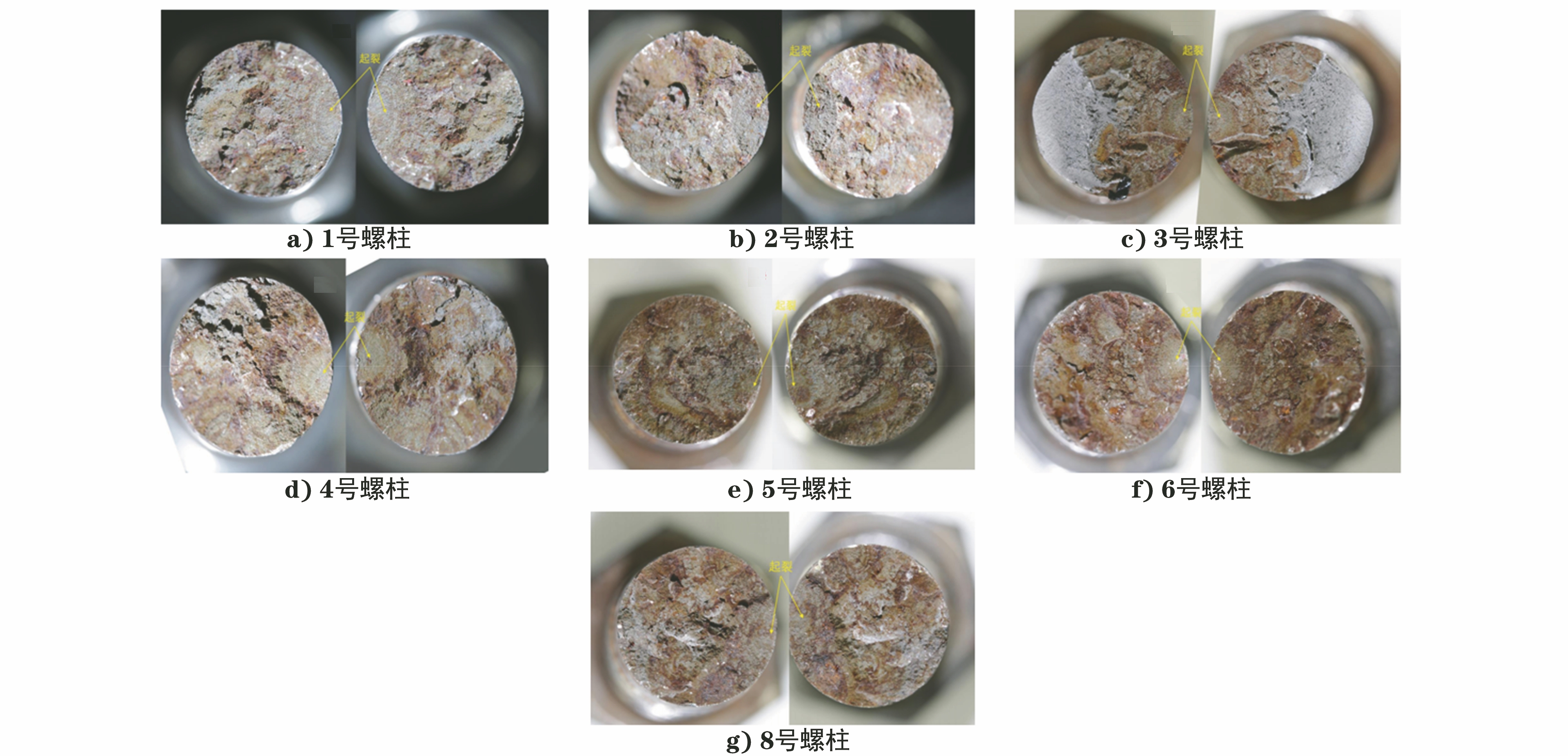
图 1 压缩机干气密封盘断裂螺柱及新螺柱外观

乙烯三机组(裂解气压缩机、乙烯制冷压缩机、丙烯制冷压缩机)是乙烯裂解装置的关键核心设备,其直接影响着装置的安全稳定生产和长周期运行,密封气波动是影响乙烯三大机组安全运行的典型故障[1]。
某100万t/a乙烯装置三机组干气密封盘螺柱发生断裂现象,断裂螺柱所在法兰位于压缩机附近,每个法兰上有4个螺柱。断裂螺柱及新螺柱外观如图1所示,现场一共8个法兰上的螺柱断裂。法兰所在管道内的压力为 3.8 MPa,管道内部分区域温度为 20~30 ℃,其他区域温度为30~50 ℃。法兰外表面无锈蚀,但法兰与螺柱接触的位置发生锈蚀,法兰和螺柱材料均为不锈钢,牌号为A2-70。法兰所在的管道通入压缩机,介质有裂解气、乙烯、氮气等,通入不同类型介质管道的法兰螺柱均开裂。笔者采用宏观观察、化学成分分析、金相检验、硬度测试、扫描电镜(SEM)和能谱分析等方法对螺柱断裂原因进行分析,以防止该类问题再次发生。
断裂螺柱断口宏观形貌如图2所示,送检的8组双头螺柱中,一组是完好的,一组有裂纹但未完全断开,其他6组弯曲断开,且裂纹均位于中间螺杆处。除 4,5号螺柱外,起裂位置距螺纹1.5 cm左右,4,5号螺柱起裂位置距螺纹1.0 cm左右。除 5号螺柱外,中间螺杆长度均约为3.5 cm,5号螺柱中间螺杆长度约为2.0 cm。所有送检螺柱上均有不同程度的锈迹,螺母表面较为干净,与螺纹连接的内螺纹表面有少许锈蚀产物。所有断口均无塑性断裂特征。
通过火花放电原子发射光谱法(常规法)对断裂螺柱和螺母以及新螺柱和螺母的化学成分进行分析,结果如表1所示。由表1可知:断裂螺柱的碳、锰元素的质量分数比其螺母高,尤其是碳元素的质量分数更高。断裂螺柱及螺母材料为304不锈钢。断裂螺柱的碳元素质量分数均不符合标准GB/T 1220—2007 《不锈钢棒》的要求;新螺柱和螺母的碳元素质量分数均符合标准GB/T 1220—2007的要求。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Ti | |
| 1号螺柱实测值 | 0.130 | 0.41 | 1.18 | 0.035 | 0.009 | 18.09 | 7.78 | 0.06 | 0.006 9 |
| 2号螺柱实测值 | 0.170 | 0.42 | 1.18 | 0.035 | 0.015 | 18.09 | 7.91 | 0.10 | 0.001 9 |
| 3号螺柱实测值 | 0.130 | 0.41 | 1.18 | 0.037 | 0.009 | 18.11 | 7.74 | 0.06 | 0.006 9 |
| 4号螺柱实测值 | 0.130 | 0.41 | 1.17 | 0.029 | 0.008 | 18.02 | 7.74 | 0.06 | 0.007 0 |
| 5号螺柱实测值 | 0.130 | 0.40 | 1.18 | 0.034 | 0.009 | 18.07 | 7.74 | 0.06 | 0.007 0 |
| 6号螺柱实测值 | 0.130 | 0.04 | 1.18 | 0.035 | 0.009 | 18.03 | 7.79 | 0.06 | 0.006 8 |
| 7号螺柱实测值 | 0.140 | 0.41 | 1.18 | 0.033 | 0.009 | 18.00 | 7.84 | 0.06 | 0.007 0 |
| 8号螺柱实测值 | 0.130 | 0.41 | 1.19 | 0.033 | 0.008 | 18.08 | 7.77 | 0.06 | 0.006 9 |
| 2号螺母实测值 | 0.027 | 0.33 | 0.85 | 0.034 | 0.001 | 18.41 | 8.29 | 0.09 | 0.001 9 |
| 5号螺母实测值 | 0.028 | 0.38 | 1.05 | 0.032 | 0.002 | 18.51 | 7.93 | 0.02 | 0.007 2 |
| 6号螺母实测值 | 0.030 | 0.33 | 0.81 | 0.043 | 0.003 | 18.66 | 7.73 | 0.04 | 0.007 2 |
| 1号新螺柱实测值 | 0.040 | 0.04 | 1.10 | 0.036 | 0.007 | 18.39 | 7.89 | 0.03 | 0.006 9 |
| 2号新螺柱实测值 | 0.040 | 0.43 | 0.83 | 0.025 | 0.002 | 18.28 | 7.98 | 0.01 | 0.006 9 |
| 3号新螺柱实测值 | 0.040 | 0.36 | 1.13 | 0.041 | 0.006 | 18.29 | 7.84 | 0.04 | 0.006 5 |
| 1号新螺母实测值 | 0.030 | 0.40 | 0.89 | 0.031 | 0.003 | 18.22 | 8.05 | 0.10 | 0.007 3 |
| 2号新螺母实测值 | 0.020 | 0.31 | 1.05 | 0.032 | 0.004 | 18.20 | 7.96 | 0.05 | 0.006 6 |
| 3号新螺母实测值 | 0.040 | 0.39 | 0.88 | 0.039 | 0.003 | 18.27 | 8.06 | 0.07 | 0.007 0 |
| 标准值 | ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.030 | 18.00~20.00 | 8.00~11.00 | — | — |
2号断裂螺柱的断口附近有二次裂纹,在垂直于裂纹方向截取金相试样,在新螺柱上截取金相试样,将2号断裂螺柱试样和新螺柱试样置于光学显微镜下观察,结果如图3所示。由图3可知:裂纹沿晶分布,且呈树枝状扩展特征;2号断裂螺柱晶粒度为9.2 级,螺母晶粒度为4.2级;新螺柱晶粒度为9.5级,新螺母晶粒度分别为6.0,2.5,4.5级。
利用草酸电解法对断裂螺柱和螺母试样的抗晶间腐蚀能力进行评估,之后采用双环电化学动电位再活化测量法进行进一步验证,结果表明,原螺母几乎没有敏化,而断裂螺柱发生了敏化,螺柱的晶间腐蚀敏感性较高,新螺柱没有晶间腐蚀敏感性。
对金相试样进行维氏硬度测试[2],结果如图4所示,由图4可知:测点处的硬度较高。
对螺柱裂纹断口进行扫描电镜和能谱分析,结果如图5所示。由图5可知:断口形貌主要呈沿晶分布特征,断口晶界表面可见腐蚀产物附着;能谱分析显示断口表面含有硫、氯等腐蚀性介质元素。
断裂螺柱断裂位置均为双头螺柱的中间光杆处,裂纹大致与轴向垂直或呈较大的角度,断口呈沿晶断裂特征。断裂螺柱外表面有明显锈蚀痕迹,螺母表面无锈蚀痕迹;断口存在硫、氯等腐蚀性介质元素;断裂螺柱和螺母的材料成分差异较大,尤其是碳元素含量[3]。断裂螺柱的碳元素含量明显超出标准的规定;断裂螺柱组织严重敏化,晶间腐蚀敏感性很高。
材料发生应力腐蚀开裂是材料、环境和力学等多因素耦合作用的结果,需要特定材料、腐蚀介质和拉伸力等3个基本条件[4]。当含水的腐蚀性介质进入对接法兰之间的缝隙后,介质接触到严重敏化的双头螺柱中部的光杆位置,造成表面局部发生微小腐蚀;在螺柱紧固应力的共同作用下,应力腐蚀裂纹自腐蚀位置起裂并沿径向沿晶扩展,直至螺柱断裂。结合现场实际工况,碳元素含量高和材料敏化是导致螺柱耐蚀性下降的主要原因。通过更换碳元素含量合格且无晶间腐蚀敏感性的新螺柱螺母,能够有效减轻或避免螺柱发生腐蚀开裂。
断裂螺柱裂纹呈沿晶分布特征,而且裂纹呈树枝状扩展;裂纹断面存在硫、氯等腐蚀性介质元素。结合工艺操作对断裂原因进行分析,由于不锈钢螺柱碳元素含量高且材料敏化,抗晶间腐蚀能力下降。含水的腐蚀性介质接触到严重敏化的双头螺柱中部的光杆位置,使材料表面局部发生微小腐蚀,最终在螺柱紧固应力的共同作用下,螺柱发生应力腐蚀开裂。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号