图 1 Ti-6Al-4V ELI棒料拉伸有限元仿真模型

武器装备性能的提高依赖于先进材料和先进工艺,其中损伤容限型TI-6AL-4V ELI钛合金材料及其紧固件具有质量小、强度高、韧性好、耐低温、耐腐蚀等优点,广泛应用于航空航天、医疗器械以及深潜器载人等领域。随着计算仿真技术的发展,学者们逐渐使用有限元仿真分析方法对紧固件的力学性能进行研究。郭晓宁等[1]采用有限元仿真分析方法研究了不同接头厚度条件下,配合精度与安装力矩产生的弯曲应力对紧固件强度的影响。胡龙等[2]对三维编织复合材料用紧固件进行了试验和有限元数值仿真分析,通过双剪试验分析了圆柱销的极限破坏剪力和断裂形式,建立了三维编织复合材料强度分析方法,并采用有限元分析软件研究了剪切作用下材料的失效破坏过程。杜强等[3]针对复合板材用紧固件,开发了剪切试验装置,并探索了复合板材双剪切试验方法,获得了复合板材用紧固件的力学性能。对紧固件在受剪切载荷下的失效模式和影响因素研究较少。笔者利用有限元仿真软件,建立了相应剪切失效数值仿真方法及预测模型,形成了相应的仿真数据库;采用仿真结合试验,研究了剪切速率、装配尺寸、刃口半径等因素对其服役性能的影响,研究了各因素对材料最终力学性能的影响程度,为紧固件产品设计及优化提供了理论依据,对于后续产品优化具有重要的指导意义。
螺栓和螺母的材料为Ti-6Al-4V ELI钛合金。为确保有限元模型中材料参数的准确性,首先参考GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》,对Ti-6Al-4V ELI钛合金材料进行准静态棒料拉伸试验,以获得材料的名义应力-名义应变曲线;然后进行计算,将名义应力-名义应变曲线转化为真实应力-真实应变曲线,得到材料的弹性和塑性参数;根据得到的材料参数,建立Ti-6Al-4V ELI棒料拉伸有限元仿真模型,以验证材料参数的准确性。棒料拉伸有限元模型的单元类型为八节点六面体减缩积分单元(C3D8R),单元大小约为0.5 mm,模型的边界条件如图1所示。
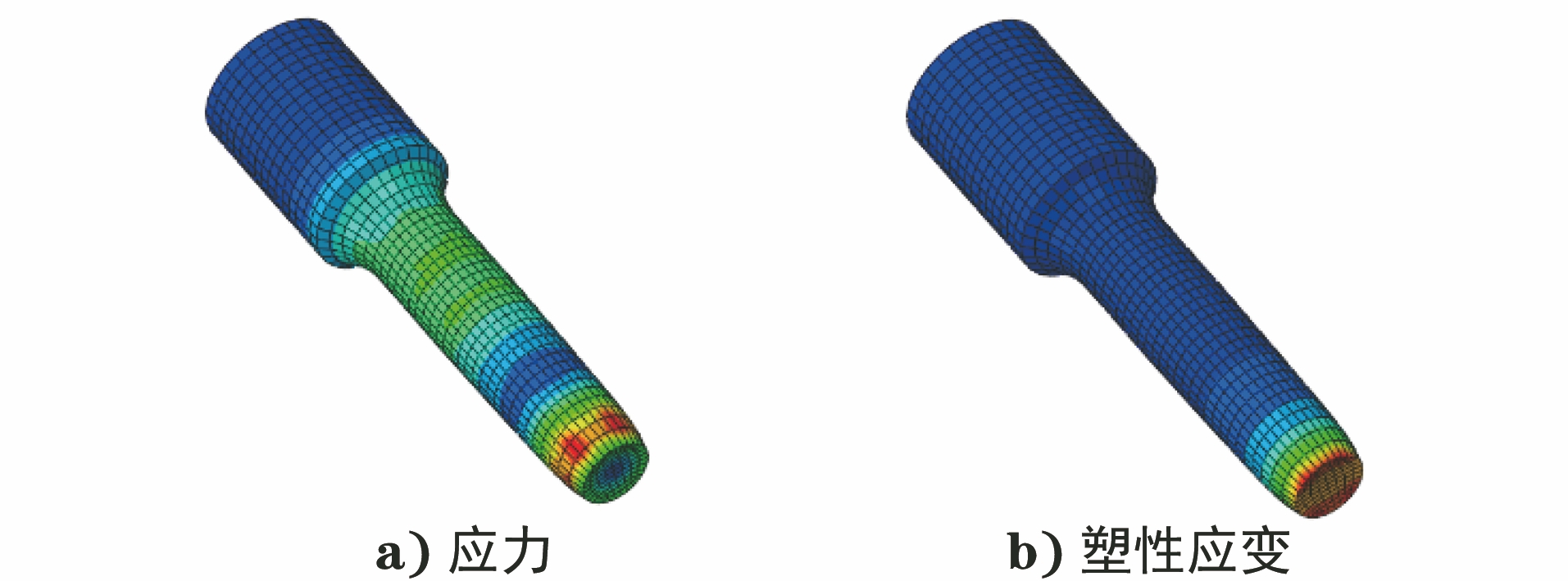
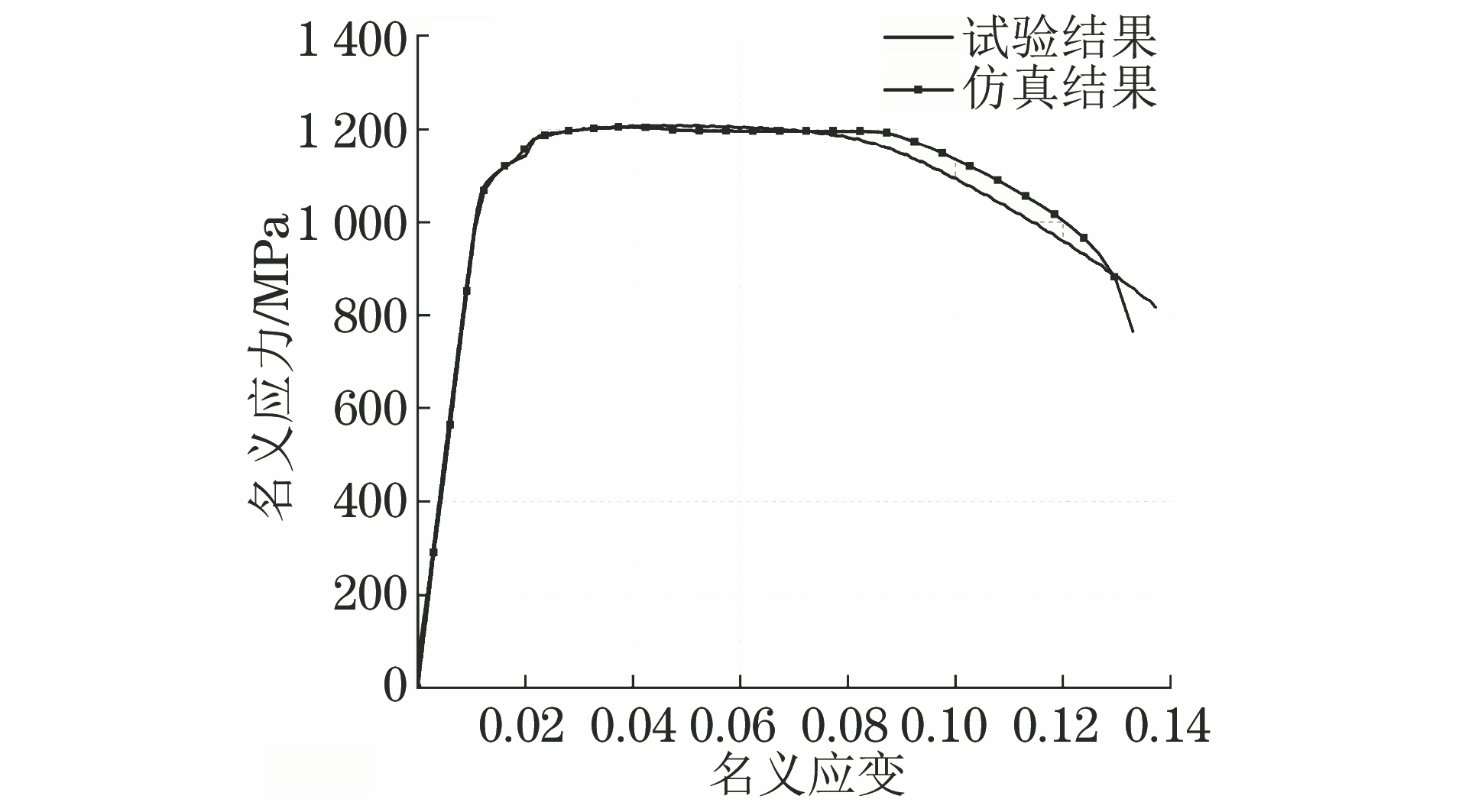
图2为Ti-6Al-4V ELI试样断裂后的应力和等效塑性应变云图。由图2可知:在试样受单轴拉伸载荷的过程中,试样经历了弹性变形阶段、塑性变形阶段和颈缩过程,直至断裂。有限元拉伸模型获得的Ti-6Al-4V ELI钛合金名义应力-名义应变曲线如图3所示,有限元仿真结果与准静态棒料拉伸试验结果吻合良好,证明了有限元建模中使用材料的参数具有较好的准确性。
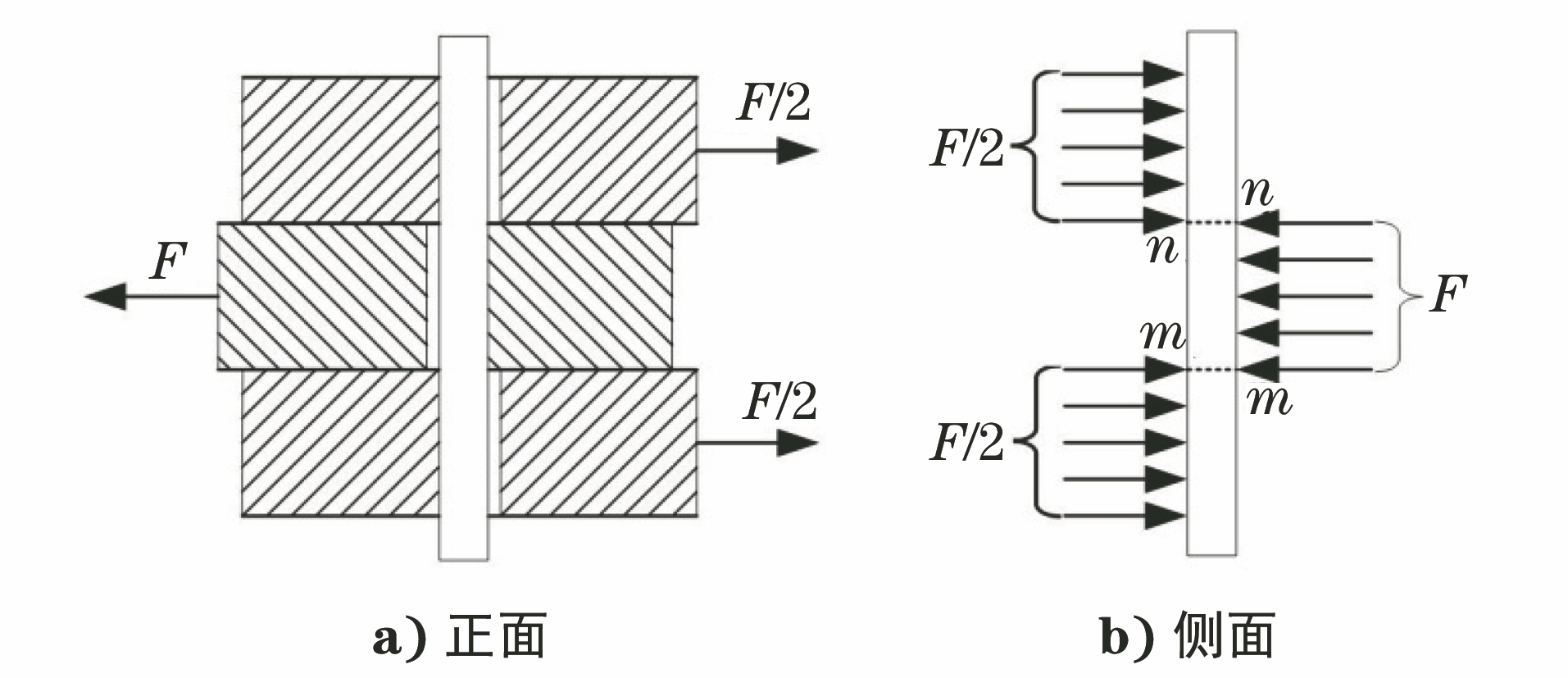
双剪试验是检测螺栓抗剪强度的重要方法之一。双剪试验的受力模型如图4所示,在双剪试验装置加载过程中,垂直于螺栓纵轴的两个横截面受剪切作用直至发生断裂,以测定其抗剪性能。在双剪试验过程中,剪切面所受的剪力与横截面积有关。
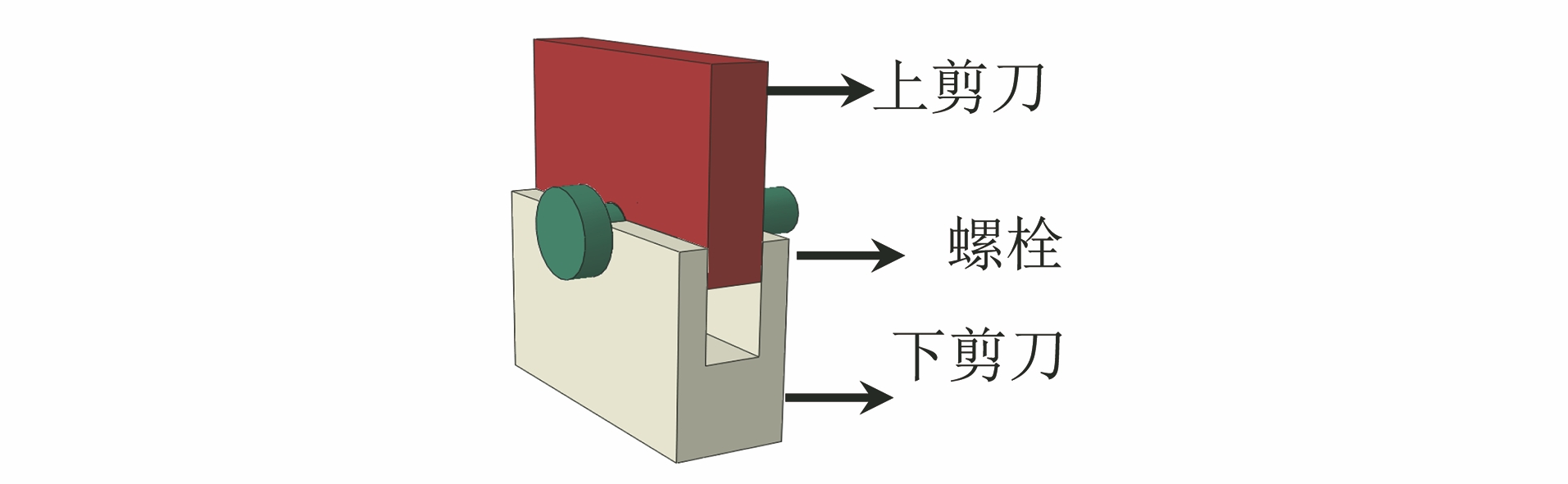
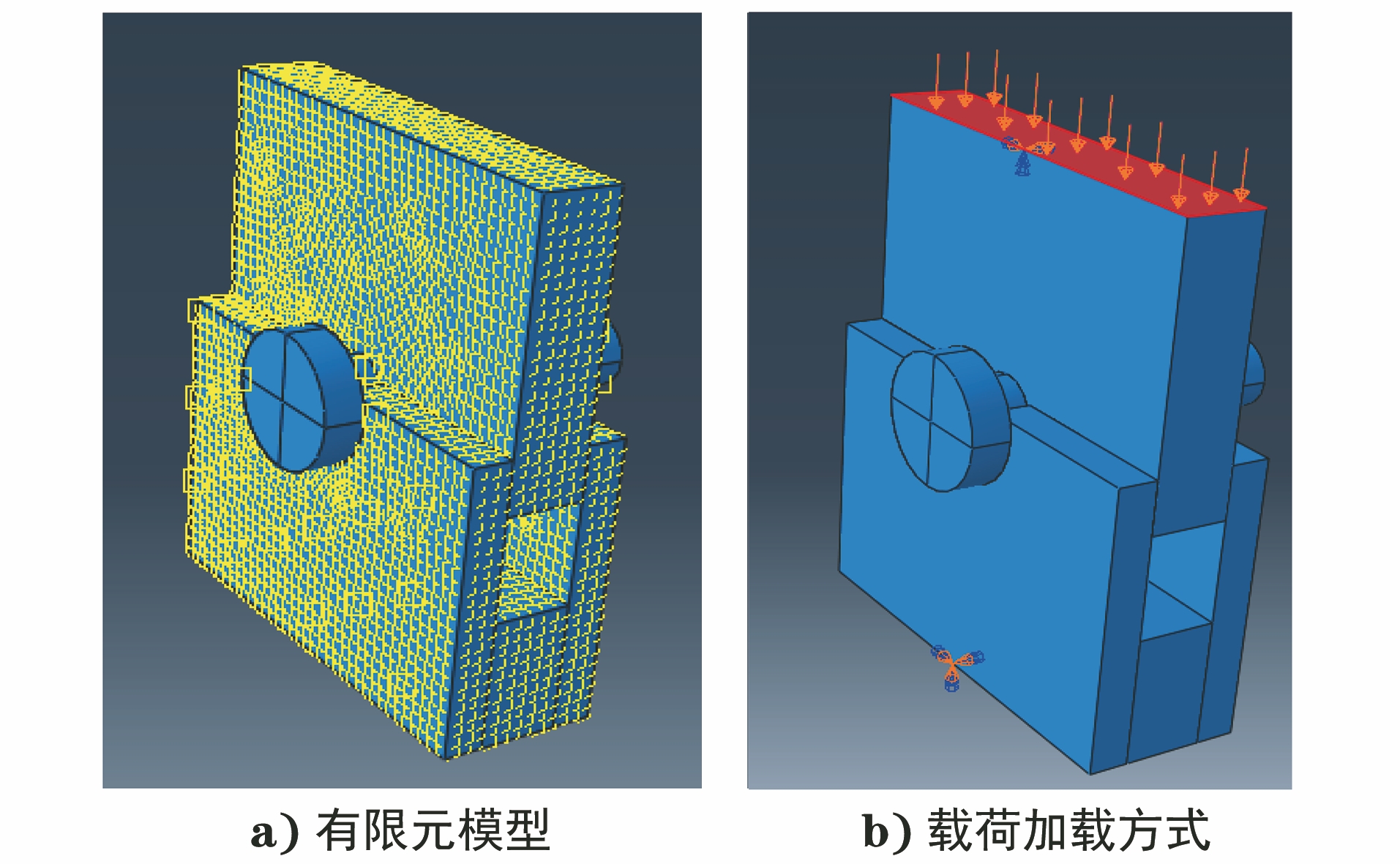
使用有限元分析软件对螺栓双剪试验过程进行仿真分析,结果如图5所示,几何模型按双剪试验标准中双剪试验装置相关参数建立。由图5可知:模型整体由3个部分组成,分别为受载的上剪刀、固定在基座内的下剪刀以及螺栓。
在双剪试验过程中,螺栓是主要的研究对象,与螺栓的变形相比,上、下剪刀的变形很小,因此为了节省仿真的计算成本,在模型中将上、下剪刀定义为刚体。螺栓断裂过程需要经历较大的变形,因此在显式分析过程中,选择几何大变形选项。为了在仿真结束之后对螺栓剪力进行分析,在输出选项的积分截面管理器中将螺栓受剪截面与参考点耦合,并在历程输出中单独监测螺栓截面的剪力。
有限元仿真模型中螺栓的材料为TI-6AL-4V ELI钛合金,上、下剪刀的材料为螺栓双剪试验标准中推荐的T10钢,在划分网格之后,将上、下剪刀设置为刚体,并与参考点耦合(见图6)。
针对接触方式的选择,使用通用接触的方式建立了上、下剪刀和螺栓之间的接触关系,防止在仿真过程中螺栓和剪刀之间出现网格穿透现象。此外,使用面面接触方式对上剪刀与螺栓、下剪刀与螺栓进行了接触设置,且接触面法向方向使用硬接触属性。
针对边界条件的设置,由于下剪刀始终固定在基座中,因此在有限元模型中将下剪刀底面完全固定。同时,为了模拟螺栓双剪试验过程中的真实加载过程,减轻材料应变率对仿真结果的影响程度,在设置边界条件时,没有对上剪刀施加位移载荷,而是施加了压力载荷,且压力载荷的加载速率为666.7 N/s。
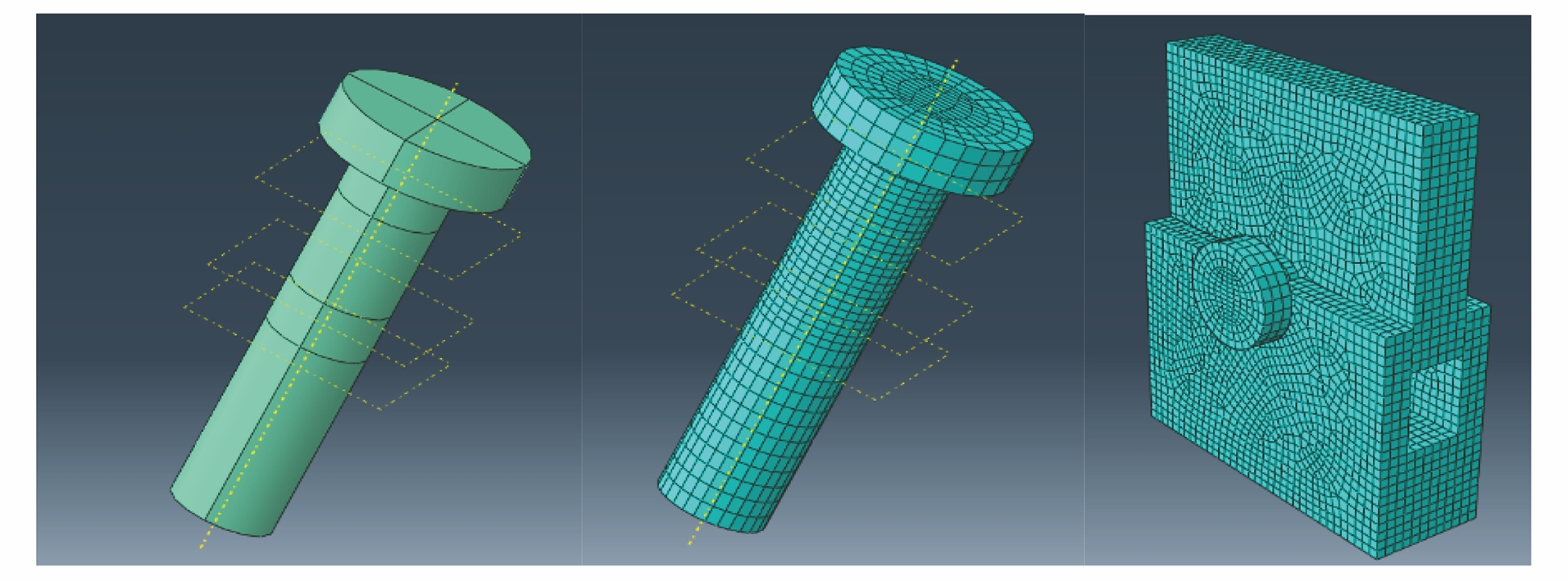
网格单元的质量对仿真结果至关重要。在建模过程中,使用扫掠技术,结合六面体单元对螺栓进行网格划分,网格类型为C3D8R。为了提高仿真结果的准确性,将螺栓划分为多个区域,并对螺栓受剪区域的网格进行了细化,划分网格后的有限元模型如图7所示。
由于螺栓双剪试验装置存在制造和测量误差,试验结果可能会受到不同程度的影响。影响试验结果的因素主要包括:剪切装置的圆角半径、剪切载荷施加的速率(剪切速率)、上下剪刀的间隙(剪切间隙)等。双剪试验标准中对上述因素进行了数值范围上的约束,但不同因素对双剪试验结果的影响程度不同。利用有限元分析方法,对剪刀圆角半径、剪切速率以及剪切间隙等因素进行建模仿真,并与理想条件(无圆角、无间隙、剪切速率为666.7 N/s)进行对比,分析不同因素对螺栓双剪试验结果的影响。
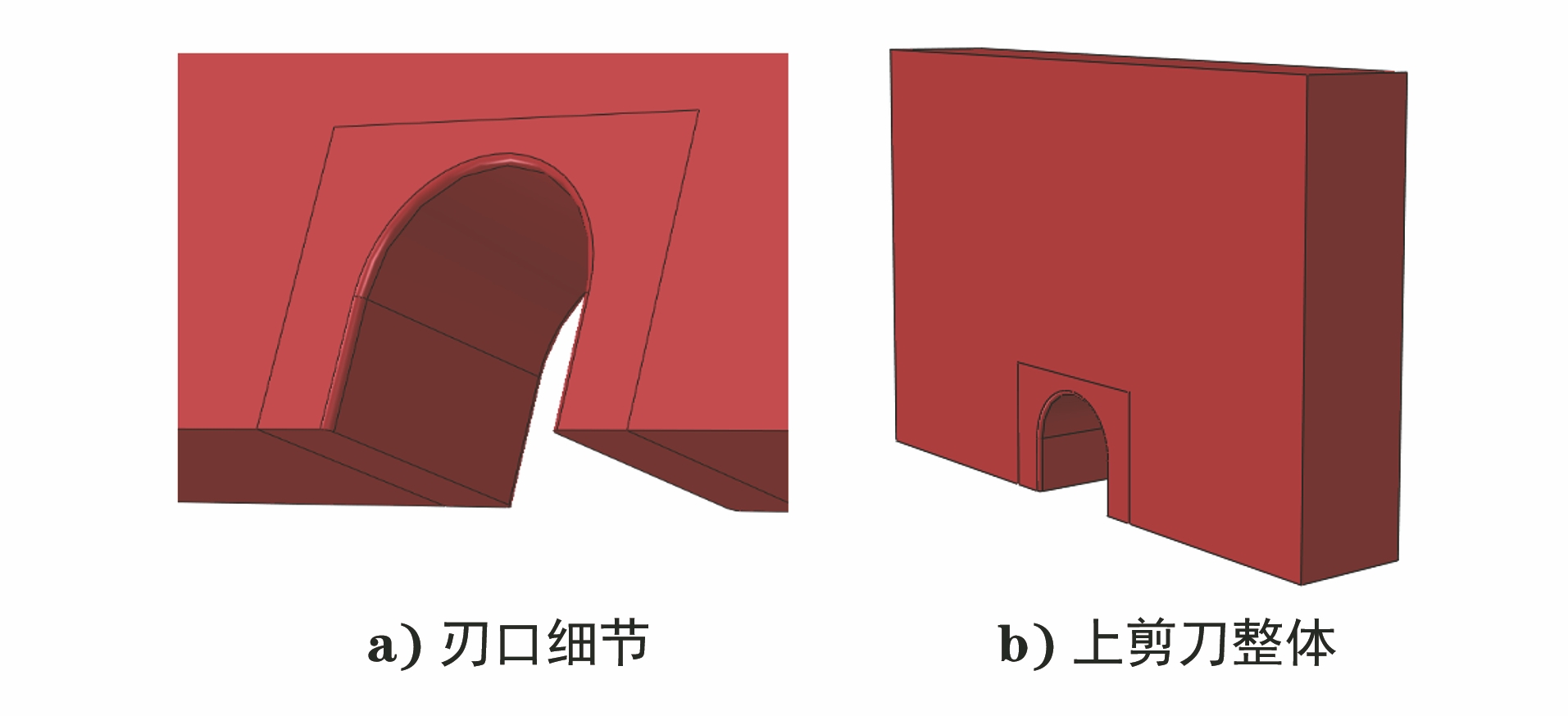
在实际制造过程中,剪刀刃口的形状为圆弧状,圆弧曲率半径即为刃口半径。刃口直接参与剪切过程,刃口半径对螺栓双剪试验结果会造成影响。在上剪刀刃口处对模型建立圆角(见图8),考虑不同刃口半径对螺栓双剪试验结果的影响。
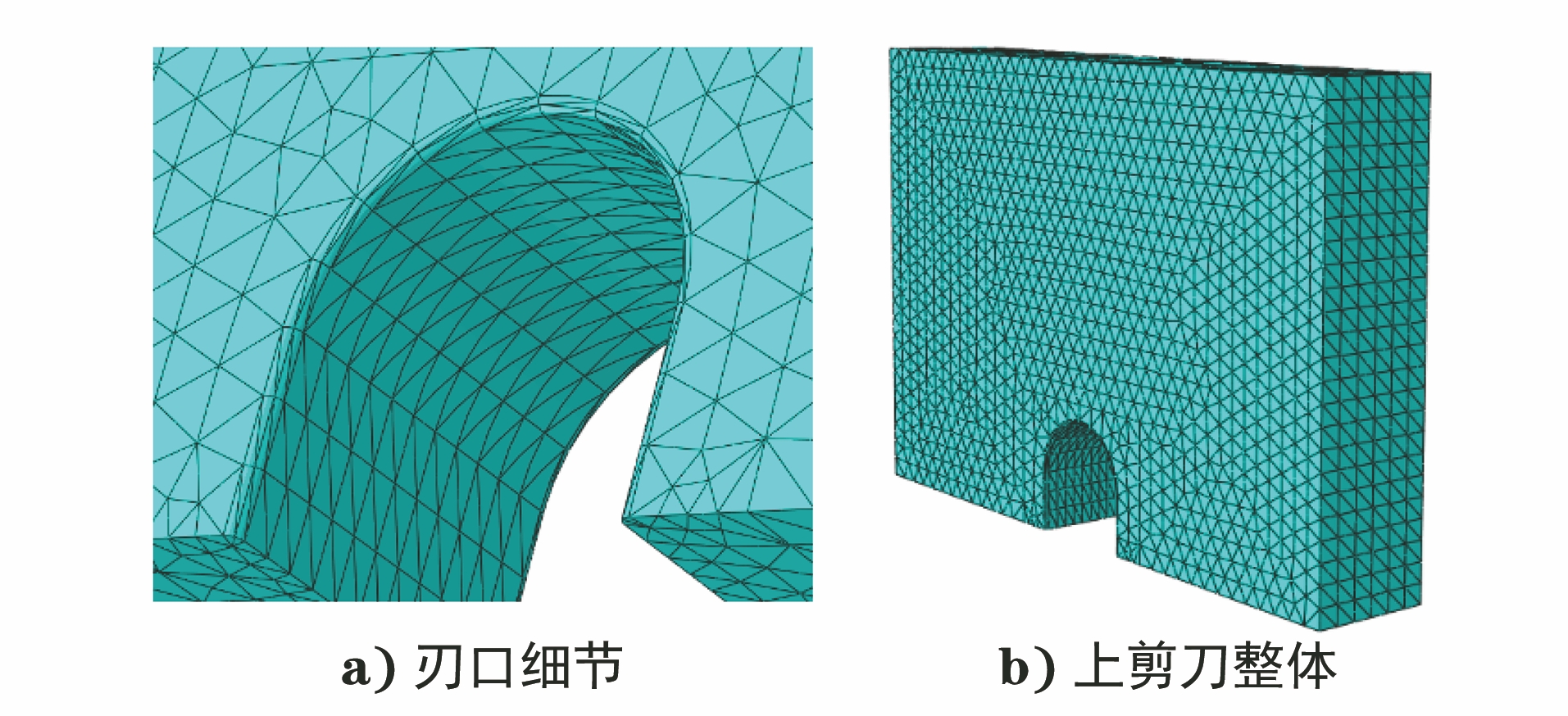
除剪刀的刃口半径外,剪切间隙直接影响了剪刀和螺栓之间的接触面积,同样会对螺栓双剪试验结果产生一定的影响。在模型中将上剪刀宽度与刃口半径进行修改,然后重新对网格单元进行划分,由于刃口处圆角的存在,使用四面体网格是较为合理的选择,因此将上剪刀使用自由网格技术划分为四面体网格,网格单元类型为C3D10M,划分网格后的上剪刀有限元模型如图9所示。
螺栓双剪试验有限元模型的加载方式为压力载荷加载,剪切速率受试验设备位移速率的影响,因此需对高于和低于标准剪切速率的两种情况进行仿真分析,螺栓双剪试验仿真方案如表1所示。
| 方案编号 | 刃口半径/mm | 剪切间隙/mm | 剪切速率/(N·s-1) |
|---|---|---|---|
| 1 | 0.1,0.2,0.3 | 0.002 5,0.002 5,0.002 5 | 666.7,666.7,666.7 |
| 2 | 0.2,0.2,0.2 | 0.002 5,0.007 5,0.012 5 | 666.7,666.7,666.7 |
| 3 | 0.2,0.2,0.2 | 0.002 5,0.002 5,0.002 5 | 366.7,666.7,866.7 |
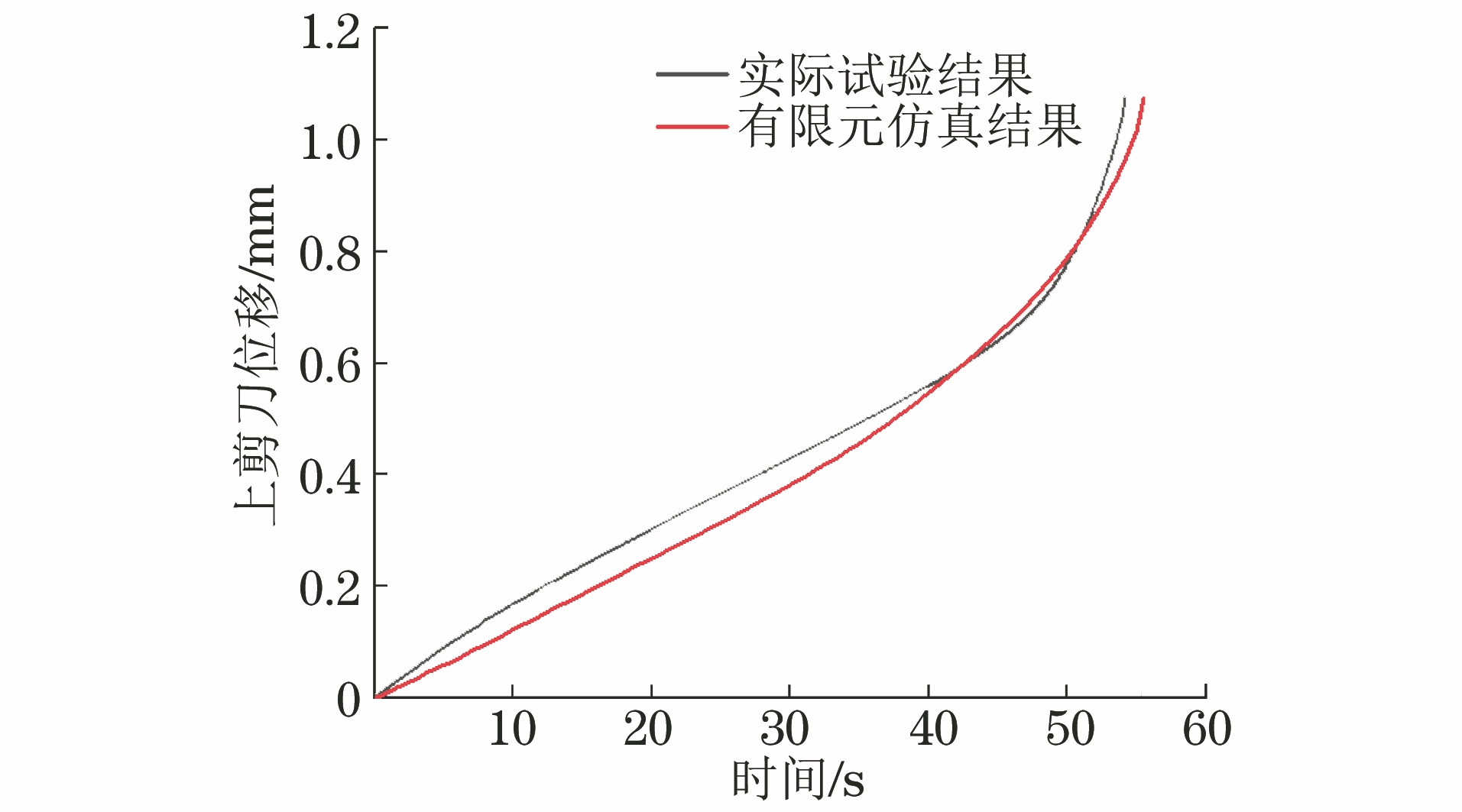
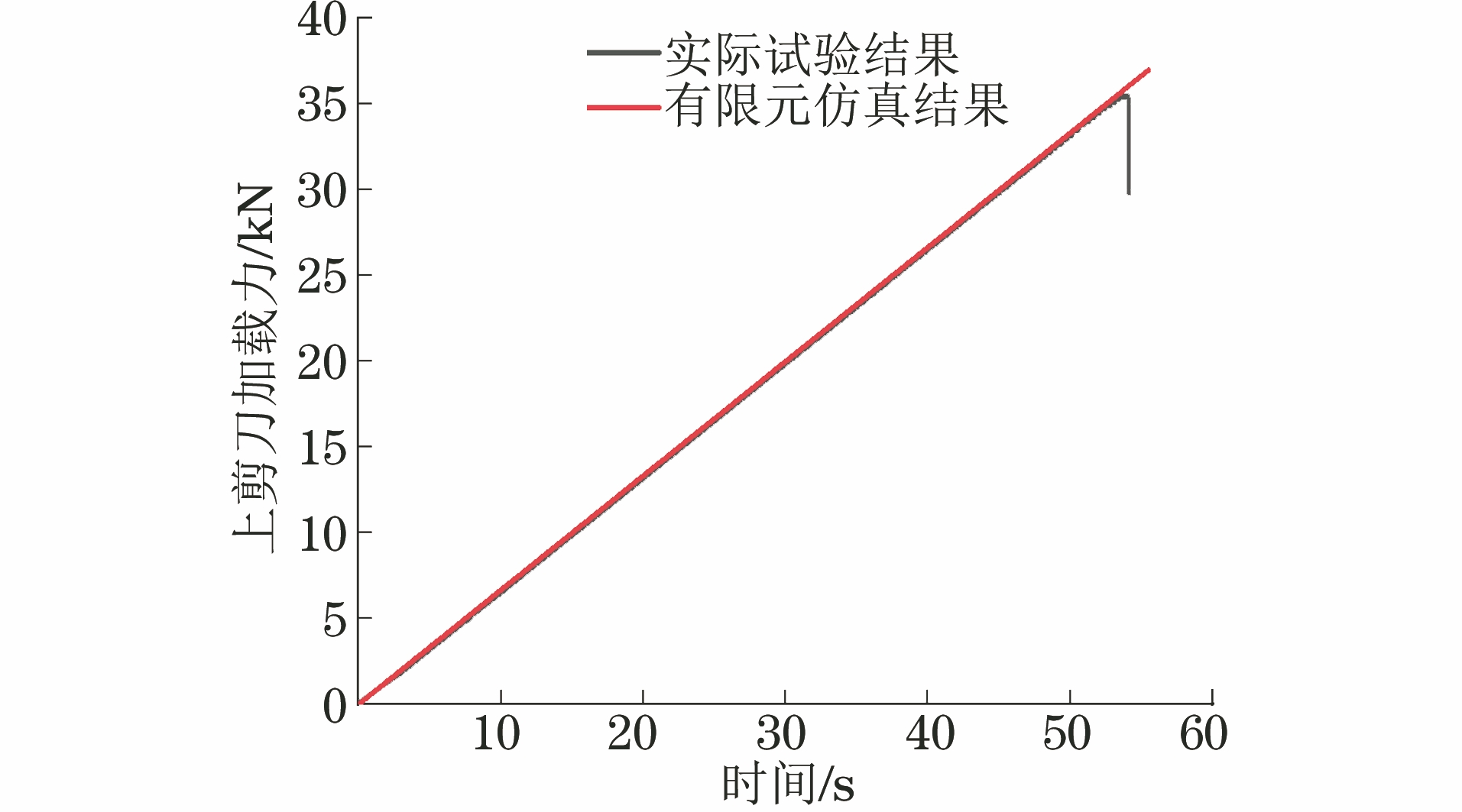
为了验证实际试验结果与有限元仿真结果的吻合度,开展了实际螺栓双剪试验,并将实际试验结果与理想条件下螺栓双剪试验的有限元仿真结果进行对比,实际螺栓双剪过程中上剪刀位移曲线及上剪刀加载力曲线分别如图10,11所示。由图10,11可知:实际试验结果与有限元仿真结果吻合较好,说明有限元仿真结果具有较高的准确性。
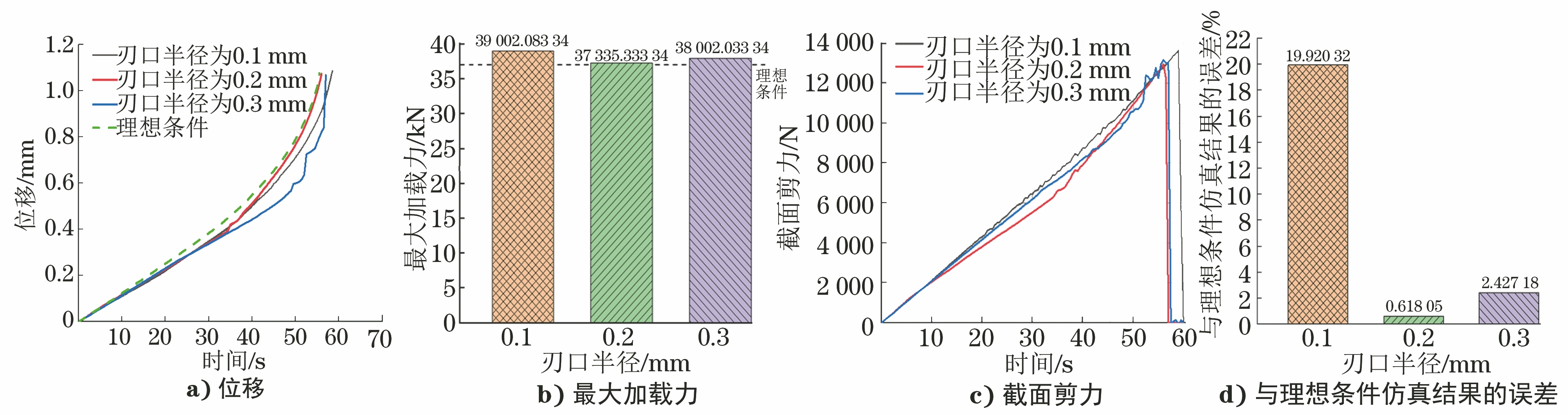
图12为剪切速率为666.7 N/s、上剪刀宽度为5.995 mm条件下,不同刃口半径下螺栓双剪试验结果。由图12可知:当刃口半径为0.2 mm时,有限元仿真结果获得的截面剪力最低,约为12 900 N,实际仿真结果与理想条件仿真结果之间的误差最小,约为0.6%,仿真结果十分接近理想条件;当刃口半径为0.1 mm时,有限元仿真结果获得的截面剪力最大,仿真结果与理想条件仿真结果之间的误差最大。
不同刃口半径下螺栓断裂前的应力云图如图13所示。由图13可知:当刃口半径为0.3 mm时,螺栓断裂前的应力水平最低,螺栓沿上剪刀运动方向的位移较小,最大应力集中在剪切区域;当刃口半径为0.1 mm时,螺栓断裂前的应力传播较为均匀。
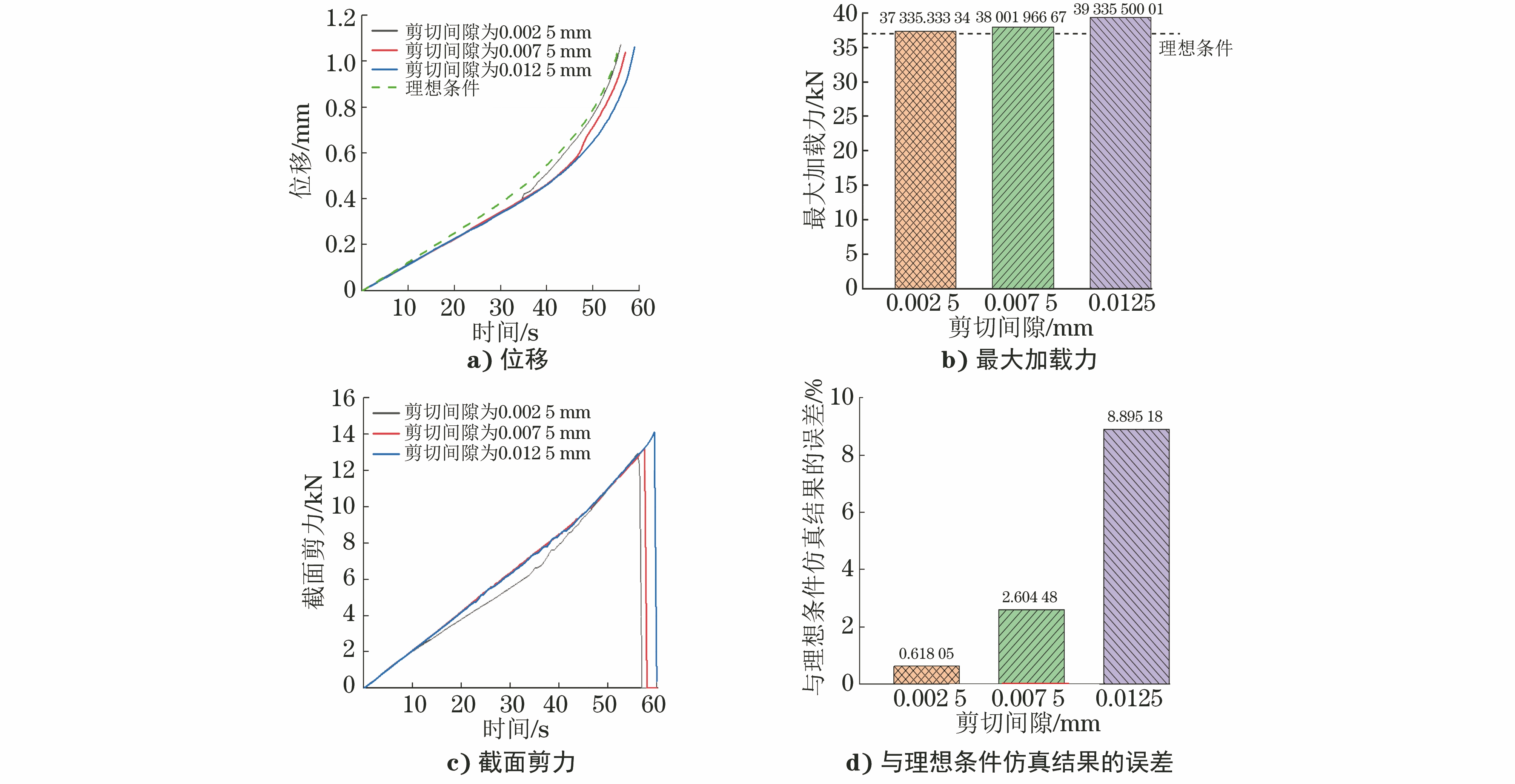
图14为刃口半径为0.2 mm,剪切速率为666.7 N/s条件下,不同剪切间隙下螺栓双剪试验结果。由图14可知:当剪切间隙为0.002 5 mm时,仿真得到的螺栓抗剪能力最弱,实际仿真结果与理想条件仿真结果之间的误差最小;当剪切间隙为0.012 5 mm时,仿真结果与理想条件仿真结果之间的误差最大,约为8%。
不同剪切间隙下螺栓断裂前的应力云图如图15所示。由图15可知:不同剪切间隙下螺栓断裂前的最大应力水平十分接近,当剪切间隙为0.012 5 mm时,螺栓受剪切作用发生变形的区域较大,且与上剪刀接触部分的螺栓轴向长度较小;随着剪切间隙的增大,单个螺栓截面的剪力逐渐增加。
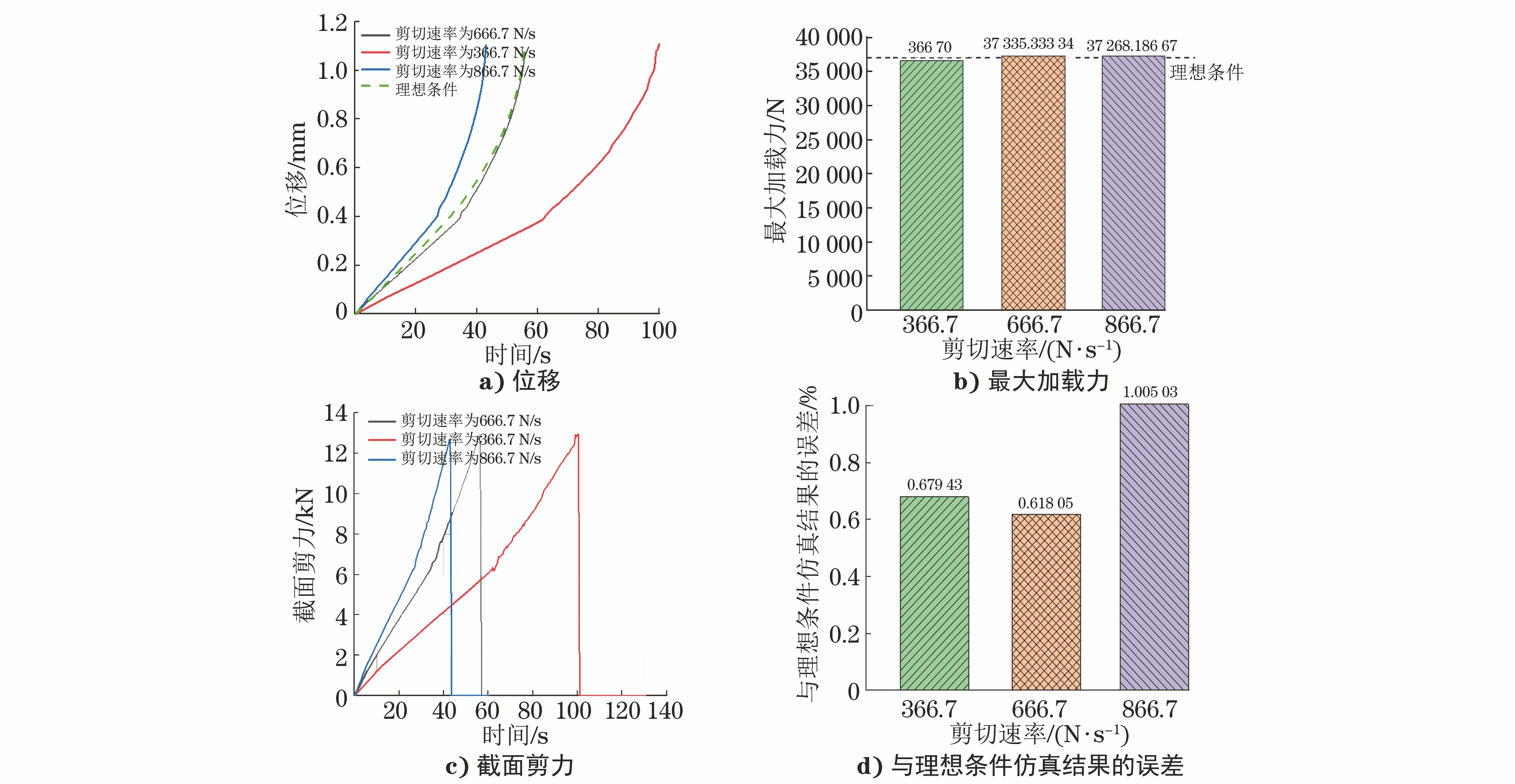
不同剪切速率下螺栓双剪试验结果如图16所示。由图16可知:剪切速率对试验结果的影响较小,3种剪切速率下仿真结果与理想条件仿真结果较为接近;当剪切速率为866.7 N/s时,仿真结果与理想条件仿真结果的误差仅为1%。表明在螺栓双剪试验过程中,剪切速率对试验结果影响不大。
不同剪切速率下螺栓断裂前的应力云图如图17所示。由图17可知:不同剪切速率下螺栓断裂前的最大应力水平十分接近,螺栓的应力分布水平也比较接近。剪切速率未对螺栓双剪试验的有限元仿真结果造成明显的影响。
为了进一步研究剪切速率、刃口半径、剪切间隙等因素对螺栓服役性能的影响规律,分别计算了螺栓双剪试验有限元仿真中不同参数下螺栓在剪切作用下截面吸收的能量,并与理想条件下的能量吸收进行对比。
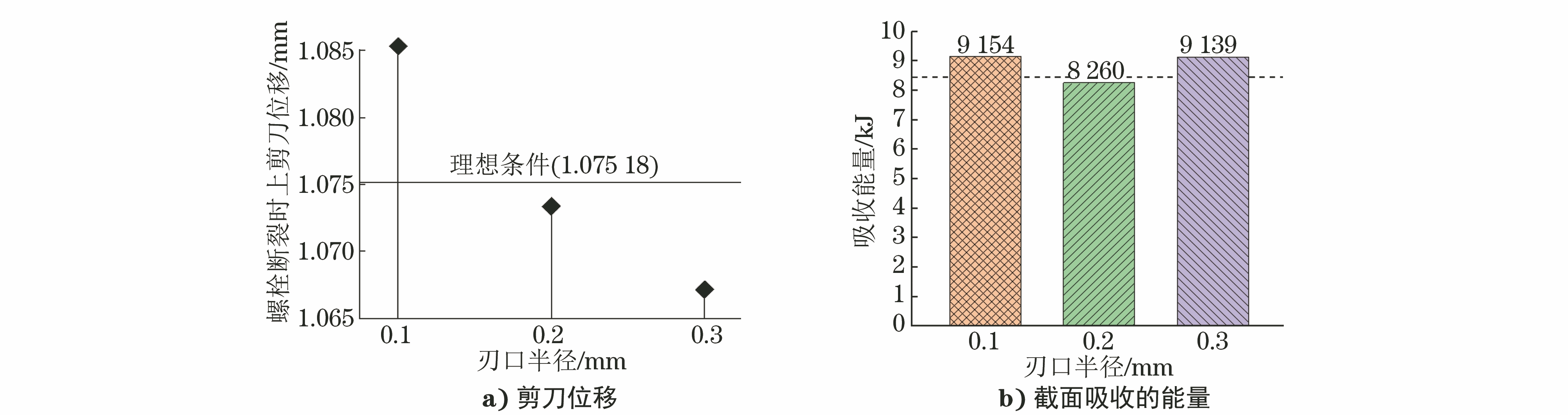
不同刃口半径下剪刀位移及螺栓截面吸收的能量如图18所示。由图18可知:当刃口半径为0.1,0.3 mm时,螺栓截面在断裂前吸收的能量较高,能量吸收能力分别增加了8.85%和8.67%;当刃口半径为0.2 mm时,螺栓截面在断裂前吸收的能量与理想条件仿真结果相比略有下降。 在实际螺栓双剪试验过程中,应对剪切装置的刃口半径进行合理控制。
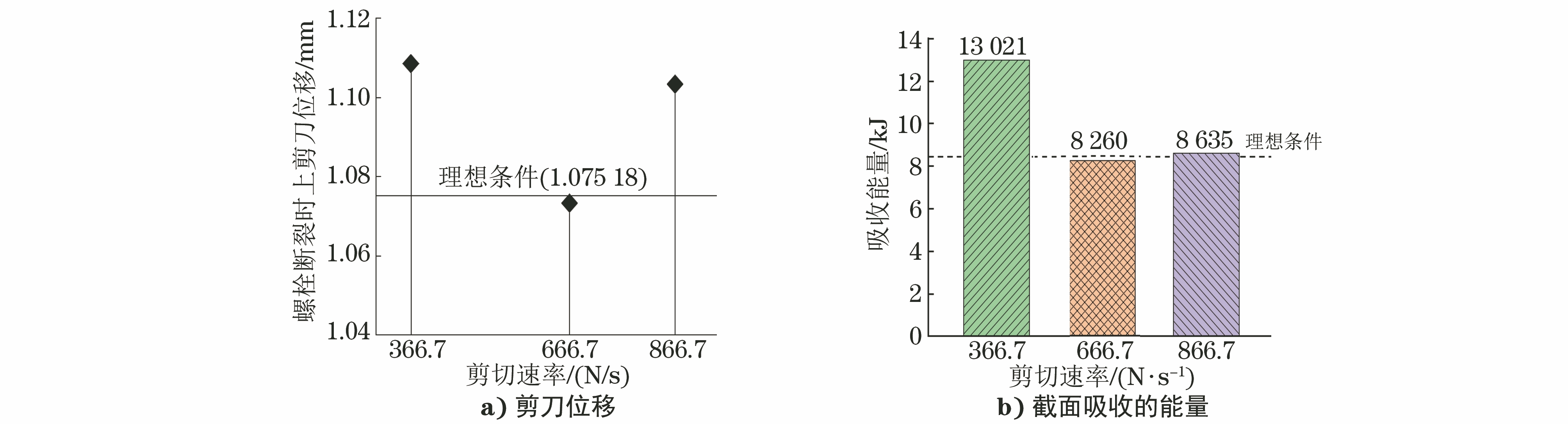
不同剪切速率下剪刀位移及螺栓截面吸收的能量如图19所示。由图19可知:当剪切速率为666.7,866.7 N/s时,螺栓截面在断裂前吸收的能量比较接近,与理想条件仿真结果有差距;当剪切速率为366.7 N/s时,螺栓截面在断裂前吸收的能量比理想条件仿真结果高。说明在螺栓双剪试验过程中,应按试验标准规定的剪切速率进行试验。
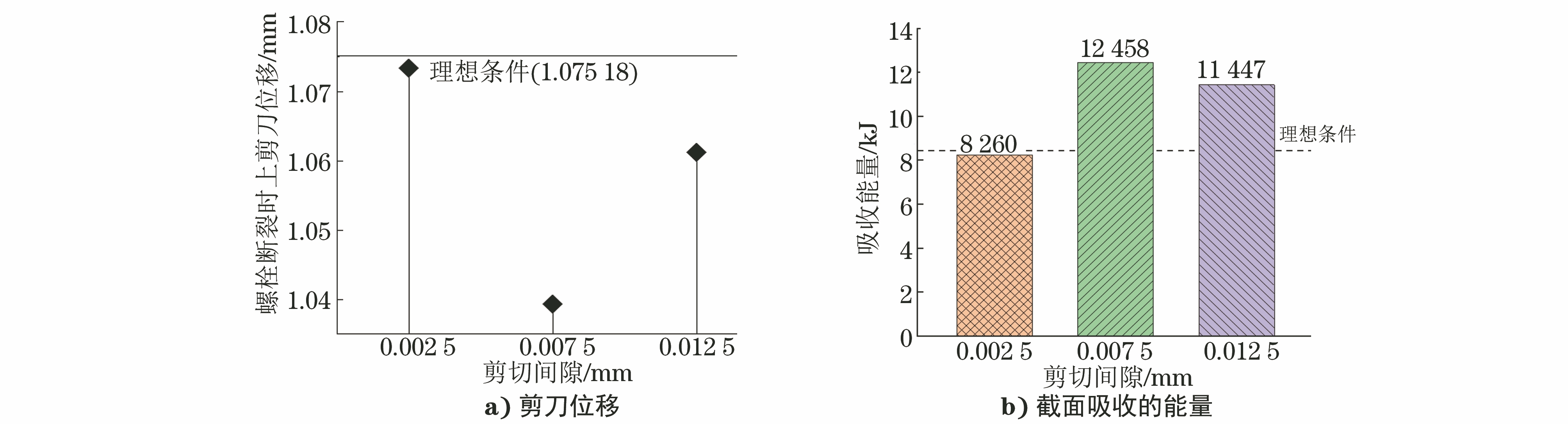
不同剪切间隙下剪刀位移及螺栓截面吸收的能量如图20所示。由图20可知:当剪切间隙为0.002 5 mm时,螺栓的能量吸收能力与理想条件仿真结果较为接近;当剪切间隙为0.007 5mm时,螺栓的能量吸收能力提高了48.13%。因此,应合理控制剪切间隙,以降低试验结果的误差。
参考螺栓双剪试验标准建立了螺栓双剪试验有限元仿真模型。根据有限元仿真结果,研究了螺栓在剪切作用下的应力、应变响应;考虑实际的双剪试验过程,建立不同剪切速率、刃口半径、剪切间隙等条件下螺栓剪切过程的有限元仿真模型;在此基础上,分析以上各因素对螺栓剪切性能的影响规律,并与理想条件的有限元仿真结果进行对比,为优化螺栓结构以及安装工艺提供参考。
由于剪切速率的误差变动范围较小,相比于刃口半径和剪切间隙,螺栓双剪过程中剪切速率对试验结果的影响较小。与理想条件仿真结果相比,不同参数条件下螺栓吸收的能量都存在不同程度的下降。剪切间隙对螺栓双剪试验结果影响最大,随着剪切间隙的增大,仿真结果与理想条件仿真结果之间的误差逐渐增大。当刃口半径为0.2 mm、剪切速率为666.7 N/s、剪切间隙为0.002 5 mm时,仿真结果与理想条件仿真结果之间的误差最小。在进行螺栓双剪试验时,应严格控制剪切间隙,减少剪切间隙对螺栓双剪试验结果产生的影响。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号