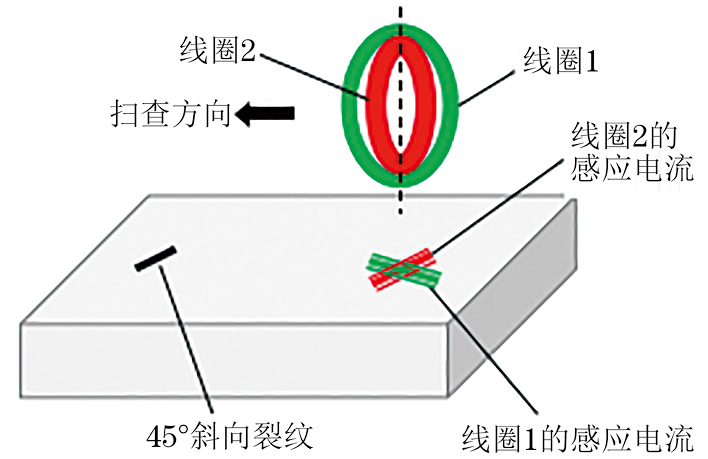
图 1 TOC-ET的检测原理示意

碳钢小口径接管常用于连接承压设备与仪表,常见的小口径接管焊缝包括管座角焊缝、凸台角焊缝和对接焊缝。管座角焊缝用于连接小口径接管与承压设备壳体;凸台角焊缝用于小口径接管的变径连接;小口径接管对接焊缝用于连接仪表。小口径接管焊缝通常采用手工电弧焊,焊接表面粗糙,为了防止腐蚀,接管部位都会涂有绝缘防腐漆,漆层厚度并不均匀。据报道,在役承压设备的小口径接管焊缝部位经常出现裂纹类缺陷[1-2]。
由于带有漆层,传统的磁粉检测方法和渗透检测方法无法实施检测,但电磁涡流检测技术可以,且不会产生太多的干扰信号。由于管座结构复杂、小口径接管曲率大、焊缝表面粗糙,普通涡流探头中的涡流线圈中心线与被检工件表面平行,对提离不敏感,但对裂纹走向的敏感性高,通常用于检测碳钢焊缝[3-4]。文章采用切向正交线圈涡流检测技术(Eddy current technique with tangential and orthogonal coils,以下简称TOC-ET)对碳钢小口径接管焊缝的裂纹进行检测。
TOC-ET基于电磁感应原理,遵循麦克斯韦方程。电磁场的计算满足时谐电磁场的复函数形式的麦克斯韦方程组。
TOC-ET的检测原理示意如图1所示。该技术将两个绝对桥式切向线圈正交差分布置,可以保证两个线圈工作时不相互串扰。当探头靠近碳钢表面时,正交交变电场会使得工件表面产生正交的感应电流,两个正交的感应电流使得产生的交变感应磁场又分别作用于对应的切向线圈,将缺陷信息传递给对应的切向线圈,使切向线圈的阻抗发生变化[5]。两个正交线圈尺寸和匝数相近,激励的电流相同,执行平衡操作可使两个切向正交线圈对于同一材料电磁特性的阻抗响应相同,将两个切向正交线圈的阻抗响应进行差分,便可得到检测信号。
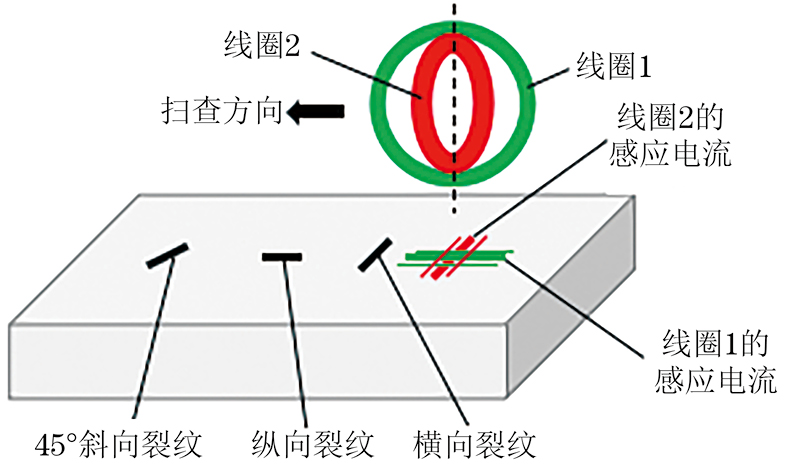
为了分析切向正交涡流检测的检测能力,将裂纹缺陷按走向划分为横向裂纹、纵向裂纹和45°斜向裂纹。检测过程中,当探头处于无裂纹部位时,两个正交线圈产生相同的阻抗响应,达到平衡,差分后的阻抗电压等于0,因此输出的信号位于平衡点位置。当检测过程中遇到与扫查方向垂直的横向裂纹时,横向裂纹走向与线圈1的感应电流方向垂直,由于刻槽的电阻率大于金属的电阻率,因此,线圈1的感应电流流动路径受到阻碍,将会从刻槽的两端或底部金属流过,感应电流路径的改变会使得线圈1的涡流信号发生变化,横向裂纹走向与线圈2的感应电流一致,对其阻碍性很小,因此,线圈2的涡流信号不变,两个线圈的阻抗响应失去平衡,信号差分后的阻抗电压信号不等于0,便会出现向上的半“8”字形的缺陷信号(规定线圈1阻抗减去线圈2的差分信号为正)。同样,纵向裂纹会阻碍线圈2的感应电流,引起线圈2阻抗响应的变化,但纵向裂纹对线圈1感应电流的影响不大,两个切向线圈的阻抗响应失去平衡,信号差分后便会呈现出向下的半“8”字形。45°斜向裂纹对于线圈1和线圈2的感应电流的阻碍效果正好相同,导致两个切向线圈的阻抗响应都发生相同的变化,依然达到平衡,差分后的阻抗电压等于0,缺陷信号位于平衡点位置。
由切向正交涡流线圈的工作原理可知,当出现向上的半“8”字形涡流信号时,表明存在横向裂纹;当出现向下的半“8”字形涡流信号时,表明存在纵向裂纹;如果没有出现明显的阻抗变化,可能是没有缺陷,也有可能存在45°斜向裂纹。因此,采用TOC-ET进行一次性扫查时,容易漏检45°斜向裂纹。
由于小口径接管焊缝表面带有厚度不均匀的漆层,文章借助试块开展试验。采用EVIDENT公司生产的型号为Nortec 600D-CCC的涡流检测仪器以及型号为WLD-5-63/7L的切向正交涡流探头,探头的工作频率为100~600 kHz,其实物如图2所示。
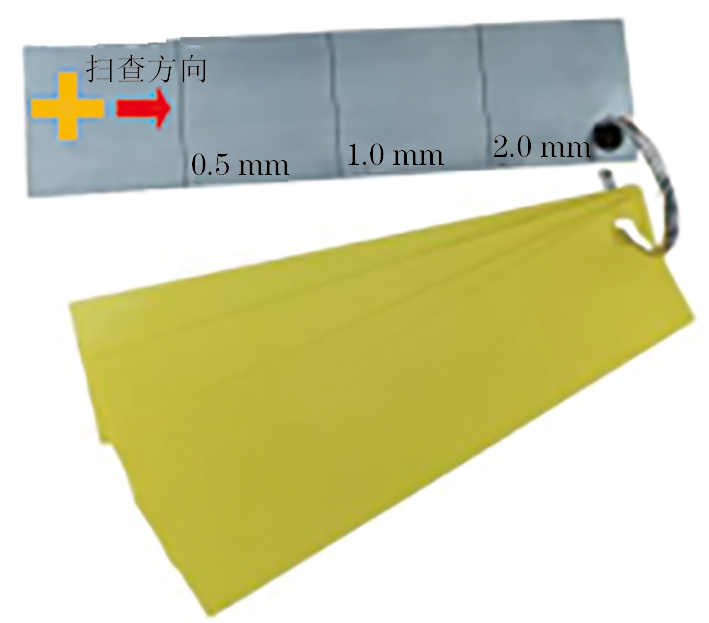
试块为带有4张绝缘薄片的碳钢刻槽板,其材料为美国钢材牌号4340(相当于中国钢材牌号40CrNi2Mo),刻槽的深度分别为0.5,1.0,2.0 mm,绝缘薄片单张厚度为0.5 mm,用于模拟防腐漆层,其实物如图3所示(“+”标记为vc bvbvcvb正交探头,箭头为扫查方向,下同)。试验时,检测频率为500 kHz,探头驱动为中级,增益为65.0 dB,相位为0°,低通滤波频率为200 Hz。
首先,将4张绝缘薄片(厚度为2.0 mm)覆盖到碳钢刻槽板的刻槽侧表面上,并将探头放置在远离刻槽和边缘的区域进行平衡操作,手持探头以相同姿势横扫刻槽,并保证探头中一个切向线圈的轴向方向垂直于刻槽长度方向,分别采集3条刻槽的涡流检测信号;然后,依次减少绝缘薄片的数量,提离高度分别为1.5,1.0,0.5,0 mm,分别采集刻槽的涡流检测信号,观察涡流信号特征的变化情况,测量涡流信号的幅值,并制作不同提离高度下各刻槽的幅值曲线。
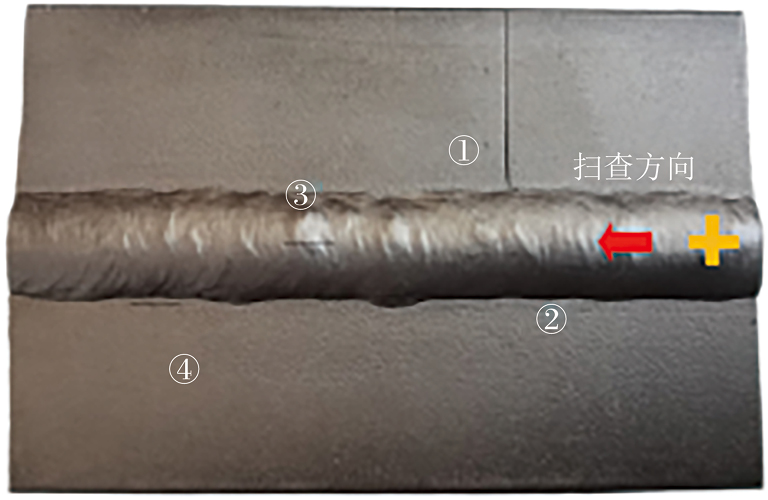
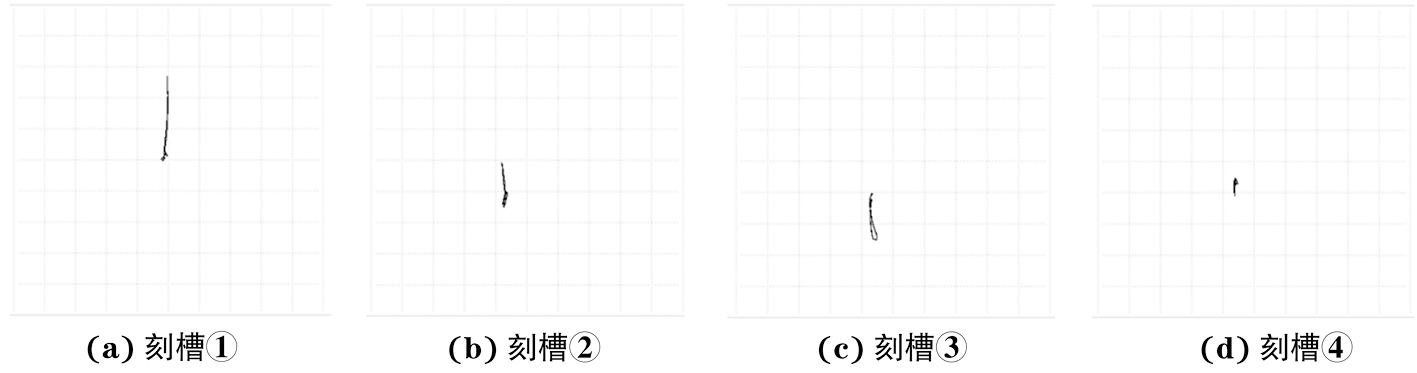
试验采用碳钢焊缝刻槽试块,其实物如图4所示,其材料为美国钢材牌号4340。试块尺寸(长×宽×厚)为76.8 mm×50.5 mm×9.4 mm,焊缝采用手工电弧焊接,焊缝焊纹较浅,共有4个刻槽,1个长横槽横跨焊趾、热影响区和母材,3个短横槽分别位于焊冠和焊趾部位,刻槽长度和深度的尺寸公差为±10%;碳钢焊缝刻槽试块的刻槽信息如表1所示。
| 刻槽编号 | 刻槽走向 | 刻槽尺寸 | 刻槽位置 | ||
|---|---|---|---|---|---|
| 长 | 宽 | 深 | |||
| ① | 横向 | 19.05 | ≤0.18 | 0.508 | 熔合区、热影响区、母材 |
| ② | 横向 | 3.175 | ≤0.18 | 0.508 | 焊冠 |
| ③ | 纵向 | 5.08 | ≤0.18 | 0.508 | 焊冠 |
| ④ | 纵向 | 5.08 | ≤0.18 | 0.508 | 熔合区 |
检测频率为500 kHz,探头驱动为中级,增益为65.0 dB,相位为0°,低通滤波频率为200 Hz。将探头在母材远离刻槽或边缘的区域进行平衡操作,沿着焊缝长度方向进行扫查,并保证探头中一个切向线圈的轴向方向与焊缝长度方向一致。
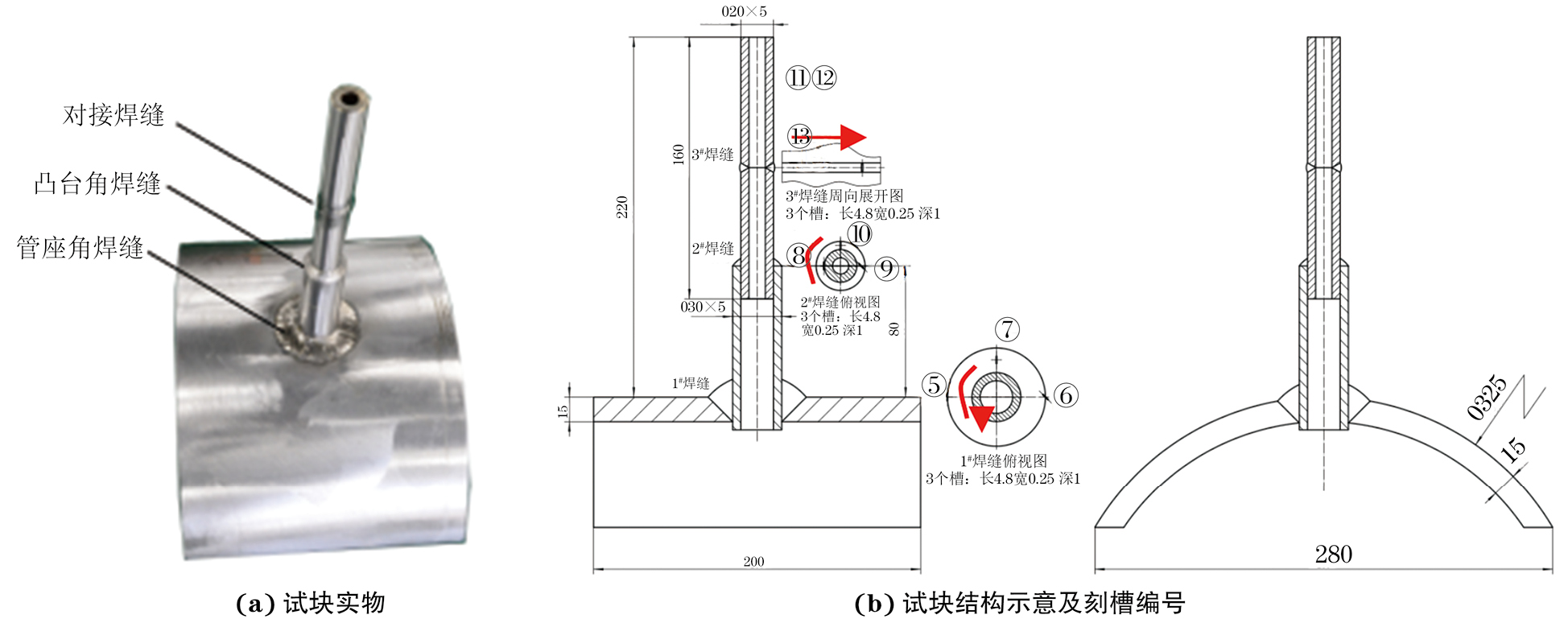
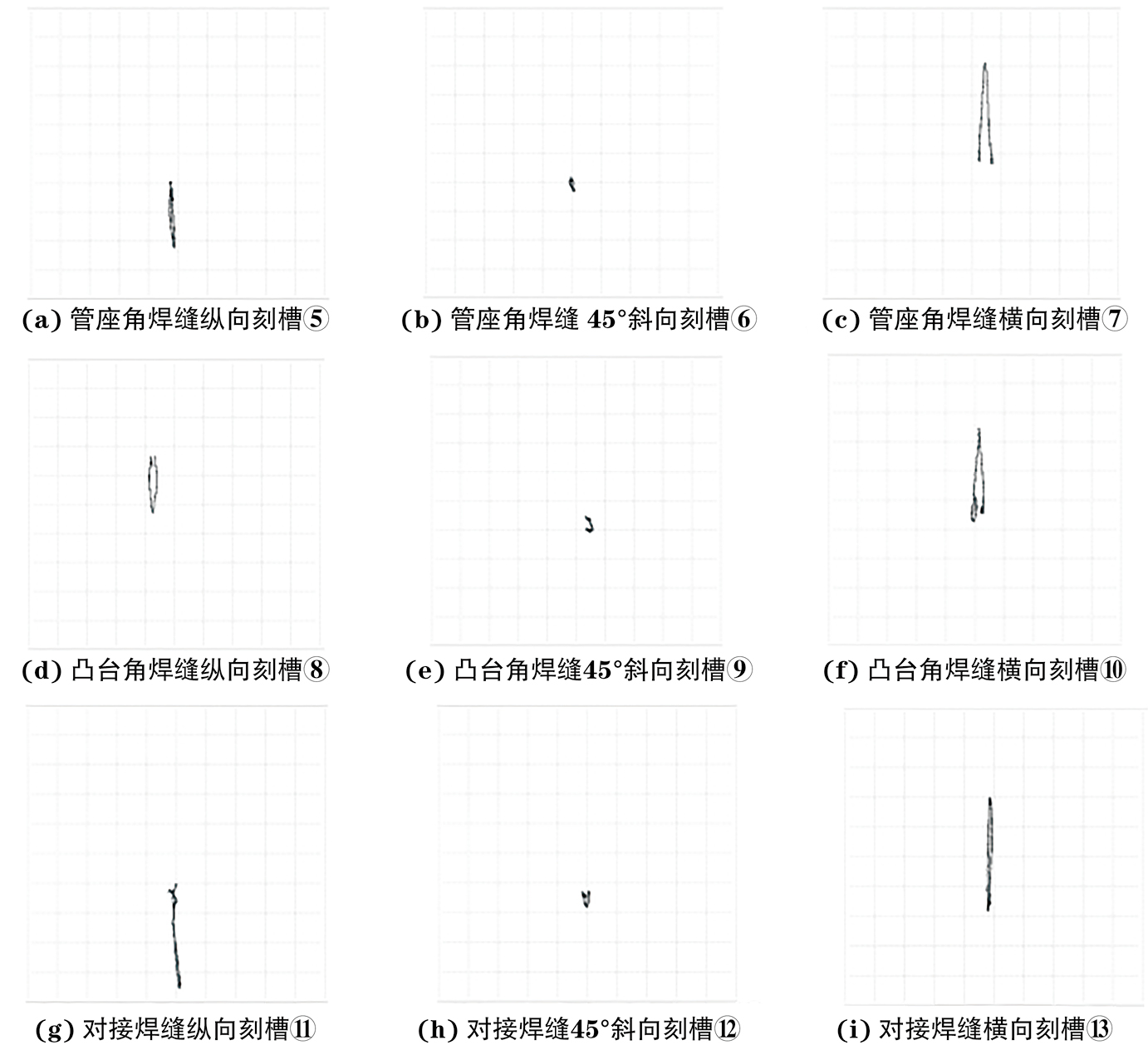
试块为小口径接管焊缝刻槽试块,其实物及结构示意如图5所示。试块材料为20#钢,试块焊缝分为3部分:外径为280 mm的管道与外径为30 mm的小口径接管之间的管座角焊缝,外径为30 mm与外径为20 mm的小口径接管凸台角焊缝,外径为20 mm的小口径接管对接焊缝。各焊缝上均加工了3条刻槽(横向刻槽、纵向刻槽和45°斜向刻槽),刻槽尺寸如表2所示。
| 刻槽编号 | 刻槽走向 | 刻槽尺寸 | 刻槽位置 | ||
|---|---|---|---|---|---|
| 长 | 宽 | 深 | |||
| ⑤ | 纵向 | 5 | 0.25 | 1.0 | 管座角焊缝 |
| ⑥ | 斜向 | 5 | 0.25 | 1.0 | 管座角焊缝 |
| ⑦ | 横向 | 5 | 0.25 | 1.0 | 管座角焊缝 |
| ⑧ | 纵向 | 5 | 0.25 | 1.0 | 凸台角焊缝 |
| ⑨ | 斜向 | 5 | 0.25 | 1.0 | 凸台角焊缝 |
| ⑩ | 横向 | 5 | 0.25 | 1.0 | 凸台角焊缝 |
| ? | 纵向 | 5 | 0.25 | 1.0 | 小口径接管对接焊缝 |
| ? | 斜向 | 5 | 0.25 | 1.0 | 小口径接管对接焊缝 |
| ? | 横向 | 5 | 0.25 | 1.0 | 小口径接管对接焊缝 |
检测频率为500 kHz,探头驱动为中级,增益为75.0 dB,相位为0°,低通滤波频率为200 Hz。工件表面没有喷涂绝缘的防腐漆层,在探头表面贴有0.54 mm厚的铁氟龙耐磨胶带,可视为采用不带铁氟龙耐磨胶带的探头直接扫查防腐漆层厚度为0.54 mm的工件。将探头在母材远离刻槽或边缘的区域进行平衡操作,沿着焊缝长度方向进行扫查,并保证探头中一个切向线圈的轴向方向与焊缝长度方向一致。
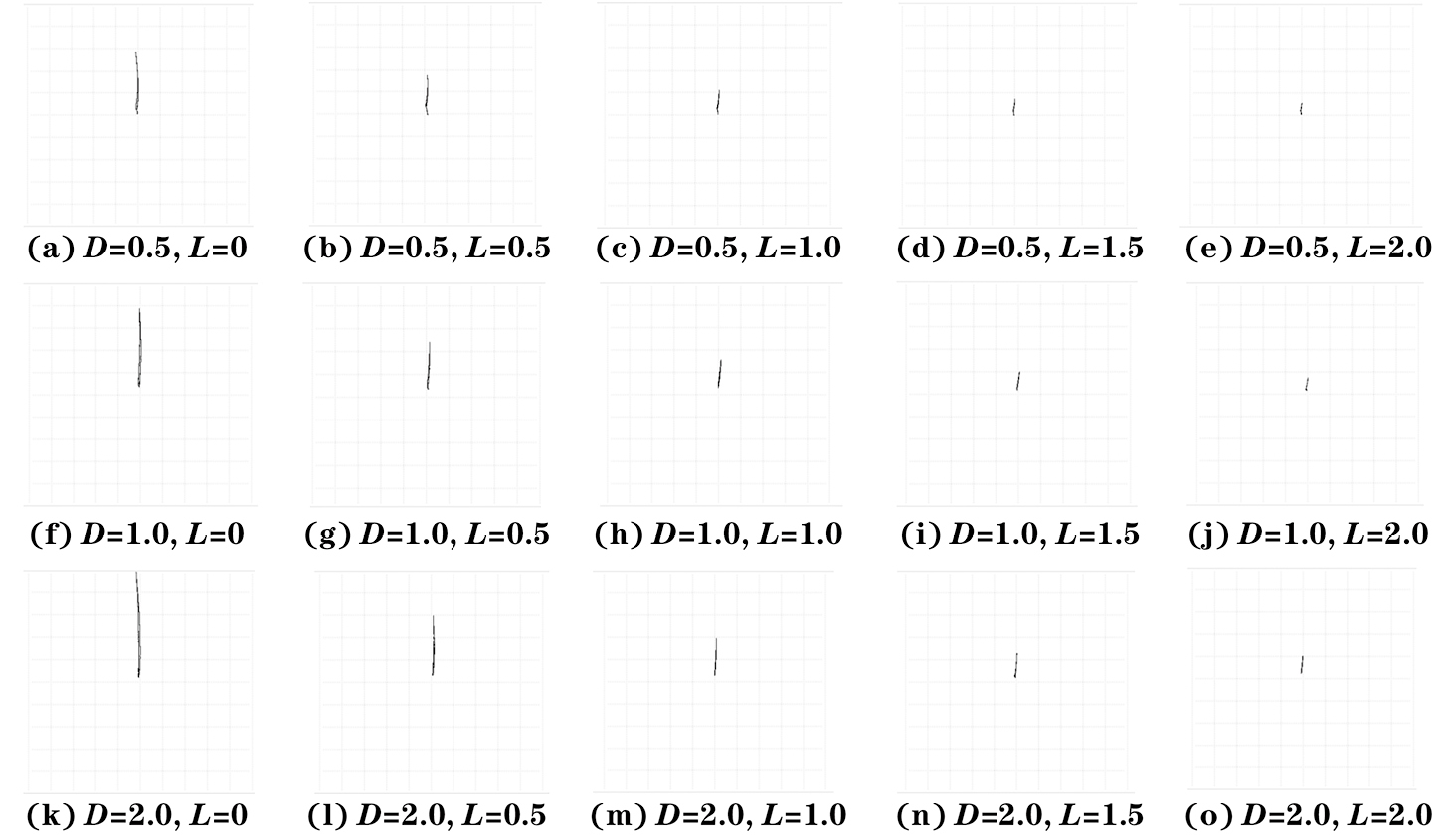
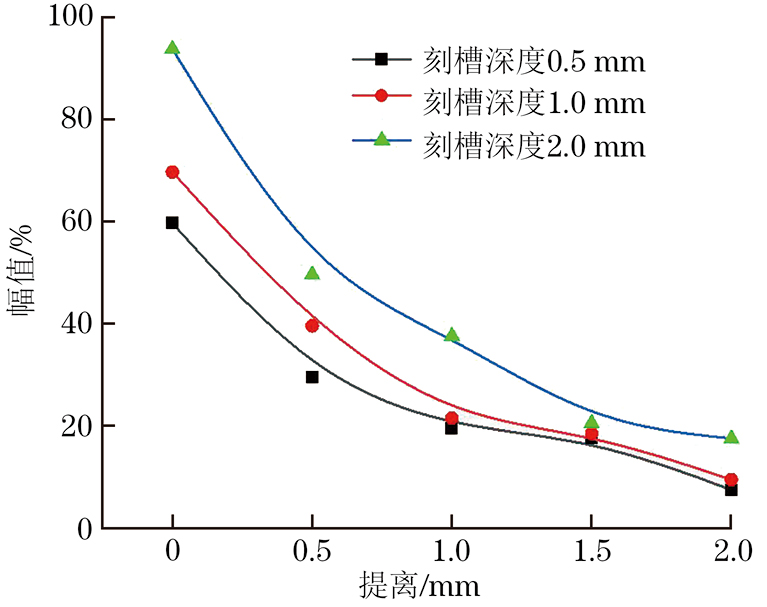
碳钢刻槽试块各刻槽在不同提离下的涡流信号如图6所示(其中D为刻槽深度,L为提离,单位为mm),不同提离下的涡流信号幅值如表3所示,不同提离下的涡流信号幅值曲线如图7所示。
| 槽深/mm | 提离/mm | ||||
|---|---|---|---|---|---|
| 0 | 0.5 | 1.0 | 1.5 | 2.0 | |
| 0.5 | 60 | 37 | 21 | 17 | 10 |
| 1.0 | 70 | 38 | 25 | 18 | 16 |
| 2.0 | 90 | 42 | 37 | 21 | 17 |
由图6和图7可知,碳钢刻槽涡流信号都是垂直方向,信号相位变化不大,信号幅值随刻槽深度增加而增加,随提离高度增加而减少,当提离高度达到2.0 mm时,0.5 mm深度刻槽的信号幅值达到10%以上,信噪比大于3,刻槽信号仍可清晰识别,因此,碳钢材料表面裂纹检测的允许提离可达到2.0 mm。
碳钢焊缝刻槽试块中各刻槽的涡流信号如图8所示,可知,横向刻槽的信号图是向上的半“8”字轨迹,纵向刻槽的信号图是向下的半“8”字轨迹。母材的长刻槽信号的基础点是屏幕中心,而焊缝区域缺陷的信号起点不是屏幕中心,这是由于焊冠区域的结构和电磁特性与母材的不同,无缺陷区域两个正交线圈的阻抗电压差分不等于0。另外,刻槽④在焊趾位置,焊缝余高导致探头很难贴近缺陷,提离过高,故信号幅值下降。
小口径接管焊缝对比试块各刻槽的涡流信号如图9所示,可知,各焊缝的纵向刻槽和横向刻槽的涡流信号为垂直向上或向下,幅值很大,容易检出但方向相反,而45°斜向缺陷信号最弱。因此,当沿着焊缝扫查时,应考虑45°斜向裂纹的盲区问题。
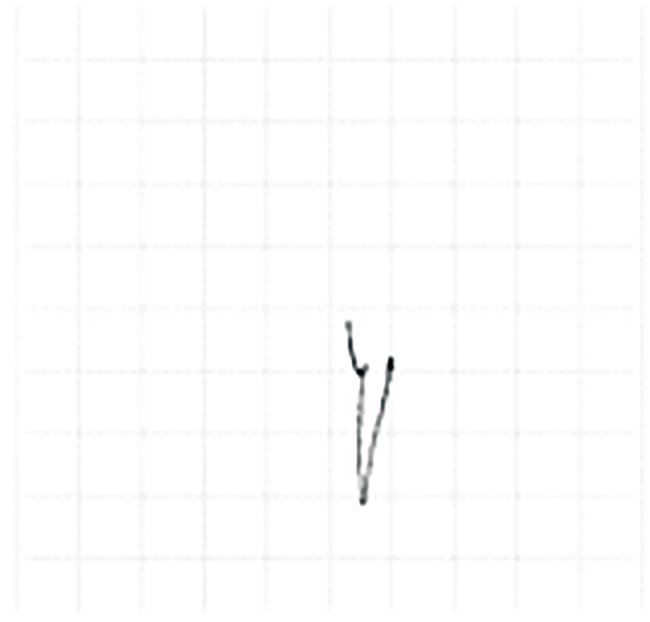
根据TOC-ET的原理,可将探头旋转45°,仍然沿着焊缝长度方向进行扫查,将会出现幅值较大的涡流信号,如图10所示。探头旋转45°的扫查示意如图11所示。如果仍沿着原来的方向扫查,两个切向线圈的感应电流方向一个与裂纹走向平行,一个与裂纹走向垂直。这样,两个切向正交线圈的阻抗平衡被打破,将会出现半“8”字形涡流信号,信号幅值增大。由以上可知,可通过探头旋转45°的补充扫查,检出45°斜向刻槽。
文章通过采用TOC-ET对碳钢表面开口裂纹的信号特征、提离高度进行分析,以及对碳钢小口径接管焊缝表面开口裂纹的检测能力进行试验,得到如下结论。
(1)TOC-ET的涡流信号相位不变,幅值随裂纹深度的增加而增加,随提离的增加而减小,最大提离可达到2.0 mm。
(2)TOC-ET的碳钢焊缝表面开口横向裂纹和纵向裂纹的涡流信号方向相反,为向上或向下;横向裂纹和纵向裂纹容易检出,但焊趾位置的纵向裂纹信号弱,对45°走向的裂纹不敏感。
(3)TOC-ET能够检出漆层厚度为0.5 mm,尺寸(长×宽×深)为5.00 mm×0.25 mm×1.00 mm的碳钢小口径接管焊缝横向和纵向表面开口裂纹,可允许接管的最小外径为20 mm。
(4)可通过探头旋转45°的补充扫查,检出45°斜向刻槽。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号