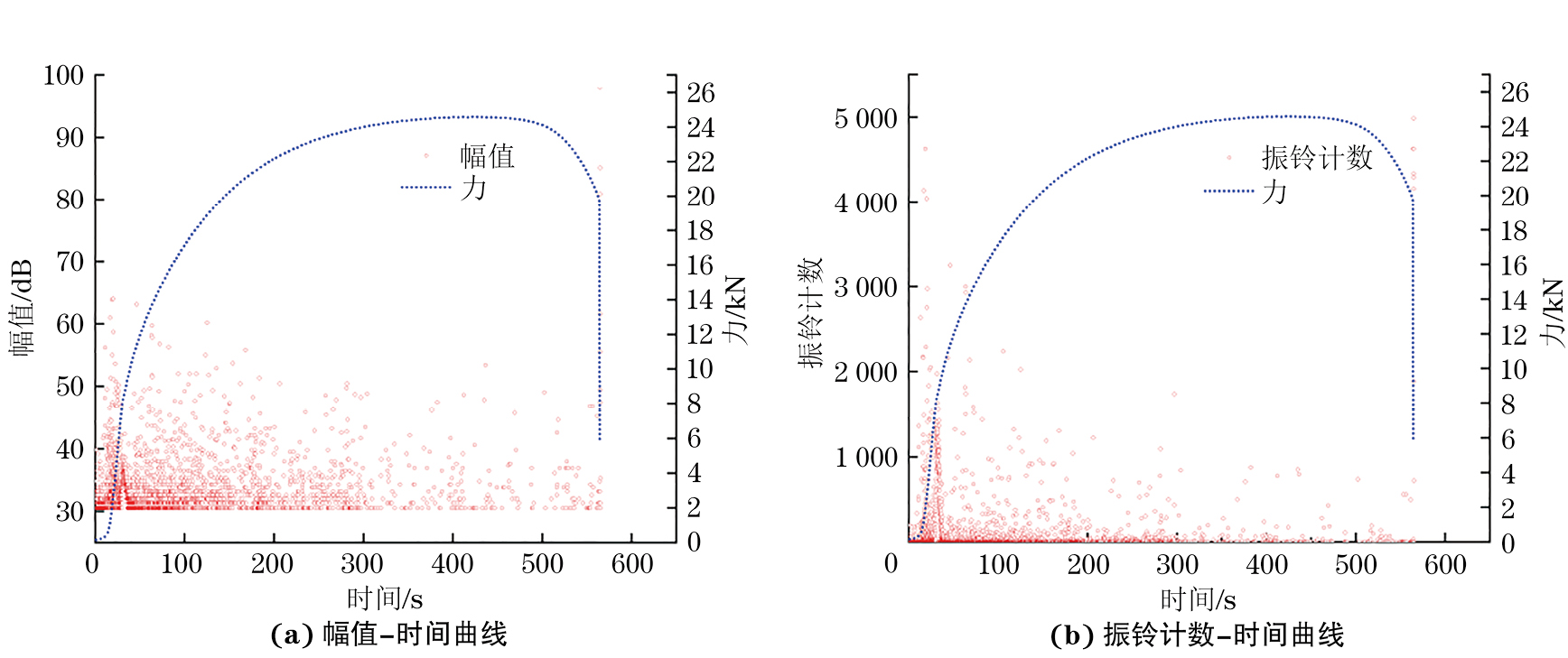
以25 ℃时的拉伸试验为例,绘制幅值、振铃计数和拉伸载荷随时间历程的分布曲线,如图5所示。鉴于上升计数、上升时间、能量和持续时间等AE参数随时间历程的分布规律不明显,文章不展开分析。
由图5可知,试件拉伸过程可分为以下4个阶段:线弹性变形、塑性屈服、加工硬化、颈缩断裂。以2#传感器为例,在整个拉伸过程中共产生1 565次撞击,其AE特征如下。
(1)线弹性变形阶段。该阶段发生于0~27 s,期间产生335次撞击,撞击率约为12.4次/s,幅值集中分布在30~60 dB,振铃计数则集中分布在0~4 200。
(2)塑性屈服阶段。该阶段发生于27~64 s,期间产生1 458次撞击,撞击率约为39.4次/s,幅值集中分布在32~40 dB,振铃计数集中分布在2 300~3 600,其下限值明显高于线弹性变形阶段的,具有明显的聚集效应,与其他阶段相比,区分度较大。
(3)加工硬化阶段。该阶段发生于64~454 s,期间产生962次撞击,撞击率约为2.5次/s,幅值集中分布在30~60 dB,振铃计数集中分布在0~2 000,无明显特点。
(4)颈缩断裂阶段。该阶段发生于454~582 s,仅产生11次撞击,撞击率约为0.085次/s,信号较少,但强度较大,最大幅值为97.6 dB,最大振铃计数为4 839,推断与断裂有关。
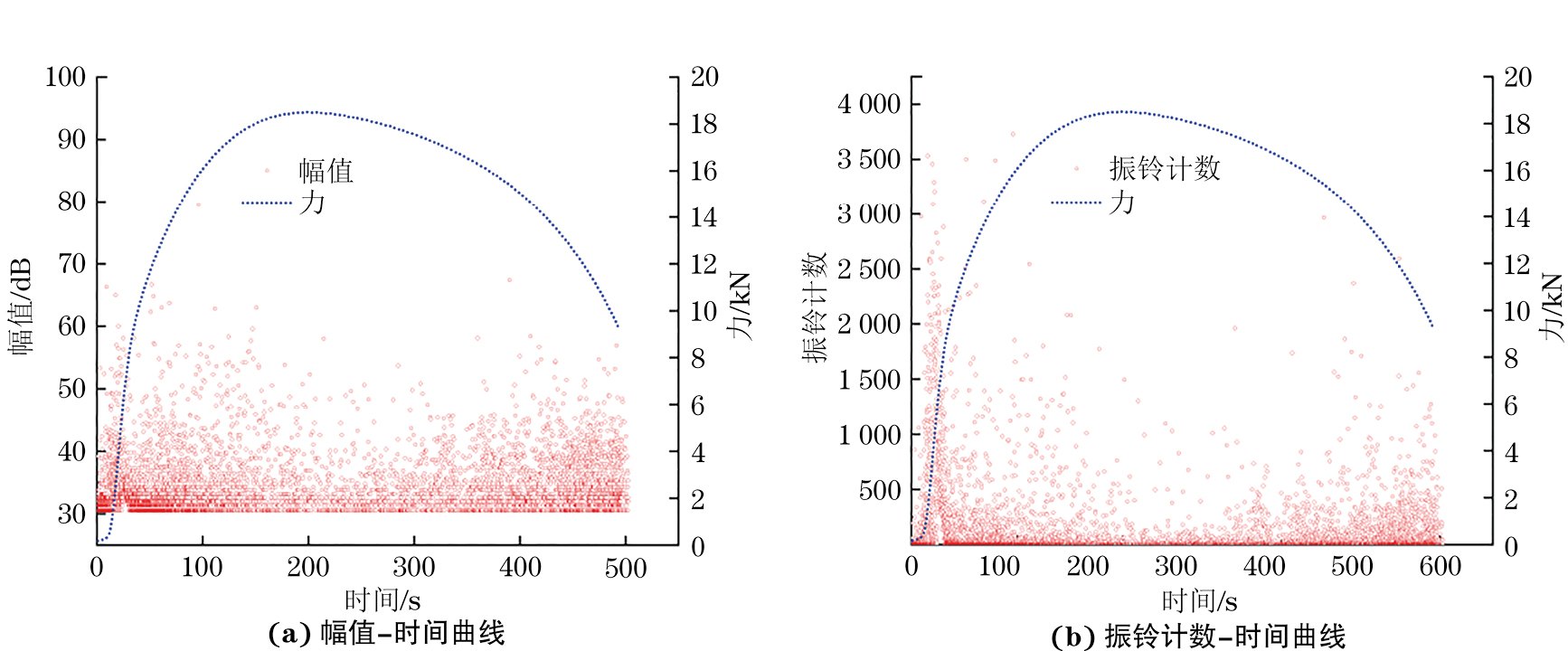
以150 ℃,275 ℃,400 ℃下的高温拉伸试验为例,绘制幅值、振铃计数和拉伸载荷随时间历程的分布曲线,如图6至图8所示。由图6至图8可知,随着温度升高,材料从弹性变形到塑性变形的过渡愈发平缓,屈服阶段逐渐消失,但幅值和振铃计数等参数仍然能够表征屈服过程。例如,在150 ℃时,可以观察到屈服阶段发生在28~66 s,此时幅值和振铃计数有明显的聚集分布;而在275 ℃和400 ℃时,虽然观察不到屈服过程,但可以通过上述AE参数的聚集分布情况推断屈服发生的时间。
综合利用拉伸载荷-时间曲线和AE参数的聚集规律,对不同温度下拉伸试件的AE撞击信号分布进行了分析推断,统计结果如表3所示,并计算出了单位时间内的AE撞击率,结果如表4所示。
| 温度/℃ | 线弹性变形阶段撞击次数 | 塑性屈服阶段撞击次数 | 加工硬化阶段撞击次数 | 颈缩断裂阶段撞击次数 | 总计 |
|---|---|---|---|---|---|
| 25 | 335(0~27 s) | 1458(27~64 s) | 962(64~454 s) | 11(454~582 s) | 1 565 |
| 150 | 322(0~27 s) | 782(27~66 s) | 1 199(66~377 s) | 148(377~455 s) | 2 451 |
| 275 | 782(0~30 s) | 136(30~36.7 s) | 1 837(36.7~423 s) | 109(423~565.2 s) | 2 864 |
| 400 | 765(0~24.4 s) | 142(24.4~31.4 s) | 2 563(31.4~200 s) | 2 736(200~502.7 s) | 6 206 |
| 温度/℃ | 线弹性变形阶段 | 塑性屈服阶段 | 加工硬化阶段 | 颈缩断裂阶段 |
|---|---|---|---|---|
| 25 | 12.4 | 39.4 | 2.5 | 0.085 |
| 150 | 11.9 | 20.0 | 3.8 | 1.900 |
| 275 | 26.0 | 20.3 | 4.8 | 0.876 |
| 400 | 31.4 | 20.3 | 15.2 | 9.000 |
由表3,4可知,随着试验温度升高,AE信号变得更加丰富,AE撞击的总数量也有所增加。在不同的试验温度下,具有以下规律。
(1)在25 ℃~275 ℃时,线弹性变形和塑性屈服阶段的信号活度更高,达到了12次/s~26次/s,比加工硬化和颈缩断裂阶段的要高一个量级。因此,可以利用AE撞击率来判断材料是否经过了屈服阶段。
(2)在400 ℃时,材料从弹性变形到塑性变形的过渡更加平缓,与低温时相比,加工硬化和颈缩断裂阶段的AE撞击率有明显上升。
文章对槽式光热装置的典型材料(20钢)试件在 25 ℃,150 ℃,275 ℃,400 ℃下分别进行了拉伸试验。采集试件在弹性、屈服、强化、颈缩4个阶段的AE信号,并对AE信号随拉伸过程的历程分布进行分析,得出了以下结论。
(1)幅值和振铃计数在材料屈服过程中表现出较高的敏感性,且呈现出明显的聚集效应。该特性为利用其参数特征规律对槽式光热承压设备进行在线监测提供了有力依据。
(2)在25 ℃至275 ℃的范围内,线弹性变形和塑性屈服阶段的AE信号活度较高,其撞击率达到12次/s至26次/s,显著高于加工硬化和颈缩断裂阶段的。基于此,可以借助AE撞击率准确判断材料是否经历了屈服阶段。
(3)在400 ℃时,材料从弹性变形到塑性变形的过渡更为平缓,同时加工硬化和颈缩断裂阶段的AE撞击率相较于低温时的有明显上升。
综上所述,文章结论对于完善槽式光热装置在高温热循环工况下的声发射检测评价方法具有参考意义。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号