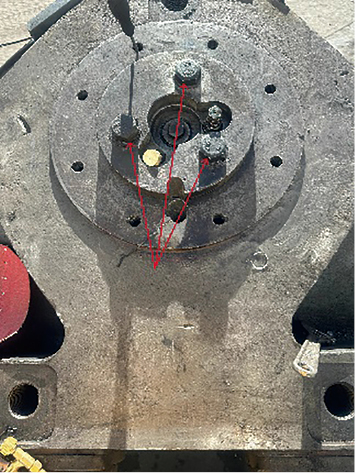
图 1 磨辊轴固定螺栓外观

燃煤电厂磨煤机是锅炉中的重要辅机设备,现阶段火电机组每台锅炉均配有若干台中速磨煤机,为锅炉的正常运行提供煤粉燃料。磨煤机具有煤质适应性广、研磨件寿命长、电耗低等优点,在现役燃煤机组中应用广泛。机组运行时,原煤通过上方给煤机进入磨煤机,经过磨盘与磨辊碾压被研磨成煤粉。冷、热一次风混合后进入磨煤机,对原煤进行干燥,然后一次风将合格的煤粉吹出分离器,煤粉通过燃烧器进入锅炉炉膛燃烧[1-2]。
某燃煤电厂1号炉B磨煤机1号磨辊轴承温度由77.74 ℃持续上升至88.79 ℃,将B磨煤机紧急停运。经解体检查发现,1号磨辊支架与磨辊轴连接的3根螺栓中部全部发生断裂。磨辊轴与磨辊支架间发生约120 mm的相对位移,受位移影响,磨辊轴承失去密封效果,煤粉大量进入磨辊内部,导致磨辊轴承损坏。
1号锅炉为330 MW燃煤机组,每台锅炉配有5台中速磨煤机。故障磨煤机为MP200B型辊盘式磨煤机,该磨煤机具有3个独立固定磨辊的外加力型辊盘式磨机,3个磨辊沿圆周方向120°均匀分布于磨盘辊道上,磨辊向磨煤机中心内部呈一定倾角。断裂的3根螺栓是磨辊支架与磨辊轴相连的固定螺栓,螺栓沿磨辊轴平面间隔120°布置(见图1),承受了磨辊的自重、碾磨压力及磨辊导向作用产生的反作用力。截至螺栓断裂,螺栓累计服役时长约44 622.17 h。笔者采用一系列理化检验方法对该螺栓的断裂原因进行分析,以避免该类问题再次发生。
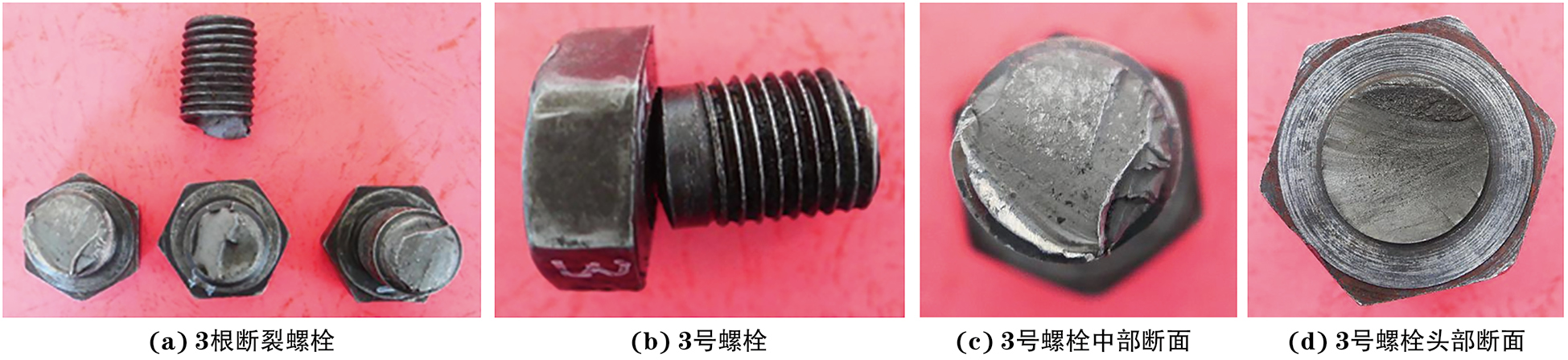
对3根断裂螺栓进行宏观观察,结果如图2所示。由图2可知:1~3号螺栓均断裂于螺栓半高处,螺栓的螺纹表面由牙顶向牙底平滑过渡,无明显的尖锐区域;3号螺栓有2处断裂,螺栓头部与螺杆过渡处大部分发生开裂,仅有少部分连接;对3号螺栓中部断面和头部断面进行观察,可见螺栓断口较为平整,断面与螺栓轴向垂直,断裂源处可见多个疲劳台阶,裂纹扩展区存在明显“贝壳纹”形貌。
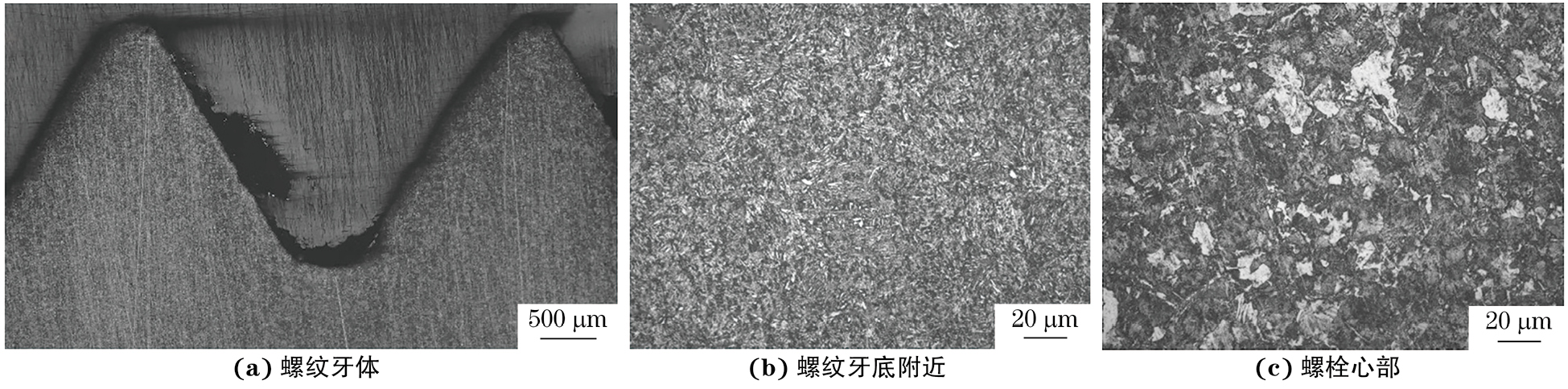
利用光学显微镜对3号螺栓进行金相检验,结果如图3所示。由图3可知:断裂螺栓未见明显全脱碳层,螺纹牙底附近组织为细小的回火索氏体,螺栓心部组织为铁素体+回火索氏体,满足技术要求。
利用直读光谱仪对3号螺栓进行化学成分分析,结果如表1所示。由表1可知:3号螺栓的化学成分符合GB/T 3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》对8.8级螺栓的要求。
| 项目 | 质量分数 | |||
|---|---|---|---|---|
| C | B | P | S | |
| 实测值 | 0.44 | <0.000 2 | 0.008 | 0.024 |
| 标准值 | 0.25~0.55 | ≤0.003 | ≤0.025 | ≤0.025 |
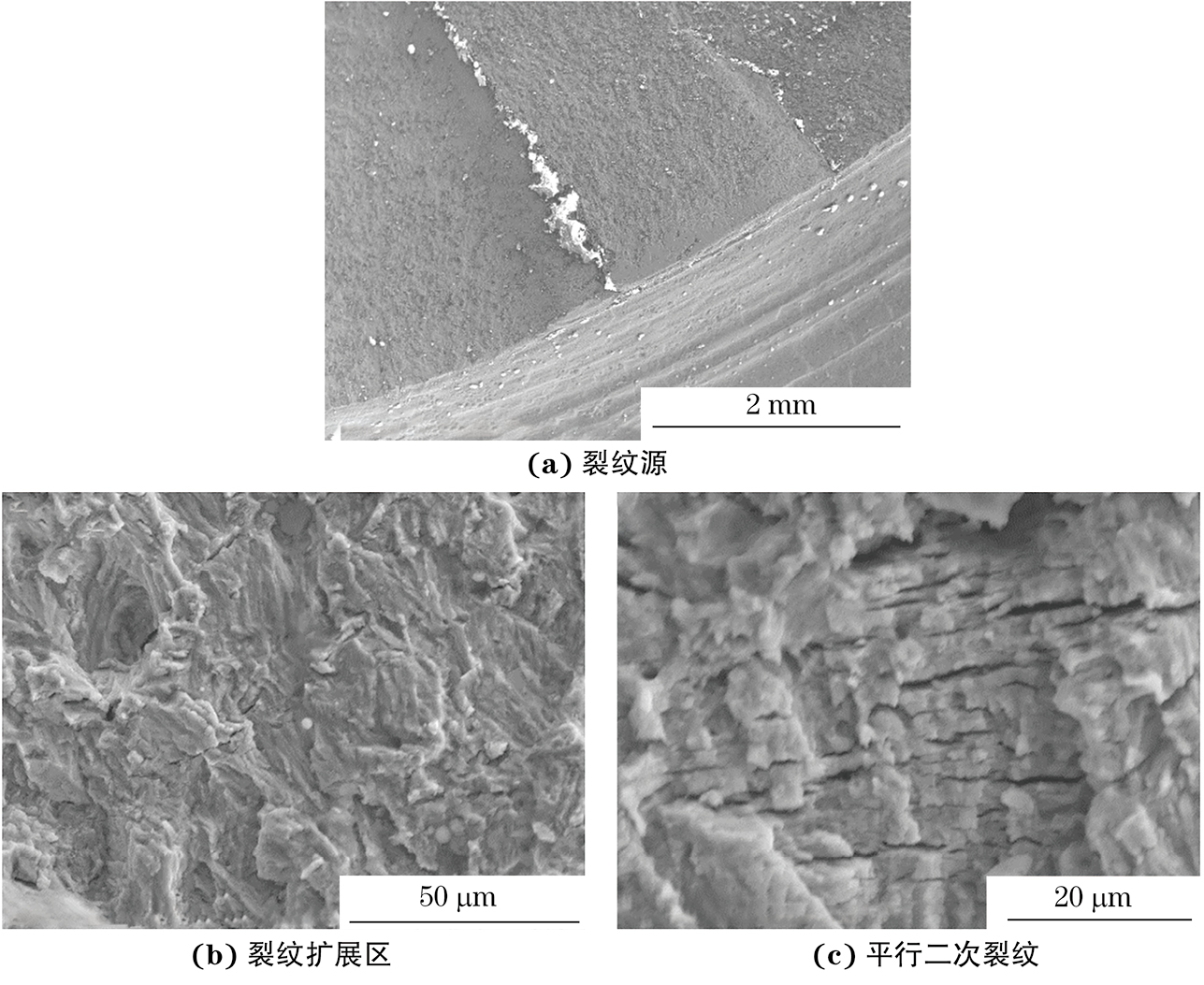
对3号螺栓进行SEM分析,结果如图4所示。由图4可知:螺栓裂纹源位于螺栓牙底处,有多个疲劳台阶,裂纹扩展区呈疲劳条带微观形貌特征,在高倍下可观察到大致平行的二次裂纹。
按照GB/T 4340.1—2009 《金属材料 维氏硬度试验 第1部分:试验方法》,利用显微维氏硬度计对3号螺栓进行维氏硬度测试,结果如表2所示。由表2可知:3号螺栓1/2半径区域内的未淬透区域硬度为300 HV,螺纹牙底附近硬度达到367 HV,高于标准要求。
| 测试位置 | 实测值 | 平均值 | 标准值 |
|---|---|---|---|
| 1/2半径区域 | 299,298,303 | 300 | 255~335 |
| 螺纹牙底附近 | 366,370,366 | 367 |
由上述理化检验结果可知:3号螺栓断口较为平整,断面与螺栓轴向垂直;断裂源位于螺纹牙底处及螺栓头部与螺杆过渡处,可见疲劳台阶,裂纹扩展区存在明显贝壳纹形貌,呈典型多源疲劳断裂特征[3];断裂螺栓的化学成分无异常;断裂螺栓组织中未见明显全脱碳层,螺栓螺纹牙底附近组织为细小的回火索氏体,螺栓心部组织为铁素体+回火索氏体,螺栓表面在热处理时存在未完全淬透现象。裂纹源位于螺栓牙底处,存在多个疲劳台阶,裂纹扩展区呈疲劳条带微观形貌,可观察到大致平行的二次裂纹,二次裂纹间距较小,呈低应力高周疲劳形貌特征。断裂螺栓淬透区域与未淬透区域的硬度差异较大,螺纹牙底淬透区域硬度为367 HV,高于标准要求。
螺栓沿变截面处螺纹牙底及螺栓头部与螺杆过渡处存在较大应力集中,且螺栓螺纹牙底处硬度偏高,组织不满足标准要求,其抗疲劳性能降低,螺栓在服役期间受到磨辊运行过程产生的长期循环载荷作用,沿应力集中处产生微裂纹,运行中裂纹不断扩展,最终导致螺栓发生疲劳断裂。
其他磨煤机磨辊轴固定螺栓在同样的运行工况和运行时间内未出现断裂故障。据此分析,引起螺栓疲劳断裂的原因还有:预紧力大小设置不当,较大的预紧力易产生多源疲劳,较小的预紧力使得螺栓松动,导致螺栓断裂;防止螺栓松动的措施不当,产生疲劳,造成螺栓断裂;使用工况不能满足设计要求[4]。
螺栓预紧力是为了增强部件间连接的可靠性和紧密性,防止连接松动。采用螺栓连接时,为保证被连接部件之间的可靠性和紧密性,需要在被连接部件之间施加足够大的轴向夹紧力,轴向夹紧力与防松性能成正比。当作用在紧固件上的横向应力超过螺纹副的摩擦力时,螺纹连接会发生松动。但预紧力过大会造成支撑面压溃,导致轴向力衰减,一旦预紧力超过螺栓的屈服极限,螺栓会发生断裂。因此,合适的预紧力是螺纹连接的重要影响因素[5]。经了解,磨煤机实际检修时,通常采用普通扳手紧固螺栓,紧固力的大小并无统一的标准,因此可以确定螺栓预紧力超出扭矩或未达到预紧力的现象都可能存在。未采用扭力扳手对螺栓进行紧固也是装配工艺不达标的一个原因。
螺栓通过螺纹的方式连接部件,在被连接件上施加轴向紧固力,通过螺纹之间的摩擦力防止螺纹松脱,达到紧固的目的。为了增强螺栓紧固件的防松性能,可以采取的措施主要有增加摩擦力防松、机械防松、破坏螺纹副关系防松3种方式[6]。磨煤机紧固螺栓穿过磨辊支架,通过螺纹与磨辊轴连接,磨辊轴连接处为盲孔结构。在实际工作时,磨辊轴始终在振动工况下运行,螺栓受交变载荷、振动、工作温度等因素的影响,夹紧力随使用周期的延长而减小,螺栓不可避免地会产生松动。磨辊每年需进行堆焊加工,螺栓重复拆装且长期使用会对螺纹造成损伤,影响了螺栓连接的配合间隙。原图纸设计装配使用平垫圈,平垫圈不具有防松功能[7],会造成螺栓松动。
磨煤机运行时,原煤干燥工作温度由一次风获得[8]。实时监控显示机组高、低载荷时磨煤机入口温度为242~272 ℃。根据GB/T 3098.1—2010,当环境温度超过150 ℃,最大达到300 ℃时,随着温度的不断升高,应力松弛将伴随夹紧力的损失。螺栓紧固件由于热膨胀系数不同而发生不同的热膨胀变形,产生相对运动,造成螺栓连接副旋转松动[9]。对磨煤机内部各区域温度进行核查,显示磨辊轴承保护温度报警上限为90 ℃,说明与之相连的螺栓所处位置温度未超出螺栓温度使用范围。因此,环境温度对螺栓松动不构成影响。
磨煤机磨辊螺栓断裂的主要原因为:在服役期间,磨辊产生长期循环载荷,使螺栓沿变截面处螺纹牙底及螺栓头部与螺杆过渡处产生较大应力集中,且螺栓螺纹牙底处硬度偏高,降低了其抗疲劳性能,裂纹产生时螺栓所受的力较大,在工作应力和过大的预紧力作用下,螺栓产生微裂纹,裂纹不断扩展,进一步引起螺栓松动,在循环应力的作用下,最终螺栓发生疲劳断裂。
建议装配螺栓时,用扭力扳手调整螺栓轴向预紧力,防止因轴力不足而引起螺栓松动,导致螺栓疲劳载荷增大。螺栓拆装需符合工艺要求,对连接范围内两部件的接触面进行表面处理,增大接触面的摩擦系数,检查螺栓孔的使用情况,发现内螺纹配合间隙超标时,应及时修复或更换。提高螺栓机械加工精度,减小螺纹表面粗糙度对疲劳寿命的影响,增大螺纹根部的圆弧,降低应力集中系数,以提高螺栓的疲劳强度。循环振动工况下,可尝试使用防松效果较好的垫圈。严禁使用存在变形、螺牙损坏等缺陷的螺栓。加强设备的状态监测,运行中监视磨煤机振动、轴承温度、电流等参数的变化,以及时发现设备异常。建议掌握磨煤机的运行状况,制定科学合理的螺栓更换周期。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号