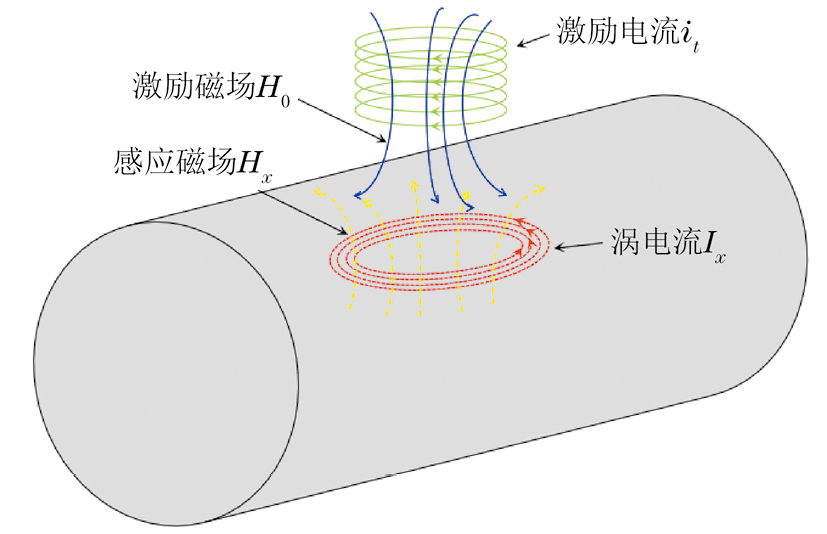
图 1 涡流检测原理示

沉淀硬化不锈钢按钢内金相组织形态可分为沉淀硬化半奥氏体不锈钢、沉淀硬化奥氏体不锈钢、沉淀硬化马氏体不锈钢。其中,合金17-4PH是在钢中加入铜、铌等元素经沉淀硬化而获得的马氏体不锈钢,该类材料具有耐腐蚀性强、强度高、塑性及韧性优良等特点,因此航运交通、航空航天工程、核工业等领域常将其作为关键零部件的材料[1-2]。远洋轮船某型号轮轴即采用17-4PH不锈钢制成,而船舶在航行过程中轮轴一直承受着巨大的扭力载荷,其即便存在细微缺陷也可能带来断轴的风险,因此在生产制造过程中需要对精加工后的轮轴进行磁粉检测,确保轮轴表面不存在裂纹、夹杂物等缺陷,保障船舶的安全运行[3]。
工程中开展轮轴荧光磁粉检测时发现轴身处常出现大面积条状、片状磁痕显示[4],经渗透检测该区域未形成类似痕迹,但是大面积磁痕显示会造成荧光磁粉检测结果的信噪比大幅下降,甚至会导致细小相关显示的漏判,因此需要寻求其他检测方法对该类工件进行有效、可靠检测。据资料显示,针对17-4PH不锈钢材料部件的无损检测,相关学者与工程人员做过众多研究与尝试。李乾武等[5]利用非线性超声技术评估核电厂17-4PH不锈钢隔离阀阀杆热老化脆化问题,结果表明非线性超声对时效过程中17-4PH不锈钢的显微组织变化敏感,可有效评估阀杆的热脆化程度。刘松等[6]采用荧光磁粉检测方法对17-4PH钢涡轮轴进行检测,发现轮轴端面存在裂纹缺陷,进一步进行理化检验与缺陷诊断分析,得出磁痕为镀铬工艺中产生的氢脆裂纹,其研究有效避免了不合格产品的流转。褚英杰等[7]建立了神经网络方法对17-4PH不锈钢热老化的磁参数进行无损评估,为沉淀马氏体不锈钢热老化的无损评估提供了可靠精确的方法。
文章针对17-4PH不锈钢轮轴轴身大面积磁痕显示进行了深入探讨,分析其形成原因和该类显示组织对轮轴性能的影响,并提出采用涡流检测技术对轮轴表面细微缺陷进行检测。首先,分析磁粉检测过程中形成磁痕的金属区域的成分以及其对于涡流检测的影响;然后,设计轮轴专用涡流检测探头,通过试验优化探头设计参数;再制定涡流检测工艺并开展检测试验,最终形成了高效、可靠、环保的涡流检测工艺[8]。
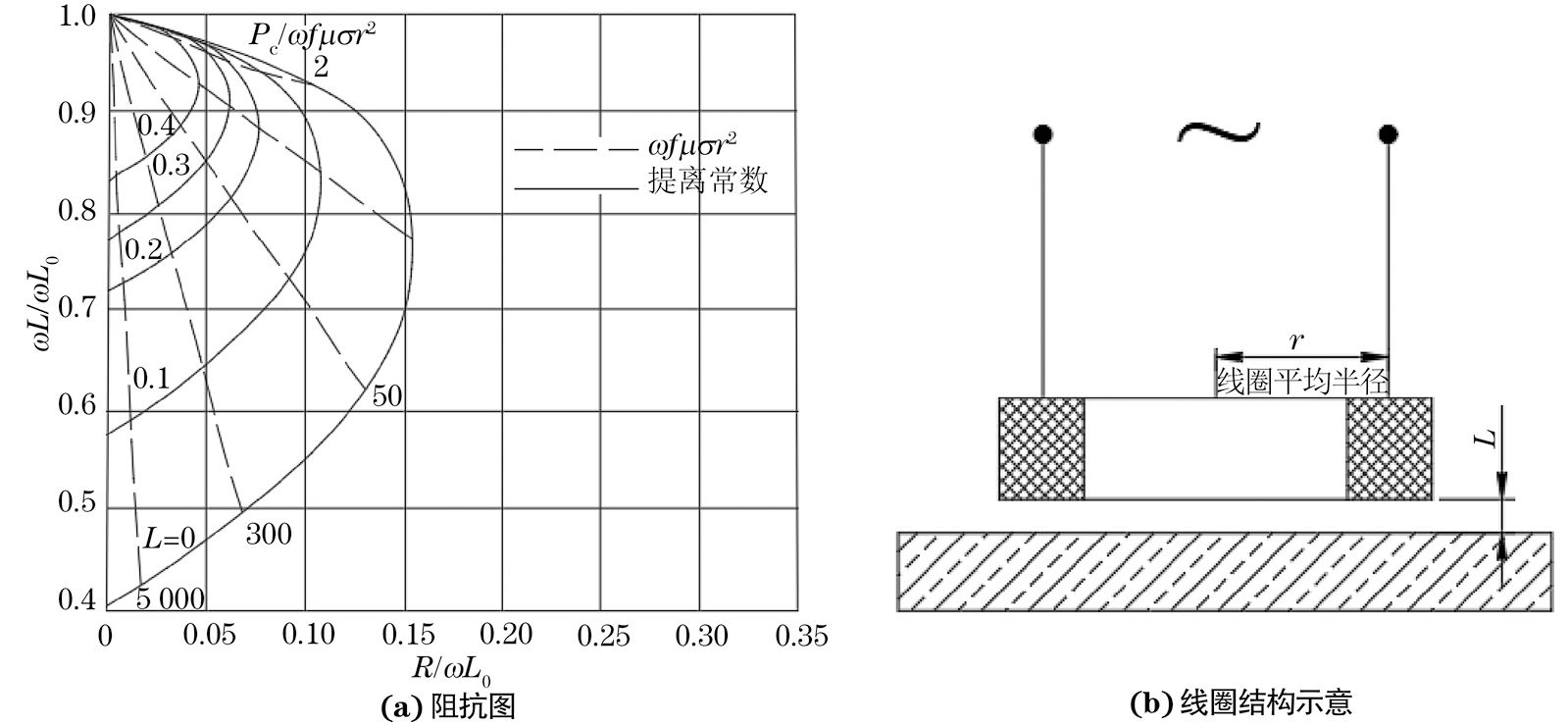
涡流检测原理示意如图1所示。涡流检测过程中,线圈内电流it产生激励磁场H0,当线圈靠近轮轴表面并发生相对运动时,激励磁场H0在轮轴中感应出旋涡状电流Ix。根据Maxwell方程可推导出轮轴不同深度处的电流Ix,其可表示为
| (1) |
式中:σ为材料电导率;μ为磁导率;x为探测深度;f为激励频率。
检测过程中,Ix在轮轴中产生与激励磁场H0方向相反的感应磁场Hx。根据电磁感应定律,无缺陷时线圈内的磁场强度矢量和ΔH(ΔH=H0-Hx)为固定值,线圈两端输出电压变化量ΔV=0;当存在不连续时,ΔH为变量值,线圈两端输出电压ΔV≠0。因此,通过分析线圈输出端的电信号关系特性即可分析轮轴中是否存在材料不连续[9]。
涡流探头的检测线圈两端可看作不含电源的端口电路,电路的激励电流it的向量表达式可表示为
| (2) |
式中:ω为角频率;?i为初始相位角。
电路端口的输出电压ut及其向量表达式可表示为
| (3) |
式中:?u为初始相位角。
二者的比值阻抗Z及其代数表达式为
| (4) |
式中:R为电阻;X为电抗。
据上述分析可知阻抗Z受检测工艺参数、待检材料连续性的综合因素影响,其变化规律可采用涡流检测阻抗图(见图2)进行表示。由图2可知,当提离高度L不变而特征参数Pc发生变化时,其阻抗沿实线方向变动;当特征参数Pc不变而提离高度L变化时,其阻抗沿虚线方向变动。故降低提离高度可扩大阻抗的变化范围,有利于提高检测信号信噪比并提升小缺陷检出率;保持特征参数Pc数值在实线的拐点处可使得有效磁导率μe达到最大(
现场采用荧光磁粉检测技术对17-4PH不锈钢轮轴进行检测时出现类似于裂纹显示的大面积磁痕,如图3所示。采用渗透检测技术对出现磁痕的位置进行复验,结果如图4所示,可知该位置不存在表面开口类缺陷。为了进一步探寻磁痕的形成原因,采用电镜扫描技术进行组织分析,100倍放大倍数下的组织图像如图5所示,表明该区域内存在大量带状组织,继续放大图像如图6所示,分析得出带状组织成分为铁素体。由于铁素体为软磁性材料,铁素体材料的磁导率大于马氏体的,则磁化过程中B铁素体>B马氏体(B为磁感应强度),因此带状铁素体区域更容易吸附磁粉,从而造成了磁痕显示。
根据统计分析可知,带状铁素体常以区域的形式出现并且边界变化缓慢,造成了该区域内材料磁导率μ、电导率σ的变化,进而导致了阻抗变化的不同。如果采用单线圈探头进行检测,则该区域内会出现大量信号噪声,而双线圈差分式探头有利于抑制材料缓慢变化带来的阻抗扰动。因此,文章采用双线圈差分涡流探头进行检测。单通道涡流探头检测区域小,考虑到实际检测过程中的效率问题,故采用四通道涡流检测技术对轮轴开展检测试验。其四个通道采用脉冲信号控制发射/接收顺序,差分线圈构成两个电桥桥臂,电桥平衡时输出电压为零,当阻抗发生变化时,电桥失去平衡,输出电压不为零,因此可通过监测输出电压的变化判断构件是否存在不连续[11]。
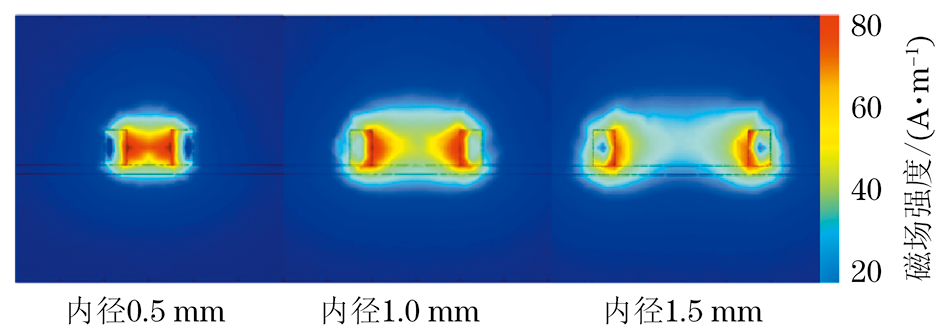
为进一步分析线圈的电磁特性,采用ANSYS软件建立模型并进行仿真试验,分析不同参数的线圈空间磁场强度分布和数值变化,设定线圈内径r分别为0.5,1.0,1.5 mm,线圈匝数、线径、壁厚、高度相等,检测材料为17-4PH钢,提离高度L为0.2 mm,其余各项参数如表1所示,正弦激励信号频率f为100 kHz。
| 材料 | 电导率/(S · m-1) | 相对磁导率 |
|---|---|---|
| 17-4PH钢 | 9.93×106 | 500 |
| 铜导线 | 5.88×107 | 1 |
| 空气 | 1 | 1 |
仿真得到不同内径线圈的磁场分布如图7所示,可知随着内径增加,线圈空心部位的磁场强度逐渐降低。提取线圈下端部径向距离线圈中心5 mm区域内的磁场强度并绘制磁场强度变化曲线,如图8所示,可知线圈端部磁场最强区域为线圈内壁,线圈内径r与径向磁场强度H径的衰减速度呈反比。提取线圈轴线下方钢板不同深度处的磁场强度数值并绘制成曲线,如图8所示,可知线圈内径r与钢板不同深度处的磁场强度H轴呈正比。
综上可知,如果对埋深缺陷检测要求不高则选择内径较小的线圈,该类线圈具有很高的表面检测灵敏度,可针对细微缺陷进行检测;如果需要兼顾近表面区域的埋深缺陷,则需要增加线圈内径,提升工件内磁场强度。轮轴作为关键部件,其表面不允许存在夹杂、裂纹、折叠等影响使用的缺陷,因此内径为0.5 mm的线圈最合适,但实际检测中内径为0.5 mm的线圈覆盖面太小,会导致检测效率低下,综合考虑下,文章选择内径为1.0 mm的线圈制作涡流探头。
由特征参数公式Pc=ωfμσr2可知,激励频率f的变化会直接影响线圈阻抗的扰动,且理论分析表明,当μe达到最大值时涡流检测灵敏度最高,即在阻抗图拐点处所对应的激励频率为最佳频率。进一步采用仿真分析技术优化激励频率,采用上述论证得出的探头结构及线圈参数构建涡流检测探头模型,激励频率分别设置为50,100,200,300 kHz。针对深度为0.1~0.5 mm的一组刻槽进行扫查,提取仿真检测数值绘制成曲线,结果如图9所示,可知频率增加有利于提高缺陷检测灵敏度,但频率超过200 kHz时检测信号幅值变化不明显,且高频率会导致噪声信号的增加,因此应在确保检测灵敏度的情况下尽量降低激励频率。
根据上述试验数据,设计制作四通道涡流检测探头,开展轮轴检测试验。探头模型及实物如图10所示。线圈采用柔性电路板承载空心线圈,背部填充柔性材料。该结构能使得线圈与轮轴曲面产生良好耦合,排除刚性接触产生的提离效应。边框侧面设计成与轮轴弧度相同的凹槽,降低检测过程中因抖动产生的阻抗干扰。经测算,该探头一次性扫查可覆盖的宽度为10 mm,效率明显高于单点式检测探头效率。
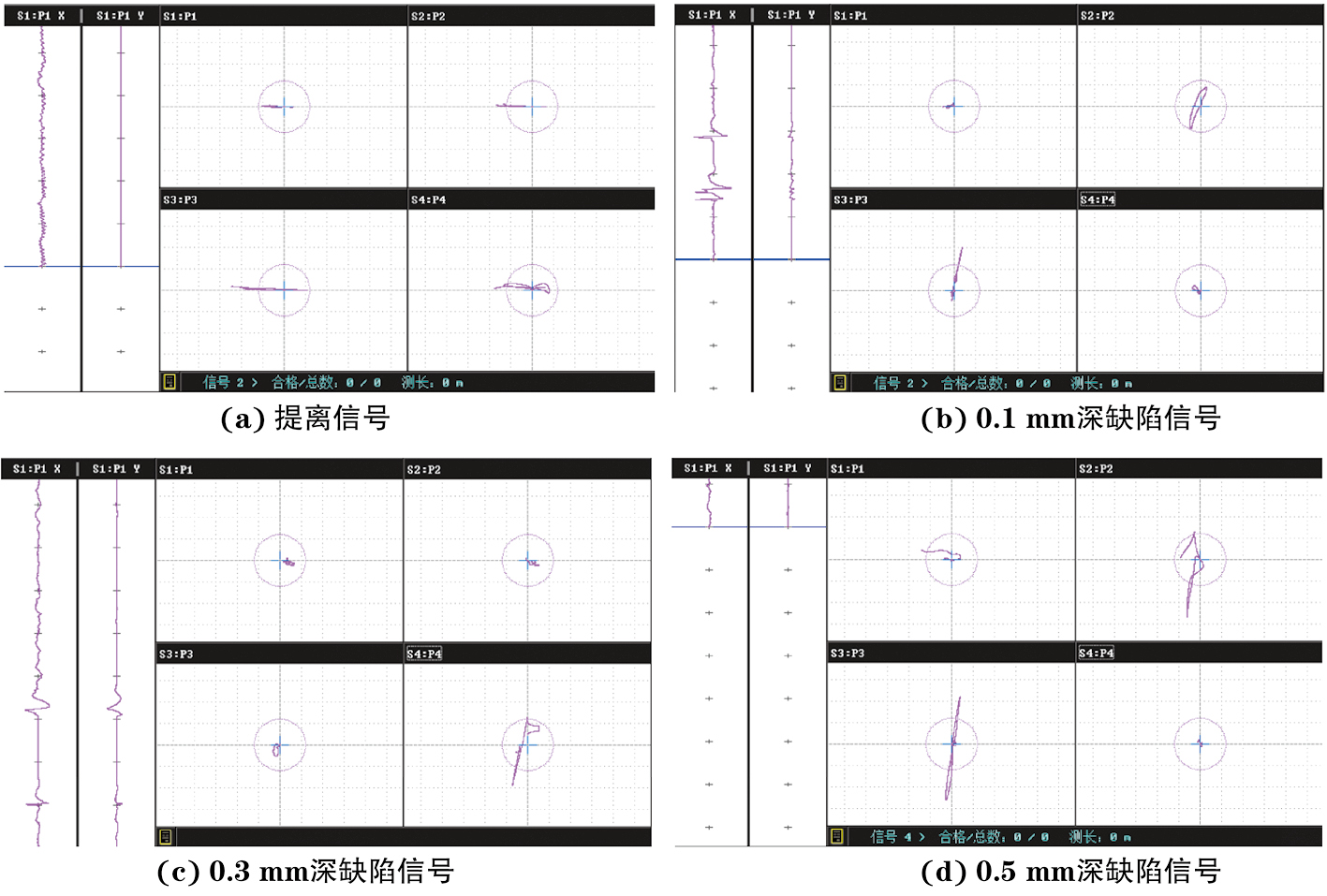
为进一步验证设计的涡流探头和检测工艺的检测效果,在轮轴表面带状铁素体区域和非带状铁素体区域分别加工人工刻槽缺陷,缺陷长度为5.00 mm,宽度为0.08 mm,深度分别为0.1,0.3,0.5 mm。采用四通道设备搭载涡流探头开展轮轴检测试验,检测结果如图11,12所示。
由图11,12可知,在非带状铁素体区域可对尺寸(长×宽×深,下同)为5.00 mm×0.08 mm×0.10 mm的人工刻槽进行有效检出,缺陷信号幅值为满屏刻度32%,噪声信号幅值为满屏刻度3.2%,信噪比为10。在带状铁素体区域,电导率和磁导率的不均匀造成了噪声信号幅值的上升,该区域尺寸为5.00 mm×0.08 mm×0.10 mm的人工刻槽信号幅值为满屏刻度32%,噪声信号幅值为满屏刻度6%,信噪比为5.3。
分析两区域的涡流检测结果可知,多通道涡流检测技术可针对17-4PH不锈钢轮轴各区域进行有效检测,带状铁素体区域缺陷信号特征明显,信噪比大于5,有效避免了磁粉检测过程中的噪声干扰。
(1)17-4PH不锈钢轮轴表面存在带状分布的铁素体组织,由于磁导率的变化,磁粉检测过程中带状铁素体会吸附磁粉形成磁痕,造成磁粉检测信噪比的下降。
(2)双线圈差分涡流检测探头可以有效减小大面积区域内材料变化带来的阻抗干扰,并且针对材料连续性剧烈变化的微小区域具有较高的检测灵敏度。
(3)相同激励条件下,涡流探头的线圈内径与导电材料表面缺陷的检测灵敏度呈反比,相同深度处的磁场强度与涡流探头的线圈内径呈正比。
(4)一定范围内增加激励频率可提高检测灵敏度,但同时会造成噪声信号的增加和涡流渗入深度的下降,因此检测过程中需要根据检测要求进行设置。
(5)四通道涡流检测探头可针对17-4PH不锈钢轮轴带状铁素体区域尺寸为5.00 mm×0.08 mm×0.10 mm的人工刻槽进行有效检测,检测信号信噪比大于5。因此,涡流检测技术有效避免了带状铁素体的干扰,实现了17-4PH不锈钢轮轴表面及近表面缺陷的快速检测。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号