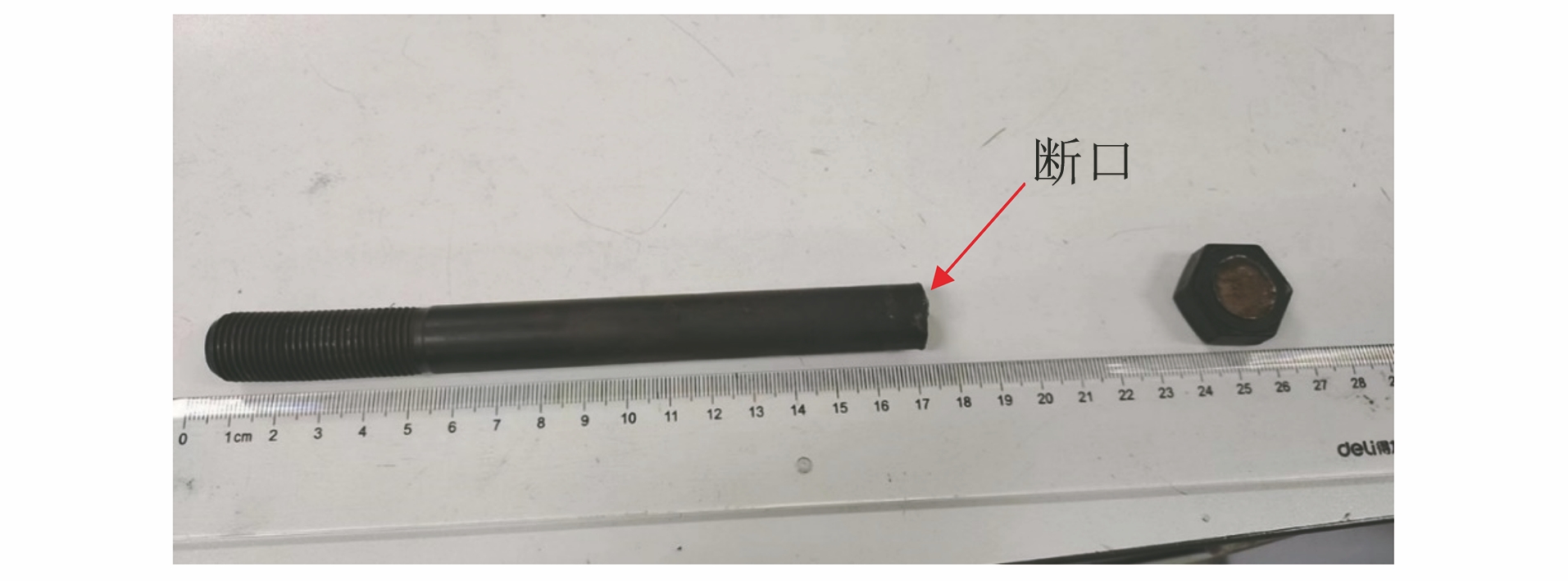
图 1 断裂螺栓实物照片

高强度螺栓广泛应用于工程机械、铁路桥梁、汽车工业等领域。螺栓失效一直是业内关注的重点,对螺栓失效进行研究具有重要意义,螺栓失效的原因有很多。宋艳双等[1]发现长期在潮湿环境下服役的螺栓会发生氢致断裂;任智铨等[2]发现异金属夹杂物伴生微裂纹,造成螺栓断裂;王甲安等[3]发现螺纹表面脱碳萌生微裂纹,最终导致螺栓疲劳断裂;李玉军[4]对裂纹的形成、扩展、延伸和破坏4个阶段进行理论分析,提出了有效避免螺栓疲劳损伤的方法;文献[5]系统梳理和总结了螺栓最常见的两种失效形式,即松动与疲劳。
某起重机用螺栓性能等级为12.9级,材料为35CrMoA钢。该螺栓在服役过程中发生断裂,断裂源位于螺栓头部与杆部连接处,服役环境无腐蚀性介质。根据现场反馈,螺栓在服役过程中发生松动。螺栓的主要生产工艺为:归圆→校直→切料→车牙径→热锻六角头→滚丝→调质(淬火温度为850 ℃,回火温度为540 ℃)。图1为断裂螺栓实物照片。笔者采用一系列理化检验方法对塔式起重机用高强度螺栓的断裂原因进行分析,并给出相关建议,以避免该类问题再次发生。
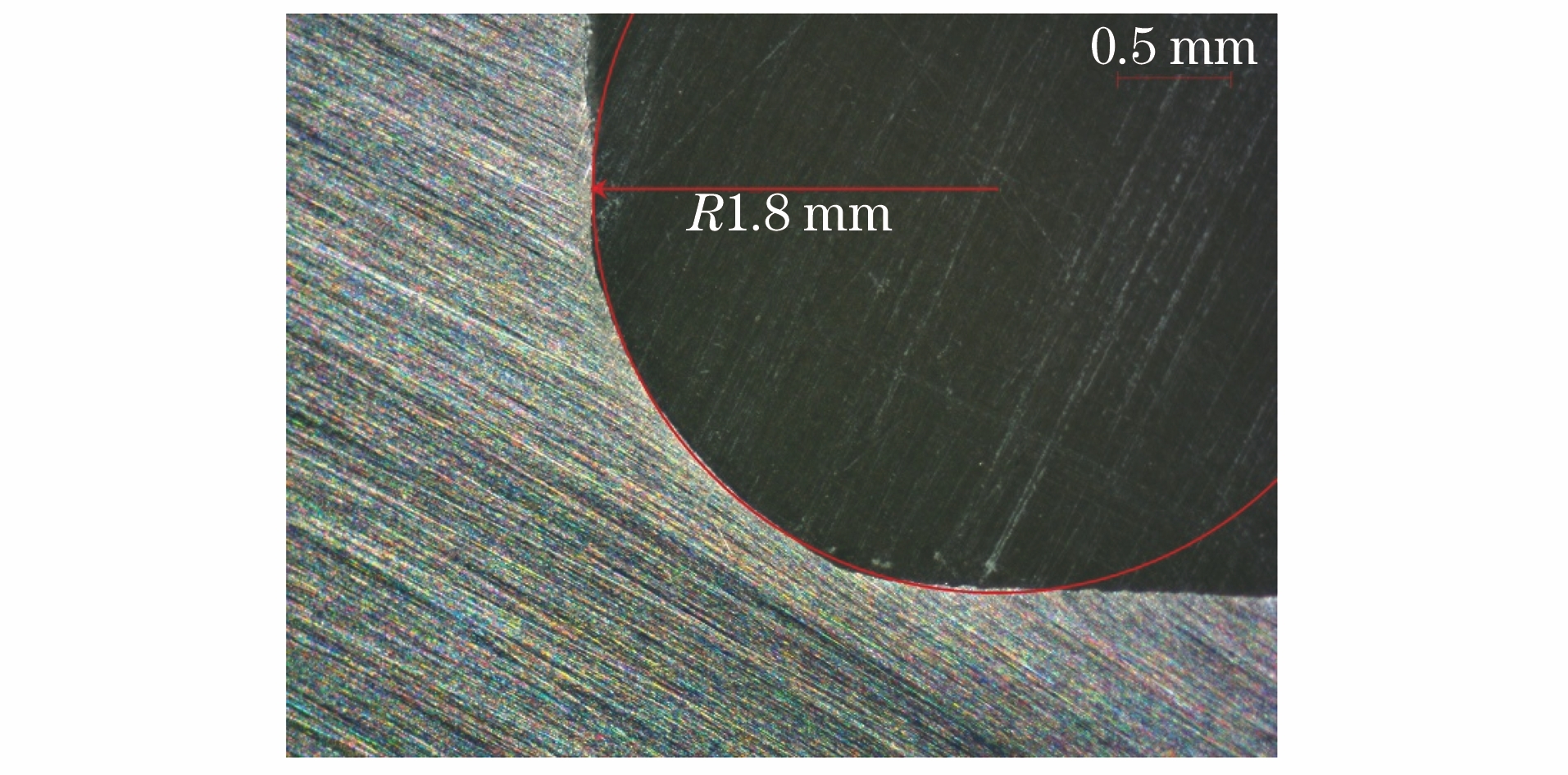
螺栓头部与杆部连接处的受力面积突然变化,容易在该处产生应力集中,故需测量螺栓头下圆角半径。试样经切割、镶嵌和研磨后,采用体视显微镜测量螺栓头下圆角半径,结果为1.8 mm(见图2)。根据GB/T 3105—2002 《普通螺栓和螺钉 头下圆角半径》,螺纹直径为16 mm,对应的头下圆角半径最小值为0.6 mm,故该螺栓符合要求。
在断裂螺栓上截取试样,根据标准GB/T 4336—2016 《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用直读光谱仪对试样进行化学成分分析,结果如表1所示。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | |
| 实测值 | 0.33 | 0.21 | 0.68 | 0.009 | 0.002 | 1.00 | 0.017 | 0.20 | 0.044 |
| 标准值 | 0.32~0.40 | 0.17~0.37 | 0.40~0.70 | ≤0.020 | ≤0.020 | 0.80~1.10 | ≤0.30 | 0.15~0.25 | ≤0.25 |
由表1可知:螺栓的化学成分均符合GB/T 3077—2015 《合金结构钢》对35CrMoA钢的要求。
根据GB/T 230.1—2018 《金属材料 洛氏硬度试验 第1部分:试验方法》,使用洛氏硬度计在断裂螺栓的末端平面及距离末端1倍直径的横截面处进行硬度测试,结果如表2所示。根据GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》,使用万能材料试验机对断裂螺栓进行拉伸性能测试,结果如表3所示。由表2~3可知:断裂螺栓的硬度及拉伸性能均符合GB/T 3098.1—2010 《紧固件机械性能 螺栓、螺钉和螺柱》对12.9级螺栓的要求。
| 项目 | 硬度 | |||
|---|---|---|---|---|
| 点1 | 点2 | 点3 | 平均值 | |
| 表面实测值 | 42.4 | 43.8 | 44.9 | 43.7 |
| 心部实测值 | 44.2 | 43.1 | 44.0 | 43.8 |
| 标准值 | 39~44 | |||
| 项目 | 抗拉强度/MPa | 断面收缩率/% |
|---|---|---|
| 实测值 | 1 428 | 60 |
| 标准值 | ≥1 220 | ≥44 |
根据GB/T 226—2015 《钢的低倍组织及缺陷酸蚀检验法》及GB/T 1979—2001 《结构钢低倍组织缺陷评级图》,对螺栓断口附近横截面进行低倍检验,结果如表4和图3所示。由表4可知:该螺栓的低倍组织符合GB/T 3077—2015对35CrMoA高级优质钢的要求。
| 项目 | 一般疏松 | 锭型偏析 |
|---|---|---|
| 实测值 | 2.0 | 1.0 |
| 标准值 | ≤2.0 | ≤2.0 |
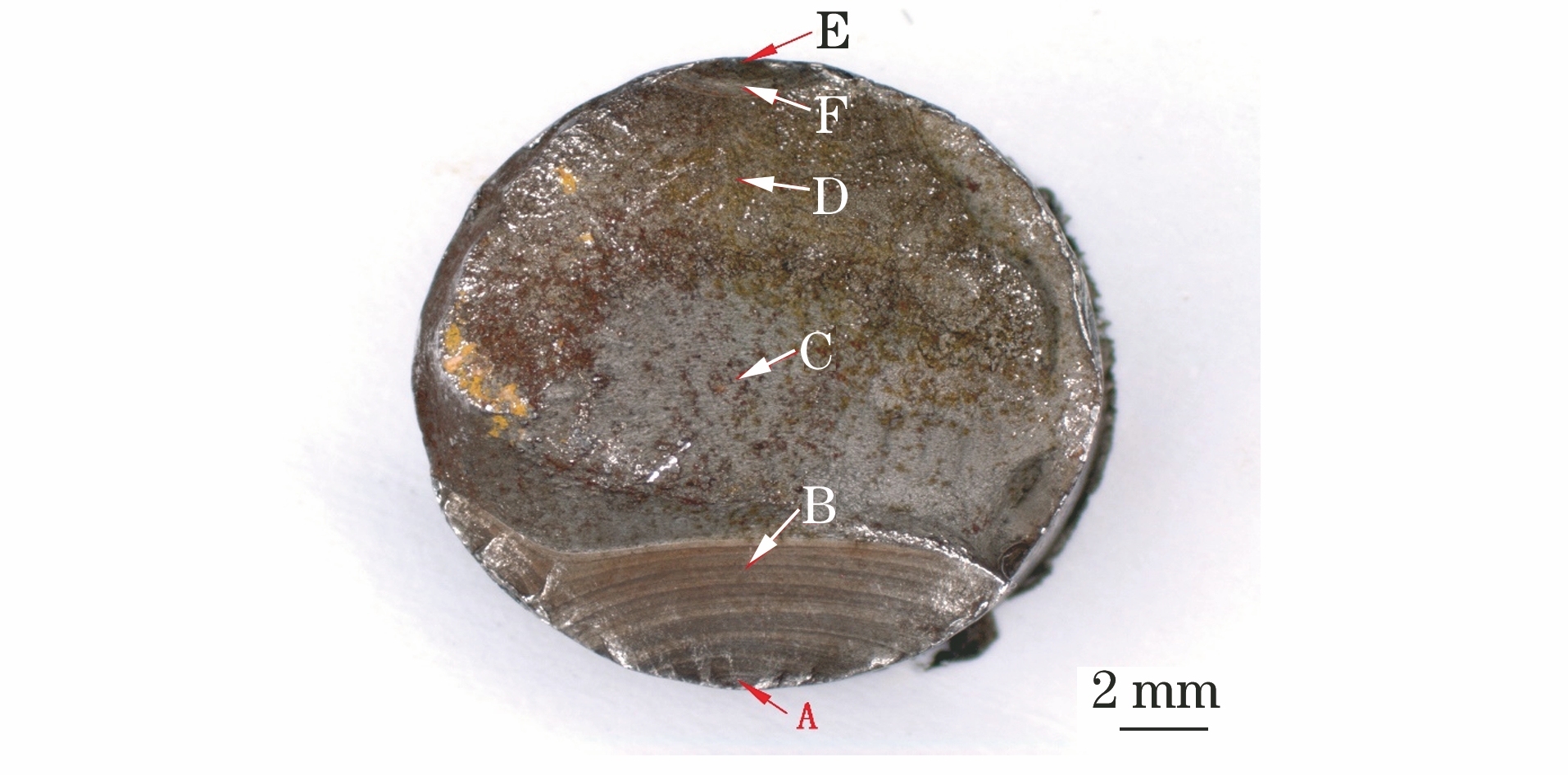
螺栓断口经超声波清洗后,采用体视显微镜对断口进行观察,结果如图4所示。由图4可知:螺栓断口附近无明显的宏观塑性变形,断口上下两侧较光滑并分布有贝纹线,呈明显的金属疲劳断裂特征[6];疲劳源位于A区域和E区域,由于疲劳区B面积大于疲劳区F,因此疲劳源A早于疲劳源E产生,随后两侧疲劳裂纹同时向心部扩展并形成疲劳区,区域C和D为瞬断区,断口较粗糙,是裂纹最后失稳并快速扩展所形成的断口区域。
利用扫描电子显微镜(SEM)观察断口,结果如图5所示。由图5可知:A区域和E区域呈磨损形貌,断面不断受到摩擦挤压,是裂纹萌生的起始位置;B区域和F区域呈疲劳条纹形貌,疲劳条纹是疲劳断口最典型的微观特征[6];C区域呈韧窝形貌,D区域则呈沿晶断裂形貌,由此可见,瞬断区是由韧窝和沿晶断裂组合成的混合形貌。综合断口各区域的形貌特征,可以判断该断口呈典型的疲劳断裂特征。
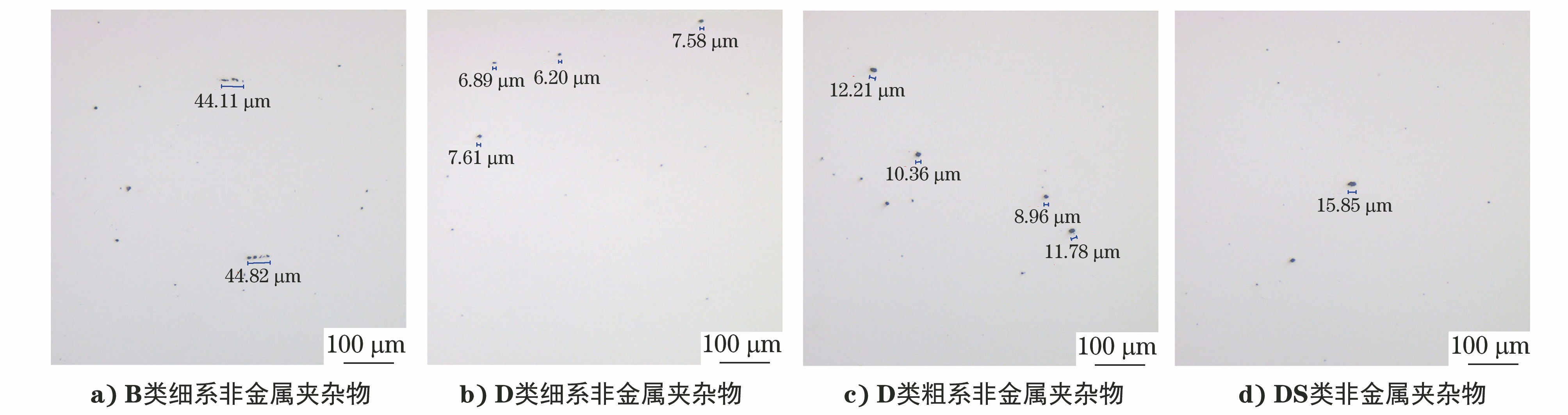
沿螺栓断口附近纵向截面截取试样,按GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》方法A对非金属夹杂物进行测试,结果如表5所示。由表5可知:断裂螺栓的非金属夹杂物含量符合GB/T 3077—2015对高级优质钢的要求。断裂螺栓非金属夹杂物评定结果如图6所示。
| 项目 | A类 | B类 | C类 | D类 | DS类 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | 细系 | 粗系 | ||
| 实测值 | 0 | 0 | 1.0 | 0 | 0 | 0 | 1.0 | 1.0 | 0.5 |
| 标准值 | ≤3.0 | ≤2.5 | ≤3.0 | ≤2.0 | ≤2.0 | ≤1.5 | ≤2.0 | ≤1.5 | — |
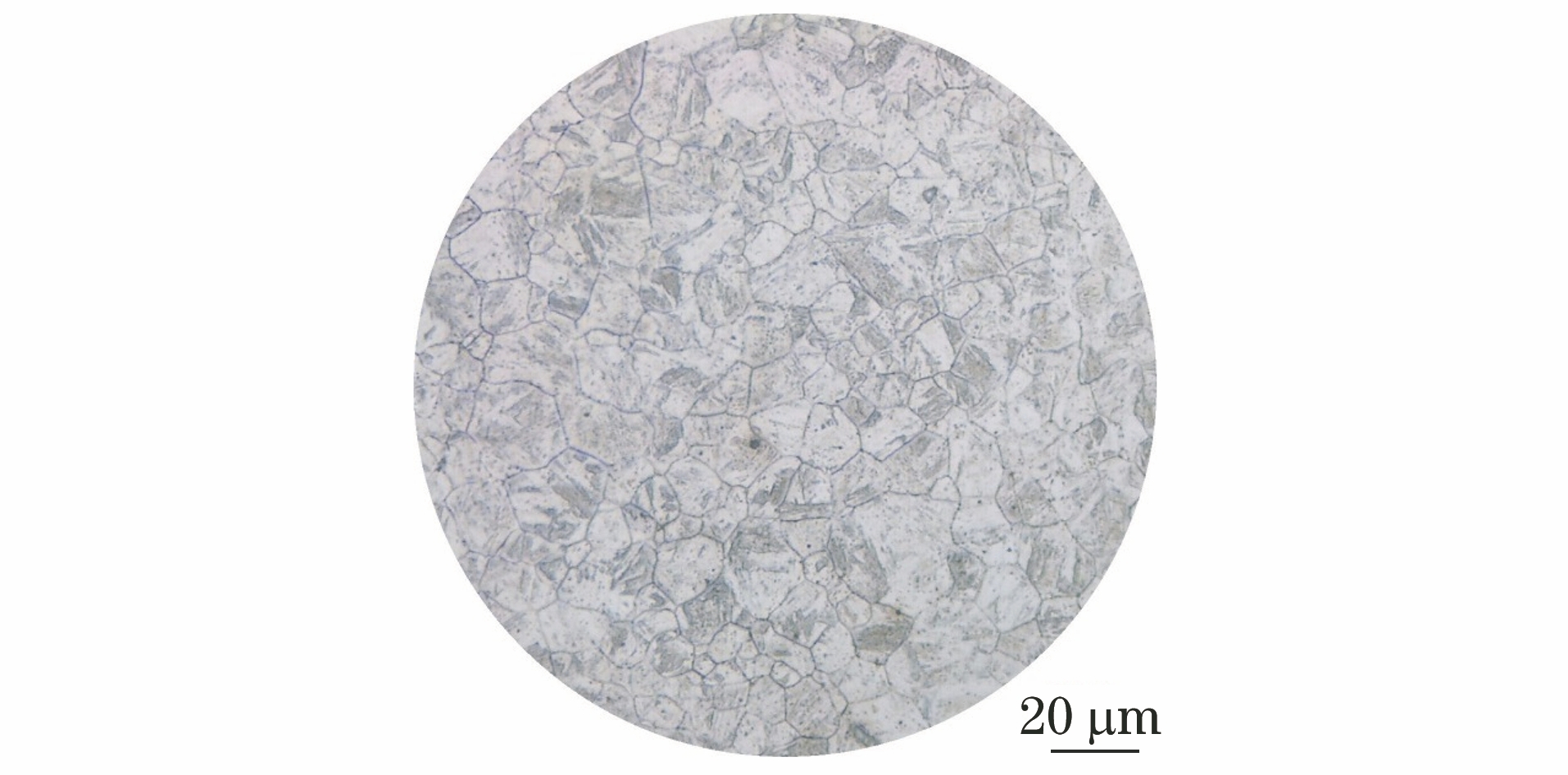
沿螺栓断口附近横向截面截取试样,根据GB/T 6394—2017 《金属平均晶粒度测定方法》中的比较法进行奥氏体平均晶粒度评定,结果如图7所示。由图7可知:奥氏体平均晶粒度级别为10.0级,符合GB/T 3077—2015的要求(不粗于5级)。
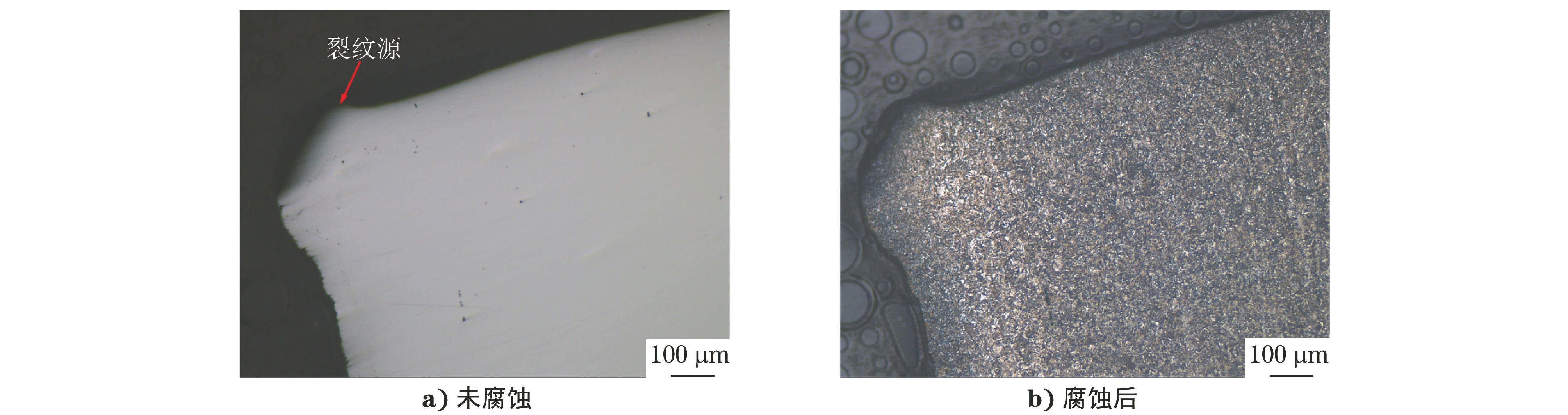
在螺栓断口附近横向及纵向截面截取金相试样,对试样进行磨光、抛光和腐蚀后,根据GB/T 13298—2015 《金属显微组织检验方法》用光学显微镜对试样进行观察,结果如图8和图9所示。由图8~9可知:螺栓近表面显微组织为回火索氏体,未发现脱碳及其他明显缺陷,心部组织为回火索氏体+少量铁素体;裂纹源处不存在脱碳、表面微裂纹等缺陷。
螺栓断裂部位为头部与杆部连接处,经测量,螺栓头下圆角半径为1.8 mm,满足标准要求,说明螺栓断裂原因不是头下圆角半径不足引起的应力集中。断裂螺栓的化学成分、力学性能、低倍组织、晶粒度、非金属夹杂物含量和显微组织均符合标准要求。断裂位置表面未发现脱碳、微裂纹等缺陷。断口分析结果显示,断裂面两侧存在磨损现象,说明断裂位置不断地受到摩擦挤压,这与现场人员发现螺栓在使用过程中存在松动的现象相吻合。螺栓发生松动后未将其及时拧紧,从而产生较大的附加弯曲应力,在螺栓的局部产生应力集中现象。应力集中是疲劳破坏的根源[5],导致在螺栓对称的两侧形成疲劳源,并萌生疲劳微裂纹。随着疲劳循环次数的增加,两侧疲劳微裂纹逐渐长大并向心部扩展形成疲劳区,使螺栓的有效承载面积不断缩小。当裂纹长大到临界尺寸时,裂纹尖端的应力集中达到螺栓的断裂强度时,裂纹失稳并快速扩展,导致螺栓发生瞬时断裂。
螺栓断裂原因为:螺栓在服役过程中发生松动,并未及时将其拧紧,产生附加弯曲应力,在螺栓的局部造成应力集中,形成疲劳源,导致螺栓发生疲劳断裂现象。螺栓在服役过程中产生弯曲应力。建议按有关规程对螺栓进行预紧,并定期检查其使用状况,发现松动时按要求及时将螺栓拧紧。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号