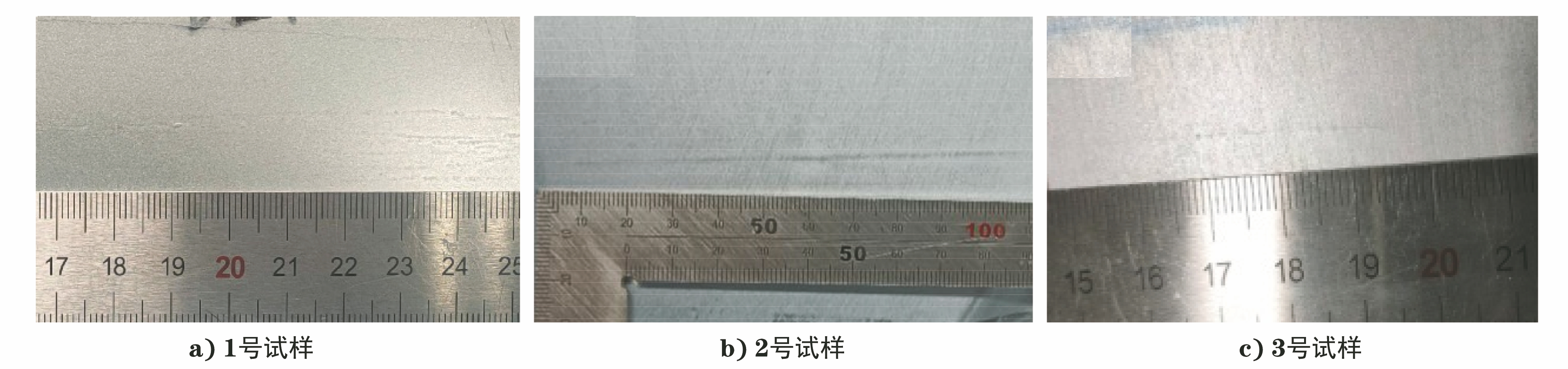
图 1 3个缺陷试样的宏观形貌

镀锌板具有良好的耐腐蚀性、成型性、涂覆性,被广泛应用于汽车、家电等领域[1-2],同时对其表面质量的要求也在不断提高。带钢表面的翘皮类缺陷经过热镀锌后不能被掩盖,进而遗传到成品表面,影响产品质量。在炼钢、连铸、热轧、冷轧等工艺过程中均会产生翘皮类缺陷,不仅工序复杂,现场干扰因素也很多,这些都是阻碍镀锌板表面质量提升的关键因素。
影响翘皮类缺陷产生的工艺过程及因素包括炼钢工序的内生及外生夹杂物[3]。连铸工序的保护渣,铸坯内部气孔、缩松、表面裂纹等均会引起翘皮类缺陷[4-5]。热轧工序的定宽机锤头、立辊表面状态、温度控制、氧化铁皮压入、轧制制度、异物压入、表面划伤等因素同样会引起翘皮类缺陷。冷轧工序的表面划伤、异物压入也可引起翘皮类缺陷[6-7]。其中,由炼钢、连铸工序夹杂物引起的翘皮类缺陷的成分可通过能谱仪测得。笔者分析了由铸坯表面质量,热轧、冷轧工序引起的翘皮类缺陷产生原因,以及如何对其进行快速辨别,排除了众多的干扰因素,锁定缺陷产生的工序,从而找出缺陷产生的具体原因。
取3种典型翘皮类缺陷进行分析,缺陷试样为某热镀锌产线生产的IF钢(无间隙原子钢),厚度为1.2 mm,分别将缺陷标号为1,2,3号,3个缺陷试样的宏观形貌如图1所示。由图1可知:1号缺陷位于带钢表面,宽度方向位置基本固定,通卷间断存在;2号缺陷距离板宽方向边部10~15 mm,长度约300 mm;3号缺陷长度约120 mm,位于宽度方向尺寸的1/4位置,靠近操作侧。
直接将镀层酸洗去除后观察基板,酸洗液为浓盐酸与水1…1混合,在每升溶液中加入3.5 g六次甲基四胺。利用扫描电子显微镜(SEM)及能谱仪对缺陷试样的表面及截面进行分析。
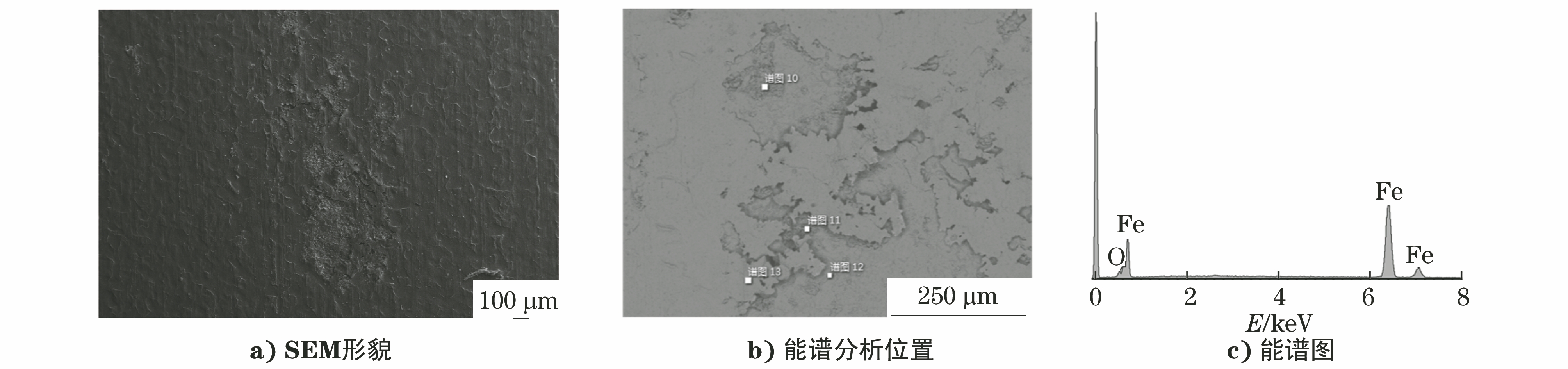
由酸洗液将镀层去除后,采用SEM和能谱仪分析基板表面的微观形貌及成分,结果如图2所示。由图2可知:3个试样表面均存在翘皮类缺陷,3号试样的翘皮程度相对较轻。
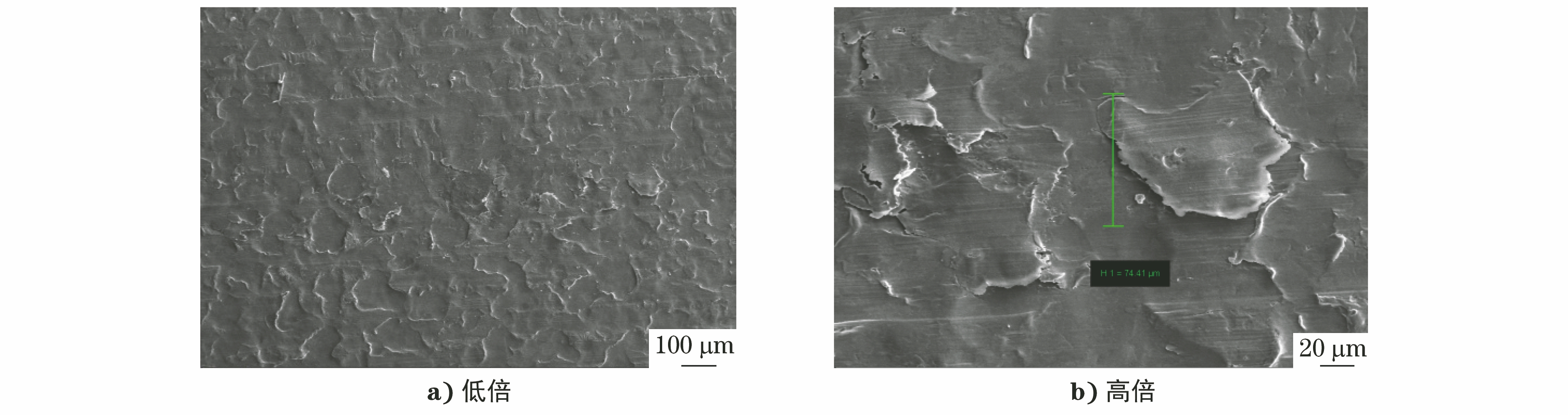
1,2号试样表面翘皮区域附近均存在块状物,采用SEM和能谱仪分析其成分,结果如图3所示。由图3可知:块状物主要含有Fe元素,以及少量的O元素。可以得出块状物实际为还原状氧化铁,在退火工艺过程中,由氧化铁还原形成,说明翘皮类缺陷产生时,1,2号试样均处于高温环境,或缺陷产生后试样均处于高温停留过程中,且处于氧化性气氛中。3号试样仅存在翘皮类缺陷,未发现还原状氧化铁,3号试样基板表面SEM形貌如图4所示。
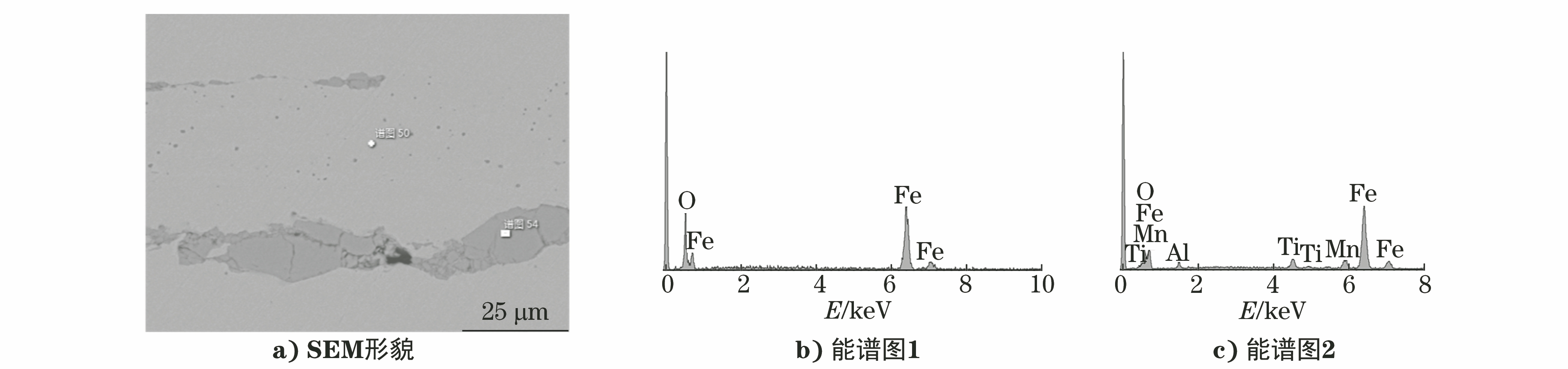
进一步观察截面,可以看到1号试样翘皮的皮下及根部延伸区域存在氧化铁,同时在氧化铁的附近存在大量的氧化圆点,深度达30 μm,成分主要为O、Mn、Ti、Al元素(见图5)。氧化圆点实质是一种合金元素的内氧化,伴随着氧及合金元素的扩散,需要一定的温度及时间。美国钢铁协会曾联合美国八大钢公司研究氧化圆点的形成机制,认为氧化圆点可在连铸结晶器到热轧粗轧之间的任意工艺产生[8]。可以根据氧化圆点的尺寸、分布深度、密集程度及具体钢种成分鉴别氧化圆点产生于加热炉阶段还是热轧阶段。1号试样氧化圆点分布十分密集,深度达30 μm,可认为该氧化圆点产生于加热炉中,该试样的翘皮类缺陷在铸坯中就已经存在。
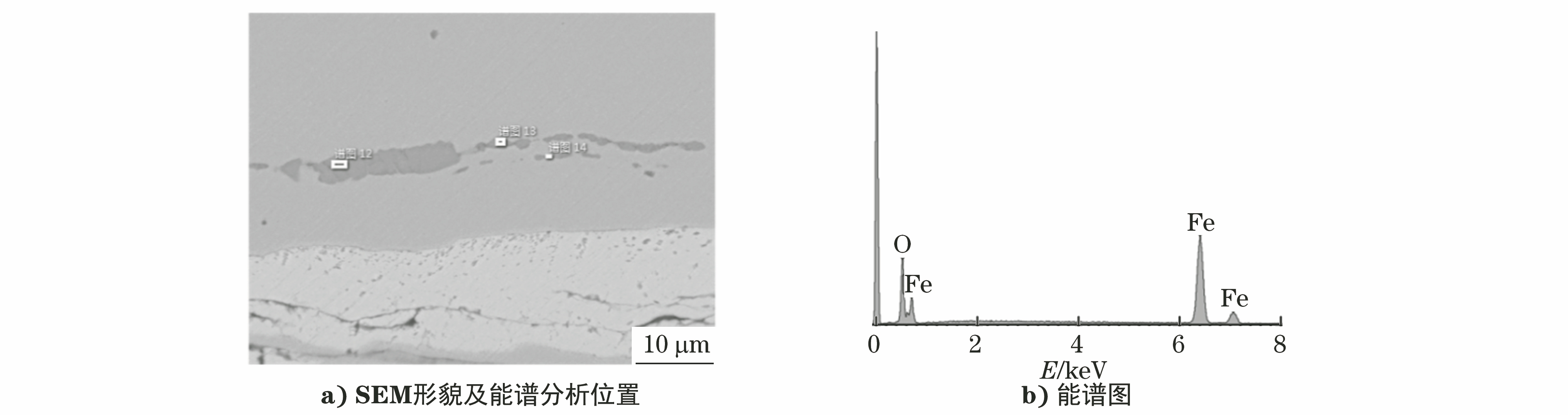
2号试样截面SEM形貌和能谱分析结果如图6所示。由图6可知:翘皮根部存在氧化铁,未发现氧化圆点。结合表面分析可知,该试样缺陷产生于热轧工艺过程中。
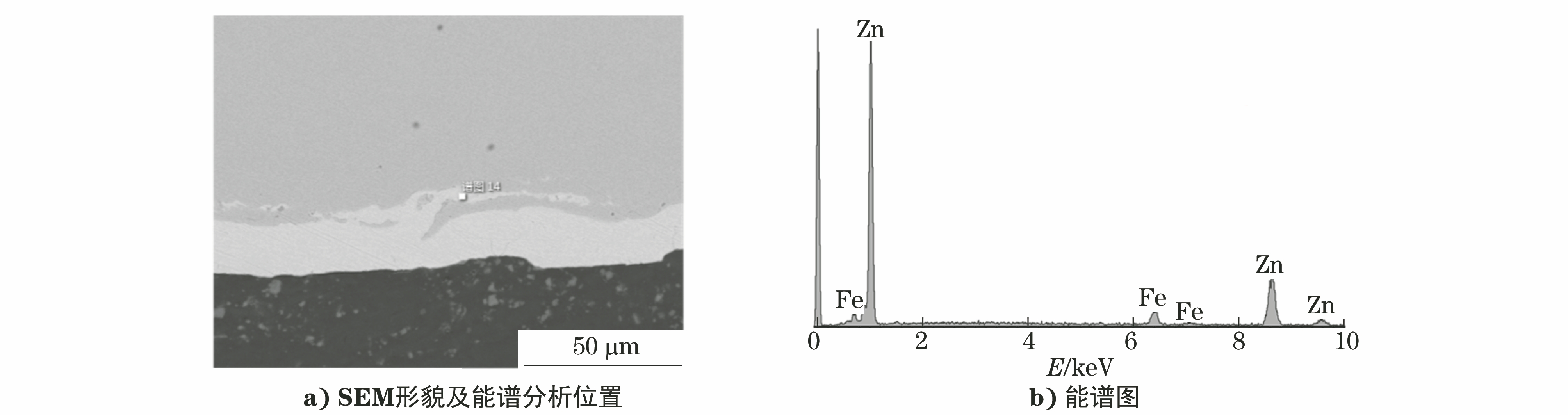
3号试样截面SEM形貌和能谱分析结果如图7所示。由图7可知:锌液已灌入翘皮内,未发现氧化铁及氧化圆点,说明该缺陷产生于冷态。
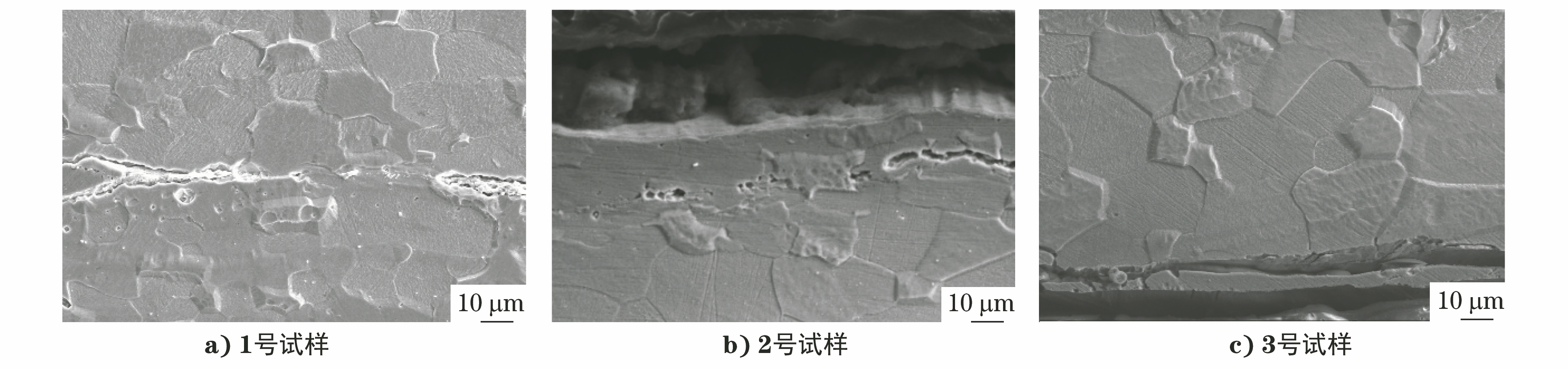
分析3个试样截面的微观形貌,结果如图8所示。由图8可知:1号及2号试样部分区域翘皮根部的裂缝不连续,翘皮与基体部分区域已经焊合成为一体,说明1号及2号试样处于高温状态,并经过轧制后完成了部分区域的焊合,再次确认了截面及表面的分析结果。3号试样无焊合区域,证明了该缺陷在冷态下产生,同时晶粒无变形痕迹,说明该缺陷在退火前产生。另一方面,对于碳元素含量较高的钢种,可通过分析缺陷处有无脱碳层来鉴别缺陷产生后,试样是否处于高温状态。
(1) 1号试样基板表面存在翘皮和还原状氧化铁,截面存在氧化铁及大量的氧化圆点,截面组织存在焊合区域。结合现场情况,试样的翘皮缺陷产生于加热炉前。
(2) 2号试样基板表面存在翘皮和还原状氧化铁,截面存在氧化铁,截面组织存在焊合区域。缺陷分布于单侧边部,同时结合现场情况,发现立辊存在磨损,确定该试样的翘皮缺陷产生于热轧工艺过程中。
(3) 3号试样基板表面存在翘皮,未发现还原状氧化铁,截面组织无变形且无焊合区域。结合现场情况,在酸洗带钢对应位置发现划伤,说明该缺陷为酸洗过程划伤引起,与分析结果一致。
总体来看,可通过缺陷的分布规律分析试样基板表面是否有还原状氧化铁及截面是否有氧化铁、氧化圆点,其具体形貌、截面组织是否有高温焊合痕迹、脱碳层、组织变形痕迹等,同时结合现场情况,鉴别该缺陷产生的具体工序。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号