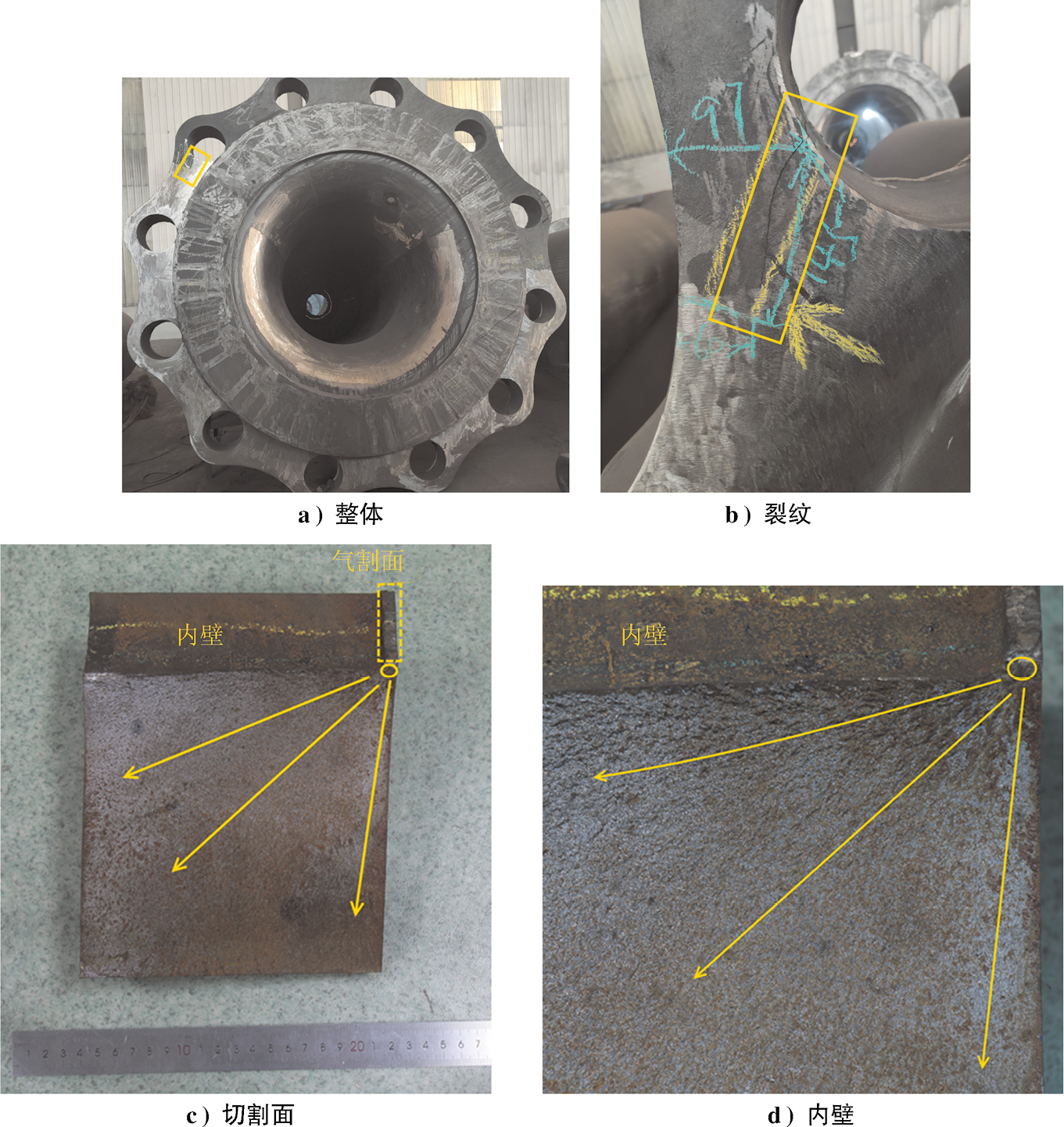
图 1 开裂铸造风电主轴及其断口宏观形貌

风电主轴是风机传动系统的核心部件,在风机中起到连接叶片轮毂和齿轮箱、传递动能的作用[1]。风电主轴服役寿命长且服役环境恶劣,极易发生断裂事故[2-4]。因此,需要严格控制主轴的质量和性能[5],这导致主轴的生产难度较大,在生产过程中容易出现开裂报废等情况[6-9]。
某QT500-14风电主轴在铸造成型后的开箱检验过程中,采用切割方式将锁定孔内披缝去除,去除后未见明显裂纹,静置5 d后,发现锁定孔边缘部位出现开裂现象,裂纹从锁定孔边缘一直贯穿至中心,导致该主轴报废。为了查找开裂原因,笔者采用宏观观察、化学成分分析、扫描电镜(SEM)分析、金相检验、力学性能测试等方法分析了锁定孔开裂的原因,以防止该类问题再次发生。
开裂铸造风电主轴及其断口宏观形貌如图1所示,该主轴锁定孔边缘发生开裂现象,开裂位置如图内方框所示。沿着裂纹打开主轴,打开后的裂纹断口如图1c)所示。对断口进行仔细观察,发现断口较平齐,断口表面局部可见明显的红褐色氧化产物,断口可见明显的裂纹扩展痕迹,裂纹扩展方向如图中箭头所示,裂纹源位于切割面附近,如图1c),1d)中椭圆所示。此外,断口及其附近未见明显的塑性变形。
从锁定孔的远离切割面处截取试样,用X射线荧光光谱仪和高频红外碳硫分析仪对试样进行化学成分分析,结果如表1所示。由表1可知:主轴的化学成分符合技术要求。
| 项目 | 质量分数 | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Mg | Re | |
| 实测值 | 3.40 | 3.45 | 0.10 | 0.020 | 0.008 | 0.035 | 0.005 |
| 技术要求 | 3.38~3.42 | 3.37~3.53 | ≤0.15 | ≤0.030 | ≤0.010 | 0.030~0.045 | ≤0.010 |
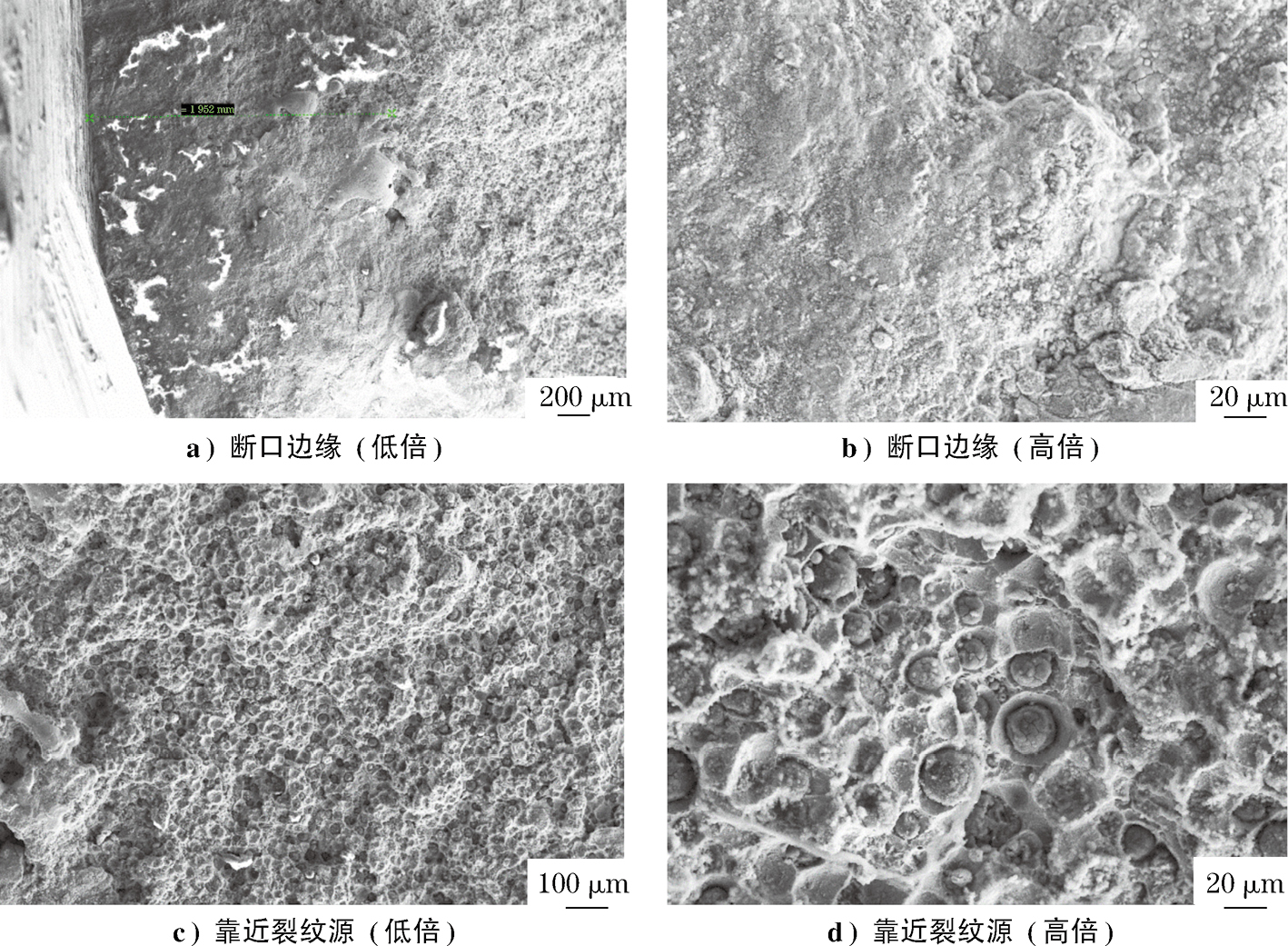
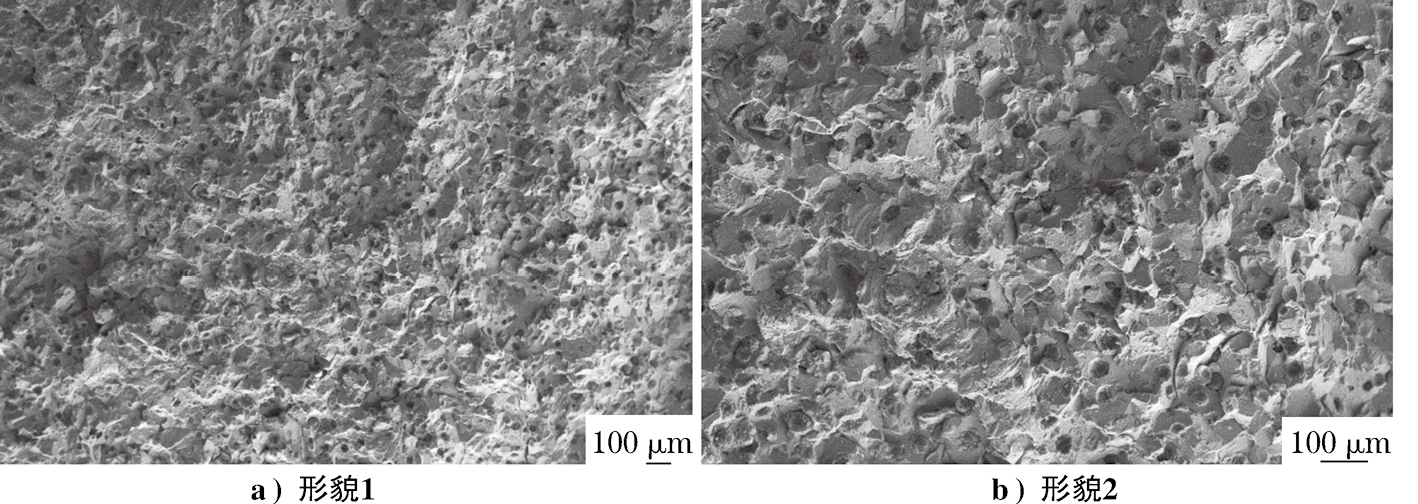
利用线切割方法在裂纹源位置及远离裂纹源位置分别取样,用乙醇溶液清洗后,将试样放入扫描电子显微镜中观察。开裂主轴断口裂纹源附近及远离裂纹源处SEM形貌如图2~3所示。由图2~3可知:断口边缘约2 mm区域未见明显球状石墨,可判断裂纹源位于过渡区附近,继续向内可见明显的球状石墨密集分布区域,该区域的宽度分布不均(见图2);超过石墨密集分布区域后,呈穿晶开裂特征形貌,石墨分布弥散(见图3)。裂纹源处石墨的密集程度明显高于远离裂纹源处。
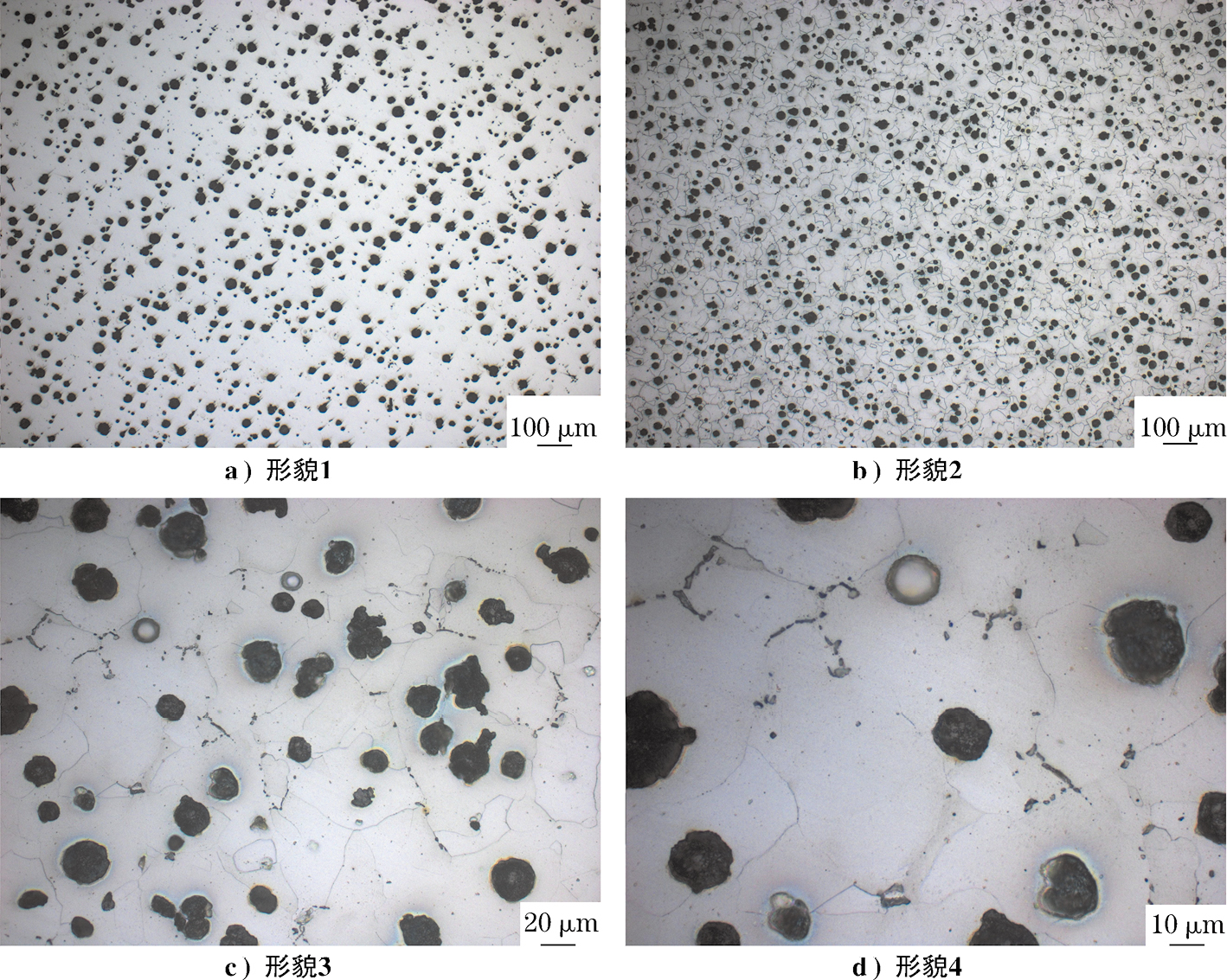
从平行于开裂断口裂纹源处取样,将试样磨制、抛光后置于光学显微镜下观察,观察靠近裂纹源处的球化情况,再用5%(体积分数)的硝酸乙醇溶液腐蚀试样,将腐蚀后试样置于光学显微镜下观察,结果如图4所示。由图4可知:靠近裂纹源处试样的石墨呈蠕虫状和团絮状、团状聚集分布,石墨分布很不均匀[见图4a)];显微组织为淬火马氏体+珠光体+莱氏体+铁素体,铁素体质量分数小于5%[见图4b)~4d)]。
断口远离裂纹源处微观形貌如图5所示。由图5可知:远离裂纹源处的石墨大部分呈球状和团状分布,石墨分布比较均匀,球化率大于90%,石墨大小级别为6级[见图5a)],铁素体质量分数大于95%[见图5b)],组织为铁素体和少量沿铁素体晶界析出的碳化物[见图5c)~5d)], 符合产品要求。
截取开裂主轴本体和附铸试块的材料,并将其制成拉伸试样,按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》对试样进行拉伸试验,结果如表2所示。由表2可知:断裂主轴和附铸试块的抗拉强度、屈服强度和断后伸长率均符合技术要求。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 附铸试块实测值 | 515 | 405 | 21 |
| 主轴本体实测值 | 502 | 397 | 12 |
| 技术要求 | ≥450 | ≥350 | ≥10 |
靠近切割面的显微组织为马氏体,说明该位置在加热到一定温度后经历过迅速冷却的过程。在迅速冷却的过程中,过渡区附近会产生较大的内部应力。裂纹源位于过渡区附近,石墨明显密集分布,石墨密集分布将导致局部区域的抗拉强度偏低。切割结束后的周向拉应力超过了该区域的抗拉强度,使材料产生微裂纹。微裂纹产生后,在残余应力和重力等局部应力共同作用下,裂纹不断扩展,最终形成了较深的裂纹,导致主轴锁定孔断裂。
主轴锁定孔切割面附近有明显的石墨密集分布,在冷却过程中,局部内应力超过其强度而产生微裂纹;微裂纹在残余应力等局部应力的作用下不断延伸,最终导致主轴断裂。建议提高原材料的质量,保证基体中材料性能的均匀性;优化切割工艺,切割前进行预热,切割后增加缓冷措施。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号