



分享:胀断 MC11H 连杆横向断面收缩率低的原因

摘 要:通过宏观观察、化学成分分析、断口分析、金相检验、扫描电镜及能谱分析等方法,分析 了胀断 MC11H 连杆横向断面收缩率偏低的原因。结果表明:在连杆锻造过程中,锻件大头、小头 端心部和横截面1/2半径处的金属沿锻件宽度方向向四周流动,导致连杆大头端分布着短条状 MnS夹杂物,从而使 MC11H 连杆的横向断面收缩率降低。
关键词:胀断连杆;断面收缩率;夹杂物;锻造
中图分类号:TG580.63 文献标志码:A 文章编号:1001-4012(2022)01-0057-05
力学性能是钢材最重要的使用性能,对于汽车 零部件,其横、纵方向上的力学性能均需要满足标准 要求。金属内部夹杂物等缺陷的不均匀性以及锻造 后金属组织的各向异性,会造成锻件横向塑性总是 低于其纵向塑性,且部分锻件横向塑性实测值远远 低于标准值。
胀断 MC11H 连杆的材料牌号为C38ModBY,采用 直径为68mm的圆形钢棒,经辊锻、预锻及终锻等工序 进行锻造成形,其加工工艺流程为下料→感应加热→ 辊锻→压扁→预锻→终锻→切边→冲孔→控冷→机加 工。在锻造态 MC11H 连杆大头处截取横向拉棒试样 进行拉伸试验,试验后发现其横向拉棒试样的断面收 缩率偏低。笔者通过宏观观察、化学成分分析、断口分 析、金相检验、扫描电镜及能谱分析等方法,分析了涨 断 MC11H 连杆横向断面收缩率偏低的原因,以期进一 步改善 MC11H 连杆的横向拉伸性能。
1 锻造态连杆的拉伸性能
胀断 MC11H 连杆在试生产过程中,原材料纵向 和横向拉伸性能均符合标准要求。原材料经锻造成形 后,分别在锻造态连杆大头和连杆体处取横向和纵向 拉棒试样进行拉伸试验,取样位置见图1所示,其拉抻 性能见表1,锻造态 MC11H 连杆横向的断面收缩率远 低于技术要求,其余拉伸性能均满足技术要求。


2 理化检验
2.1 化学成分分析
根据 GB/T4336-2016《碳素钢和中低合金钢火花源原子发射光谱分析方法》,采用德国斯派克 SPECTROLAB 型 火 花 直 读 光 谱 仪 对 锻 造 态 MC11H 连杆进行化学成分分析。由表2可见,锻 造态 MC11H 连杆的化学成分满足企业内部标准的 技术要求。

2.2 宏观观察
胀断 MC11H 连杆纵向拉伸试样断口一般存在 明显的塑性变形区域,断口呈杯锥状,可见明显剪切 唇 和放射区,杯的深浅与断面收缩率的高低息息相关[1]。如图2所示:胀断 MC11H 连杆横向拉伸试 样断口未见明显塑性变形区域,表现为脆性断裂特 征。在断口约二分之一直径处的两侧区域呈现不同 的形貌特征,断口右边区域未见明显颈缩现象,呈亮 灰色结晶状形貌;左边区域呈凹凸不平、无金属光泽 且层次起伏的木纹状平行条带形貌,木纹状平行条 带与 连 杆 锻 造 流 线 方 向 一 致,根 据 GB/T1814- 1979《钢材断口检验方法》,该形貌断口被称为层状 断口。

庞钧[2]研究表明木纹状断口对金属横向的抗拉 强度、屈服强度影响很小,对金属横向的塑性影响较 大。有研究表明成分偏析或连续的非金属夹杂物等 缺陷是造成木纹状断口的主要因素。
2.3 低倍组织和碳、硫含量检验
微观偏析和宏观偏析均会造成材料性能上的差 异,最终影响工件的使用性能,碳、硫偏析是连铸坯 中最常见的缺陷,可采用低倍组织检测法进行检测, 也可在材料不同位置处取屑进行检测。低倍组织检 测依据标准 GB/T1979-2001《结构钢低倍组织缺 陷评级图》中的评级图对组织进行评级。根据 GB/ T20123-2006 《钢铁 总碳硫含量的测定 高频感应 炉燃烧后红外吸收法(常规方法)》,采用 HX-HW8B 型高频红外碳硫分析仪进行碳、硫含量检测。
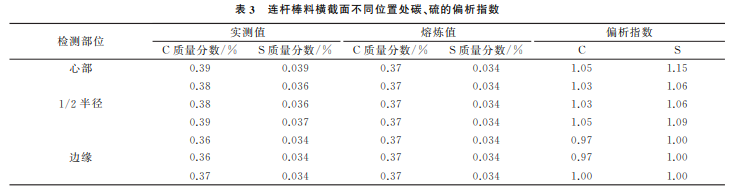
在连杆棒料截取横截面试样,经酸性溶液浸蚀 后进行低倍组织检测,见图3。低倍组织检测后,将 试样打磨、抛光后,在试样心部、1/2半径以及边缘 三个偏析严重位置处,用6mm 的钻头分别钻1,3, 3个点进行取屑(取屑位置见图4),用红外碳硫仪进 行碳、硫含量检测,通过偏析指数(碳、硫含量实测值 与碳、硫熔炼值的比值)表征连杆棒料横截面不同位 置处的偏析程度,结果见表3,表3中的熔炼值来源于钢厂提供的检测报告。

低倍组织的技术要求为一般疏松不大于2级, 中心疏松不大于2级,锭型偏析不大于2级。连杆 棒料横截面的低倍组织检测结果为一般疏松1级, 中心疏松1级,锭型偏析、一般斑点状偏析和边缘斑点状偏析都为0级,均符合技术要求。
碳偏析指数的技术要求为不大于1.1,硫偏析 指数的技术要求为不大于1.15 。由表3可见:连 杆棒料 横 截 面 1/2 半 径 处 碳 的 平 均 质 量 分 数 为 0.383%,平均偏析指数约为 1.04 ;1/2半径处硫 的平均 质 量 分 数 为 0.036%,平 均 偏 析 指 数 约 为 1.05;边缘区 域 碳 的 平 均 质 量 分 数 为 0.363%,平 均偏析指数约为0.98;边 缘 区 域 硫 的 平 均 质 量 分 数为0.034%,平均偏析指数约为1.00。连杆棒料 横向断面 的 碳、硫 偏 析 程 度 较 小,符 合 技 术 要 求。 连杆棒料横 截 面 不 同 位 置 处 的 碳、硫 含 量 从 高 到 依次为心部、1/2半径处、边缘区域。综上所述,连 杆棒料横截 面 的 低 倍 组 织 和 碳、硫 偏 析 指 数 均 符 合技术要求。

2.4 夹杂物检验
分别从连杆棒料横截面心部、1/2半径以及边 缘偏析严重位置处取样,根据 GB/T10561-2005 《钢中非金属夹杂物含量的测定标准评级图显微检 验法》,采用 GX71型奥林巴斯金相显微镜进行观 察检测。由图5可见,与连杆棒料横截面1/2半径 和边缘处相比,其心部夹杂物最多,夹杂物主要为硫 化物,呈长条状且沿轧制方向伸展。心部硫化物评 级为粗系2级,1/2 半径处硫化物评级为粗系 1.5 级,边缘处硫化物评级为粗1级。

由图6可见:锻造态 MC11H 连杆横向拉伸试样断 口夹杂物分布不均匀,结晶状断口区域均匀分布着少 量浅灰色细系夹杂物,木纹状平行条带区域夹杂物较 密集;进一步放大观察,可见木纹状平行条带区域分布 着大量短条状夹杂物,夹杂物沿锻造流线方向伸展。

2.5 扫描电镜及能谱分析
采用蔡司Sigma500型扫描电镜(SEM)对锻造 态 MC11H 连杆横向拉伸断口的木纹状断口区域进 行观察,采用JED-2200型能谱仪(EDS)对木纹状断 口处的夹杂物成分进行分析。如图7a)、b)所示,木 纹状断口区域可见许多平行的沟槽,沟槽扩展方向 与锻造流线方向一致,沟槽内均存在条状夹杂物,沟 槽两侧可见细小的韧窝。如图7c)所示,木纹状断 口区域夹杂物主要为 MnS。

3 分析与讨论
一般情况下,材料的断面收缩率随碳含量的升 高而下降。为提高材料塑性,生产中一般都将材料 中的碳元素含量控制在技术要求的下限值。磷元素 含量偏高也会降低材料的塑性,适量锰元素能有效 提高材料的强度,且对材料的断面收缩率几乎无影 响。一定含量的硫元素对后续连杆的涨断加工有 利,但硫含量过高会使材料的塑性降低,所以硫含量 也应控制在技术要求的下限值。
连杆棒 料 横 截 面 的 硫 化 物 为 长 条 状,锻 造 态 MC11H 连杆横向拉伸断口中硫化物呈短条状断续 分布,是在连杆锻造过程形成的。MC11H 连杆是 通过锻 造 和 切 边 冲 孔 工 艺 加 工 而 成 的,图 8 是 MC11H 连杆锻造成形工艺流程示意。

由图8可见,在辊锻过程中,锻件直径不断减 小,大部分金属都沿锻件的轴线方向流动[3],锻件棒料心部夹杂物等沿轴向被拉长,直至断开,从而形成 细条状断续的夹杂物形貌特征[4]。预锻前对锻件进 行压扁,目的是改善终锻成型时金属的流动条件,提 高金属的充型能力,该工序只对锻件进行较小深度 的压下,因此变形程度很小。预锻工序目的是使连 杆大头和小头端成形,为预防锻件出现折叠伤,杆身 设计为矩形截面,待终锻时进行最终成型。压扁后 锻件大头端的横截面面积与最终成型的连杆大头的 面积相差较大,需要对锻料长度方向上的金属进行 再分配。另外,预锻开始时,锻件金属随着上模的下 压而向下流动,当上下模盲孔凸台与锻件完全接触 后,与下模接触的锻件金属几乎不流动,此时在上、 下模盲孔凸台的挤压下,锻件大头和小头端金属从 锻件中心轴沿宽度方向向四周流动,锻件宽度增加, 连杆整体轮廓基本成形,出现飞边[5]。所以,预锻工 序中金属的流动主要有锻件大头和小头端金属从锻 件中心轴沿宽度方向向四周边缘流动和锻件大头端 金属沿锻件长度方向流动[6]。在终锻工序中,需要 再次对锻件进行锻打,使型腔充型充分,锻件大头端 变形程度不大[7]。
综上所述,预锻工序锻件大头、小头端心部和横 截面1/2半径处的金属沿锻件宽度方向向四周边缘 流动,一方面,导致锻件大头端夹杂物等缺陷大量聚 集或局部堆积。另一方面,在挤压剪切力作用下,夹 杂物呈短条状断续分布。同时,锻件大头端金属沿 锻件长度方向流动,使夹杂物延展方向与锻造流线方向一致。
MC11H 连杆材料为 C38ModBY 钢,其硫质量 分数较高(约为 0.034%)。经轧制变形后,夹杂物 等缺陷主要分布在棒料心部,在锻造过程中锻件心 部金属向四周流动,夹杂物等缺陷在锻件大头端聚 集,从 而 使 锻 件 横 向 的 拉 伸 性 能 受 到 影 响。 在 MC11H 连杆横向拉伸性能试验过程中,首先开始 变形的是铁素体带,随后应力在垂直于受力方向的 夹杂物位置处集中,随着横向拉力的增加,缺陷位置 处的应力超过材料的许用应力,夹杂物与金属界面 处发生开裂,形成微小孔洞,随着拉伸变形的逐步 加剧,孔洞不断扩展、开裂形成多条裂纹,断口出现 分层,最终形成木纹状断口。
连杆棒料心部含硫量较高,在预锻工序模具的 作用下,棒料心部金属主要向锻件大头流动,造成夹 杂物在该处大量聚集,最终在连杆大头形成断续分 布的短条状夹杂物,这严重破坏了连杆横向拉伸性 能的连 续 性,从 而 使 连 杆 横 向 的 断 面 收 缩 率 降 低[8-9]。
4 结论及建议
(1)MC11H 连杆大头端横向的断面收缩率低 是该处密集分布的大量短条状 MnS夹杂物导致的。
(2)在锻造过程中,可通过控制锻压初始温度 为1220~1250 ℃,以改善材料流动性,减少夹杂 物聚集。
(3)控 制 锻 件 温 降,上 模 压 下 速 度 控 制 在 10mm/s左右。
参考文献:
[1] 李红英.金属拉伸试样的断口分析[J].山西大同大学 学报(自然科学版),2011,27(1):76-79.
[2] 庞钧.钢中 层 状 断 口 的 研 究 [J].大 型 铸 锻 件,1982 (4):65-71.
[3] 张承鉴.辊锻技术[M].北京:机械工业出版社,1986.
[4] 李庆.连杆锻件成形的数值模拟及坯料优化[D].重 庆:重庆工学院,2008.
[5] 刘助柏,倪利勇,刘 国 晖.大 锻 件 形 变 新 理 论 新 工 艺 [M].北京:机械工业出版社,2009:142-150.
[6] 陈慧芳,刘雅辉,刘淑梅.曲轴热锻工艺链优化方法及 其应用[J].锻压技术,2015,40(1):125-129.
[7] 邓明,李庆,吕琳.连杆锻坯辊锻模具设计与计算机有 限元模拟[J].热加工工艺,2008,37(9):57-60.
[8] 吴景之.影响锻件横向塑性的因素[J].大型铸锻件, 1982(4):114-122.
[9] 陈祯,惠卫军,王占花,等.不同硫化物形态中碳非调 质43MnS钢 连 杆 的 组 织 与 性 能 [J].金 属 热 处 理, 2020,45(7):124-130.
 浙公网安备 33042402000106号
浙公网安备 33042402000106号

