Table 1. SM490钢板的力学性能测试结果
| 试样编号 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 1 | 565 | 655 | 10.5 |
| 2 | 515 | 599 | 8.3 |
| 3 | 520 | 568 | 15.5 |
| 4 | 555 | 586 | 13.0 |
| 5 | 581 | 659 | 11.6 |
| 6 | 506 | 570 | 15.0 |

SM490钢属于热轧碳素低合金结构钢,具有良好的力学性能、焊接性能、内在质量和深加工性能等,是近年来广泛使用的结构钢之一,在工程建筑、机械制造等领域应用广泛。某钢厂生产的SM490钢板厚度为16 mm,宽度为1 500 mm,与用户签订协议时,结合标准,要求其屈服强度大于330 MPa,抗拉强度为500~620 MPa,断后伸长率大于17%。在对钢板进行力学性能测试过程中,发现其断后伸长率全部不合格,试样1,5的抗拉强度不合格(见表1)。笔者对力学性能不合格的试样进行一系列理化检验,并提出了改进措施,以避免该类问题再次发生。
| 试样编号 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 1 | 565 | 655 | 10.5 |
| 2 | 515 | 599 | 8.3 |
| 3 | 520 | 568 | 15.5 |
| 4 | 555 | 586 | 13.0 |
| 5 | 581 | 659 | 11.6 |
| 6 | 506 | 570 | 15.0 |
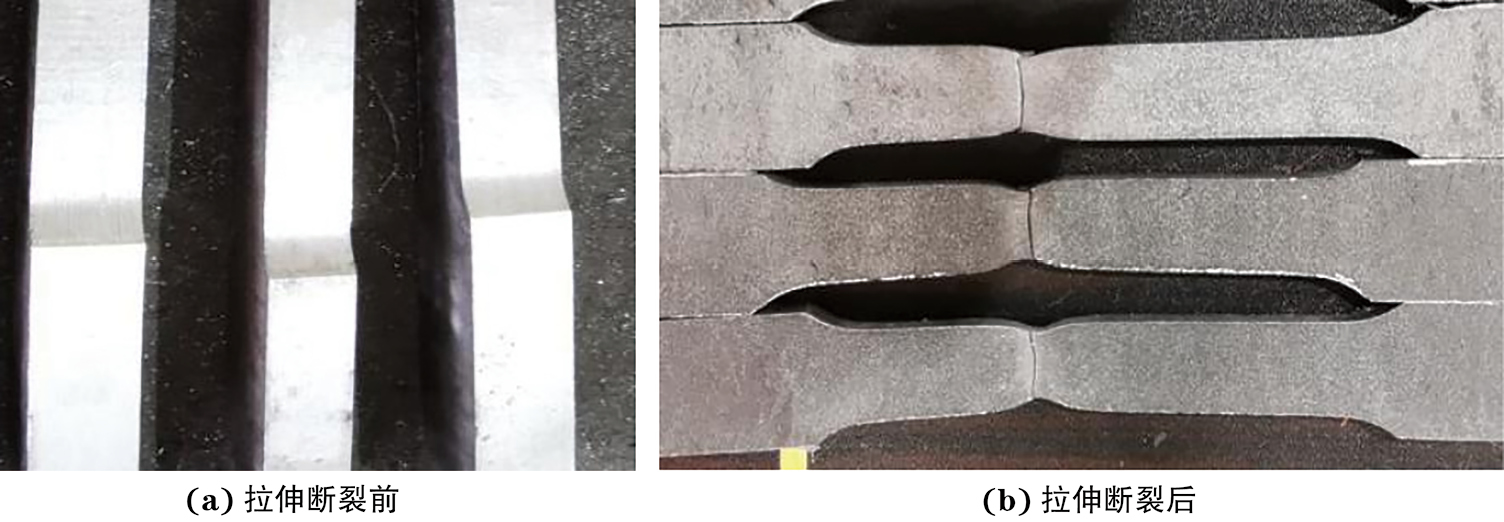
对拉伸断裂后的试样进行宏观观察,结果如图1所示。由图1可知:试样均断裂于平行段端部靠近试样双肩的位置,断裂位置异常。
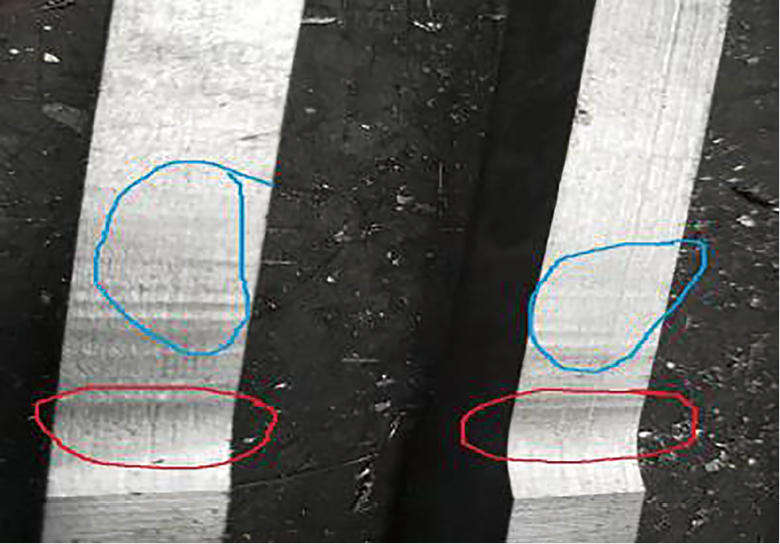
拉伸试样平行段的宏观形貌如图2所示。由图2可知:试样中存在明显的沟槽、台阶等加工缺陷。拉伸试验时加工缺陷处产生应力集中[1]。
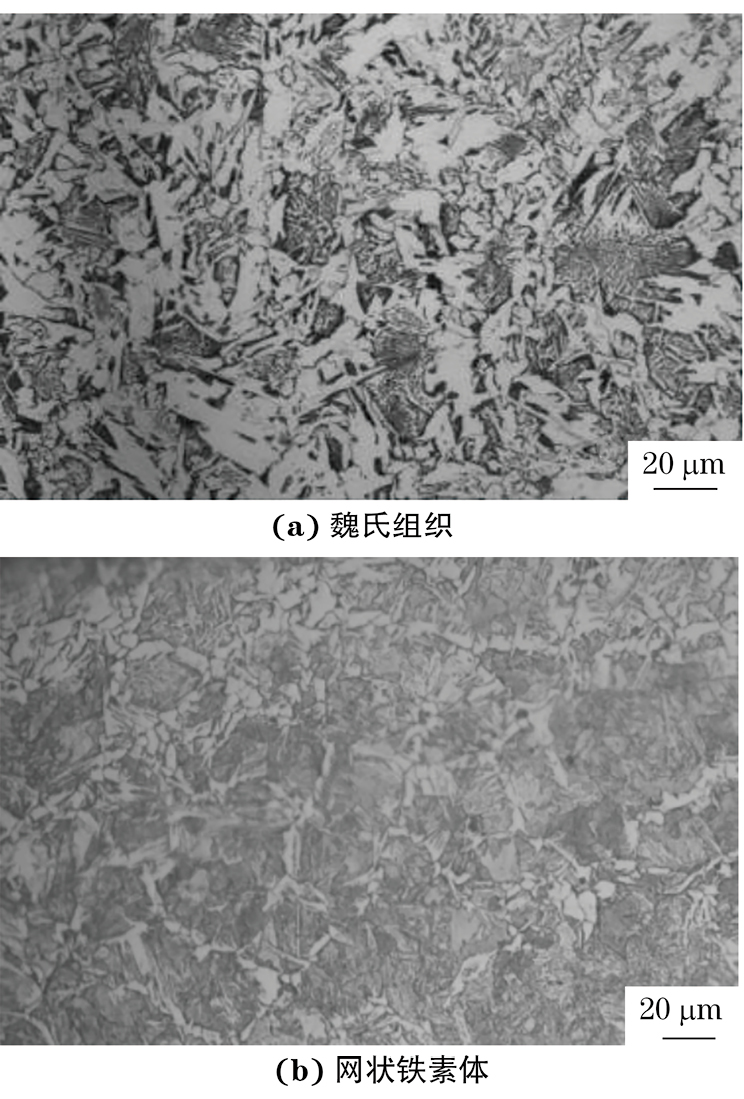
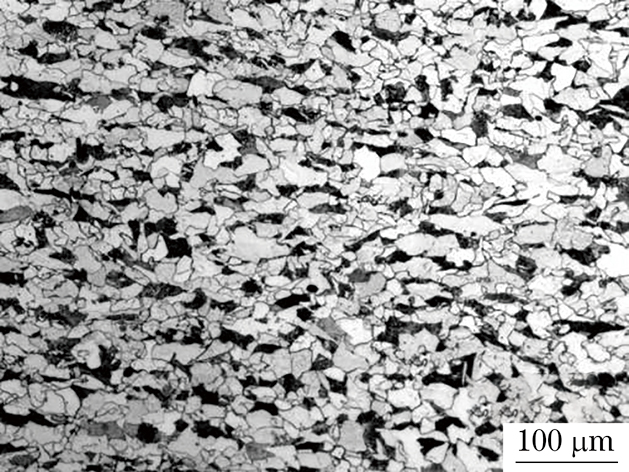
拉伸断裂后试样的显微组织形貌如图3所示。由图3可知:试样主要组织为铁素体+珠光体,但铁素体呈方向不规则、宽度及长度不相等的针状,可见明显的魏氏组织和网状铁素体。魏氏组织和网状铁素体会使金属材料的塑性变差[2]。
为了进一步查找原因,对该批次产品的工艺进行调查,其中轧制温度控制情况如表2所示。
| 项目 | 粗轧开轧温度 | 精轧终轧温度控制范围 | 实际精轧终轧温度 | 卷取温度控制范围 | 实际卷取温度 |
|---|---|---|---|---|---|
| 温度 | 1 110 | 820~860 | 880 | 525~565 | 560 |
由力学性能测试结果可知,试样的屈服强度和抗拉强度均较大,断后伸长率均较小,说明轧钢过程中温度控制不合理,使材料产生魏氏组织和网状铁素体等异常组织,导致金属材料的塑性变差。拉伸试样中存在明显的沟槽、台阶等加工缺陷,试样在进行拉伸试验时,缺陷部位产生应力集中,最终导致试样的力学性能不合格。
调整终轧温度和卷取温度可以改善材料的组织,从而提升其力学性能。将精轧终轧温度调整为855~910 ℃,生产实际控制温度为880 ℃。将卷取温度调整为575~615 ℃,生产实际控制温度为605 ℃。调整后,可以减小粗轧到精轧的温度梯度,使钢坯在奥氏体和铁素体两相区的轧制温度范围变小,同时避免了形变诱发先共析铁素体过量产生,从而改善产品的内部组织。精轧到卷取的温度范围变小,能够促进形变诱发再结晶,促进晶粒长大,避免产生过量魏氏组织,使产品的内部组织得到改善。
针对试样平行段存在加工缺陷的问题,可以采用及时更换或修磨刀具、强化机床点检与维护、加强加工过程控制等方法进行改进[3]。设备点检时,注意检查刀具的磨损情况,应立即更换磨损的刀具。铣削前,必须确保试样夹持紧固,并根据不同钢种,选择合理的试验速率和进给量。为了确保平行段质量,要调整分配合适的进刀量。采用递减法的刀具进给量方式,首次粗加工进刀量控制为不大于3.0 mm,中间进给量可以根据钢种及夹持钢板总量厚度等适当调整,保证表面质量的最终精加工铣削量不大于0.5 mm,以保证精度,并减少加工内应力。该方法还提高了加工稳定性,有利于尺寸精度控制。在加工过程中,还应该保证试样轴线与力的作用线重合,即必须保证试样两端肩部和平行长度部分中心线的重合度小于2.5 mm,否则在拉伸试验过程中会产生偏心力,降低材料的强度及断后伸长率。在最后一道精铣加工过程中,必须注意一次性加工完成,避免中间停刀,以确保平行段没有沟槽、台阶等加工缺陷。
采用改进后的工艺生产SM490钢,对改进后的SM490钢进行力学性能测试,结果如表3所示。由表3可知:改进后SM490钢的力学性能均合格,与改进前的SM490钢相比,改进后SM490钢的强度变小,且力学性能较稳定。
| 试样厚度/mm | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 12 | 415 | 585 | 23.5 |
| 18 | 413 | 550 | 25.0 |
| 16 | 396 | 566 | 22.5 |
改进后SM490钢的显微组织形貌如图4所示,试样组织为正常的热轧铁素体+均匀分布的珠光体。
改进后拉伸试样的宏观形貌如图5所示。由图5可知:试样平行段无沟槽、台阶等加工缺陷,且表面粗糙度较小,拉伸断裂位置也都靠近平行段中部区域。
SM490钢力学性能不合格的原因为:轧钢工序的温度控制不合理,使材料产生魏氏组织和网状铁素体,导致金属材料的塑性变差;拉伸试样中存在明显的沟槽、台阶等加工缺陷,在进行拉伸试验时,缺陷部位产生应力集中,导致试样的力学性能不合格。建议对精轧和卷取温度控制进行改进,并对试样加工质量进行改善,改进后SM490钢产品的力学性能得到提升。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号