图 1 开裂轴套的宏观形貌

SKH51钨钼系韧性高速钢具有优异的力学性能,如碳化物颗粒细小均匀、韧性好、热塑性好、切削性能优良、耐磨性能优异等[1]。SKH51高速钢还可以抵抗600 ℃下的高温软化,淬火热处理后其硬度可达约60 HRC,这些优异的性能使其可作为某些零部件材料应用在超超临界机组中[2]。
对轴套表面进行强化改性,即在真空淬硬后进行渗氮处理,以提高其耐磨性、耐腐蚀性和耐疲劳性[3-4]。在渗氮过程中,发现一部分轴套产生裂纹,甚至还有轴套发生开裂现象,裂纹位置均接近轴套凸台。笔者采用一系列理化检验方法对轴套开裂原因进行分析,以避免该类问题再次发生。
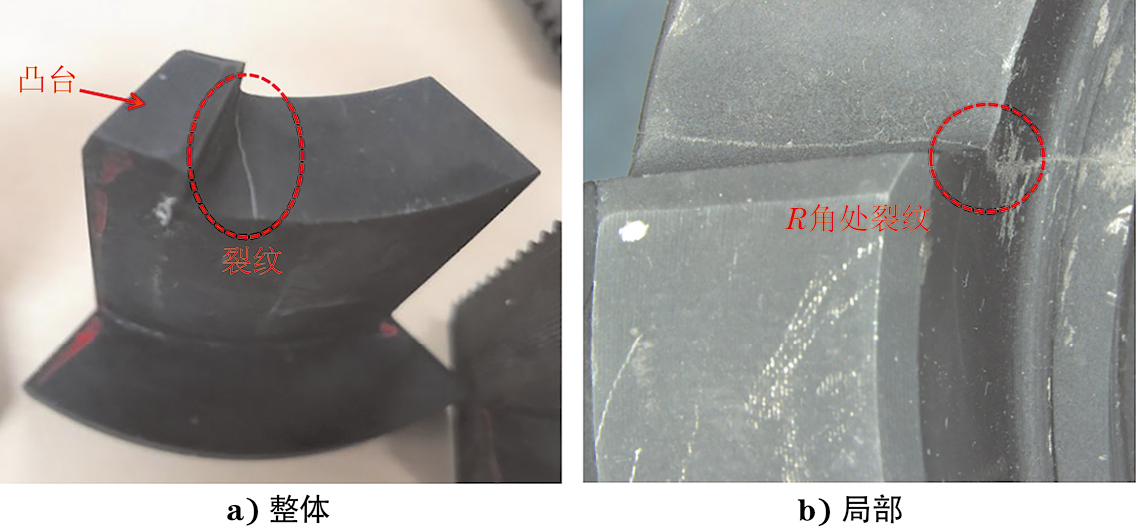
图1为开裂轴套的宏观形貌。由图1可知:轴套上端为裂纹起始区域,裂纹逐渐向轴套底座扩展;轴套上端开裂位置位于凸台附近,其中裂纹一端位于轴套内侧R角位置,另一端位于外侧近凸台位置。
利用火花发射光谱仪对开裂轴套试样进行化学成分分析,结果如表1所示。由表1可知:开裂轴套的化学成分符合JIS G4403—2005《高速工具钢》的要求。
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | p | S | Cr | Mo | W | V | Cu | |
| 实测值 | 0.86 | 0.32 | 0.33 | 0.001 2 | 0.003 | 4.18 | 4.80 | 6.23 | 2.02 | 0.089 |
| 标准值 | 0.80~0.88 | ≤0.45 | ≤0.40 | ≤0.030 | ≤0.030 | 3.80~4.50 | 4.70~5.20 | 5.90~6.70 | 1.70~2.10 | ≤0.089 |
根据GB/T 230.1—2018 《金属材料 洛氏硬度试验 第1部分:试验方法》,在开裂轴套靠近裂纹区域和远离裂纹区域的淬硬层处取样,利用数显洛氏硬度计对试样进行硬度测试,结果如表2所示。由表2可知:靠近裂纹部位和远离裂纹部位的硬度差异较小,且均低于JIS G4403—2005的要求。
| 项目 | 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | 平均值 |
|---|---|---|---|---|---|---|
| 近裂纹区实测值 | 59.9 | 60.1 | 60.1 | 60.2 | 60.4 | 60.1 |
| 远裂纹区实测值 | 58.7 | 59.4 | 59.6 | 60.0 | 60.1 | 59.6 |
| 标准值 | >64 | |||||
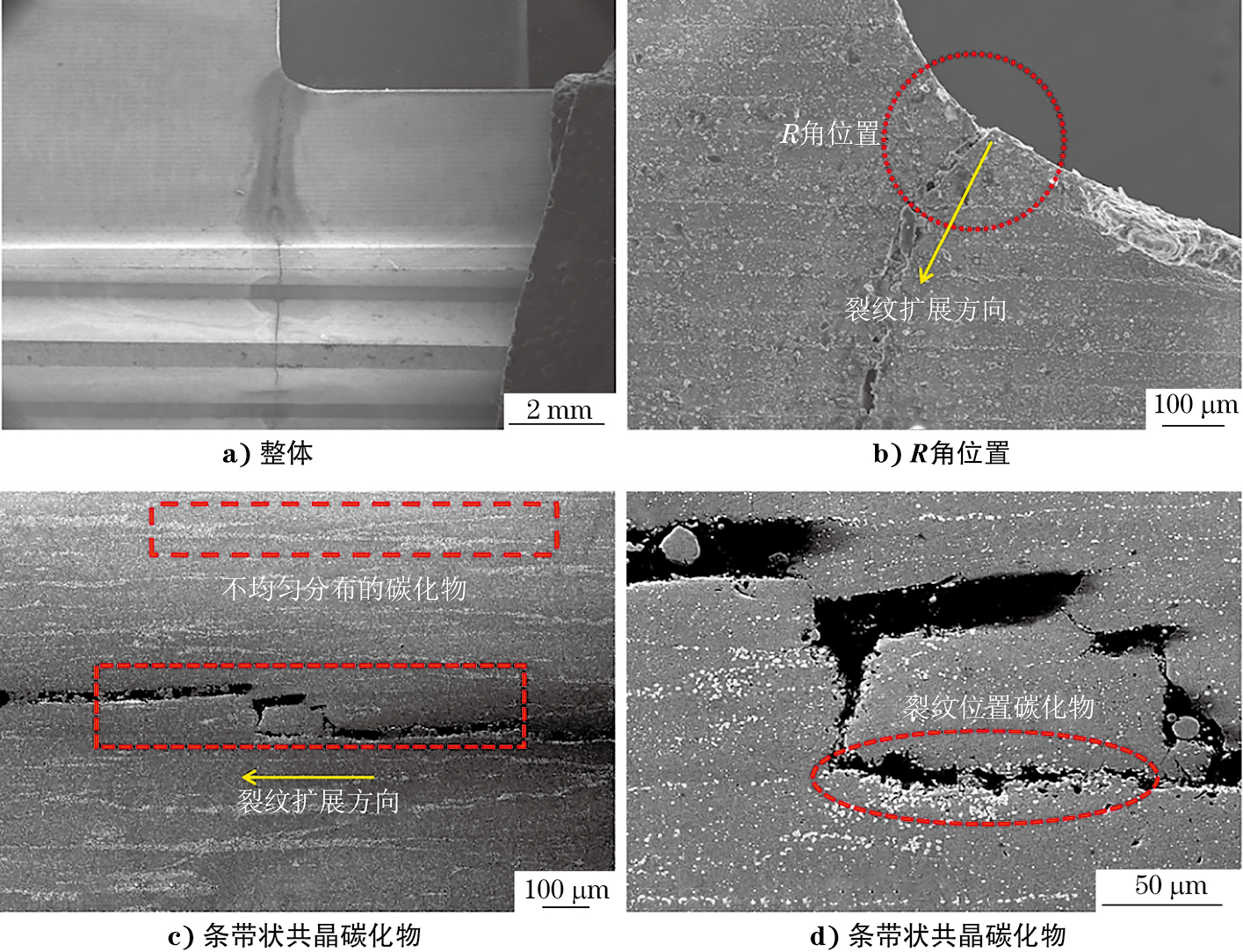
在轴套裂纹扩展位置取金相试样,试样的金相检验结果如图2所示。由图2可知:试样组织中共晶碳化物分布不均匀,沿裂纹扩展方向可见较多白色条带状共晶碳化物,且细长的带状共晶碳化物与较宽的密集条带共晶碳化物共存,且裂纹位于共晶碳化物密集处;按照ZB J36003—87 《工具热处理金相检验标准》,发现轴套的回火程度为1级,但回火不充分,组织中存在一定量的残余奥氏体。
在轴套开裂处取样,对试样进行SEM分析,结果如图3所示。由图3可知:轴套内侧R角位置为裂纹起始位置,随后裂纹沿条带状分布不均匀的碳化物扩展,直至轴套开裂;裂纹附近存在大量带尖角、形状不规则的块状共晶碳化物。
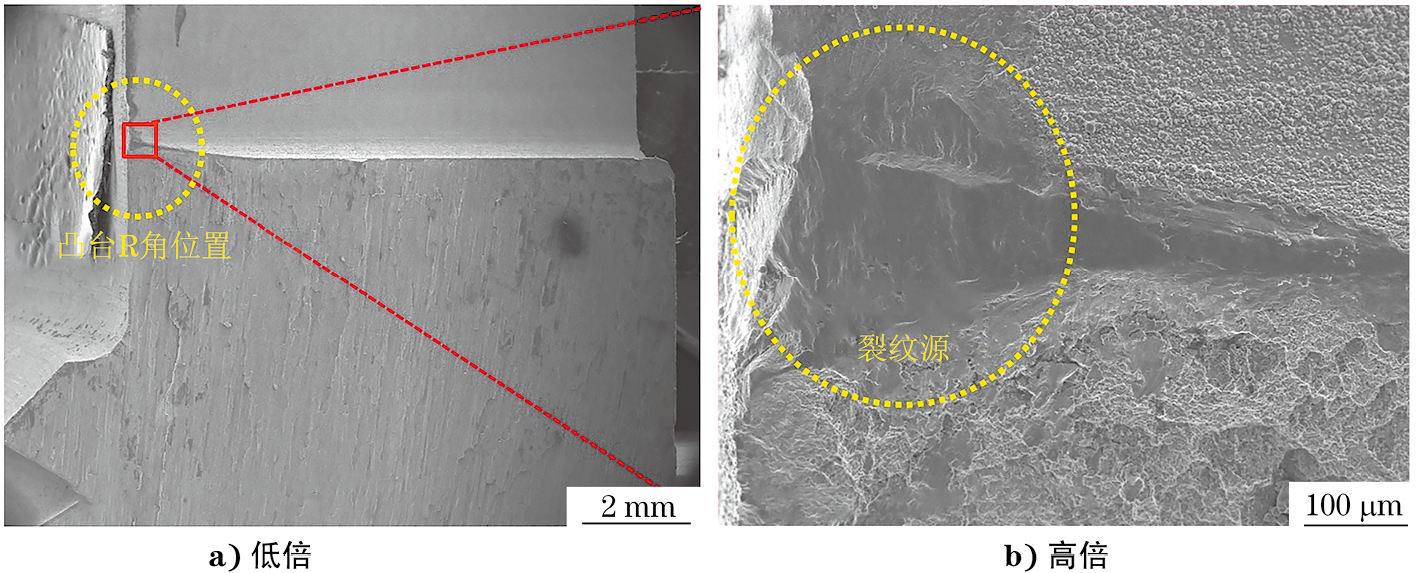
在轴套断口处取样,对试样进行SEM分析,结果如图4所示。由图4可知:裂纹源位于凸台内表面R角位置,整个断口为解理断口,呈脆性断口特征;裂纹源附近可见沿横向扩展的微裂纹。
由上述理化检验结果可知:开裂轴套基体中存在较为严重的沿轴向条带状共晶碳化物,且碳化物分布不均匀;裂纹附近的共晶碳化物呈带尖角的不规则块状。在热处理过程中,分布不均匀的共晶碳化物会使材料不同位置的组织转变程度产生差异,从而引起不同位置的组织应力产生较大差异。当材料中存在带尖角的块状共晶碳化物时,碳化物周围会产生应力集中,并形成与基体界面脱离的微小孔洞,在较小的外界应力作用下,孔洞扩展成微裂纹,最后导致轴套发生脆断[5]。共晶碳化物的脆性较大,聚集的共晶碳化物易成为裂纹源,因此分布不均且呈条带状分布的共晶碳化物会使轴套的开裂倾向增大[6]。
开裂轴套的回火程度为1级,但回火不充分,组织中存在一定量的残余奥氏体。在渗氮过程中,残余奥氏体转变为马氏体,会使材料产生组织应力。此外,残余奥氏体发生相变会诱导材料产生塑性效应,产生的脆性马氏体导致材料萌生裂纹,相变马氏体与基体的应力和应变不协调,也会使材料发生脆性开裂[7-8]。
该轴套开裂位置处R角半径仅为0.5 mm,易产生应力集中[9],分布不均且呈条带状分布的共晶碳化物增大了轴套的开裂倾向。
锻造过程中,材料的变形不充分导致基体中共晶碳化物分布不均匀,在尺寸较大且带尖角的块状共晶碳化物周围产生应力集中,并形成与基体界面脱离的微小孔洞,在较小的外界应力作用下,孔洞扩展成微裂纹,最后导致轴套发生开裂。材料的回火不充分使组织中存在一定量的残余奥氏体,在渗氮过程中,残余奥氏体转变为马氏体,使材料产生组织应力,脆性马氏体的存在使材料萌生裂纹并扩展,且相变马氏体与基体的应力和应变不协调,也会使材料发生脆性开裂。轴套开裂位置处倒角过小,使材料产生了应力集中,增大了轴套的开裂倾向。
建议在锻造过程中加大锻造比,多次镦拔使材料充分变形。制定合适的热处理工艺,使材料充分回火。增大凸台位置R角半径,避免产生应力集中。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号