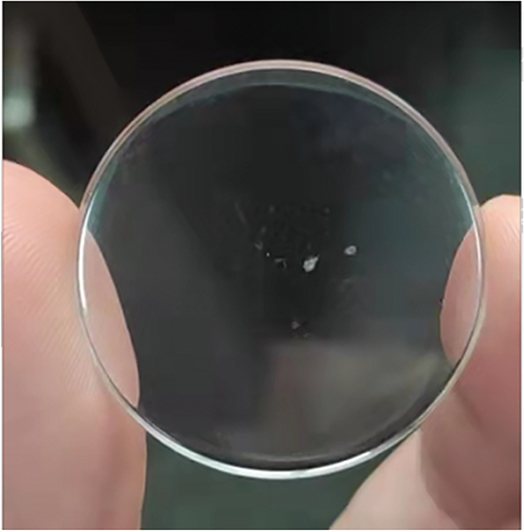
图 1 全自动熔融压片试样的宏观形貌

常用X射线荧光(XRF)分析试样的制备方法有粉末压片法和熔融铸片法。钢厂中主原料及副原料主要含有TFe、Al2O3、SiO3、P2O5(P)、CaO、MgO、Na2O等杂质,采用粉末压片法检测主副原料成分的粒度效应较大[1],采用熔融法可以消除粒度差异带来的干扰,提高结果的准确性。熔融法制样的方法为:人工将试样与一定比例的助熔剂、内标试剂、脱模剂等混合均匀,然后倒入稳定性极强的铂金坩埚中,再将坩埚放入自动融样机中将混合物进行熔融,在设定温度曲线下熔融成样,自然冷却后,将试样送进X射线荧光光谱仪中,分析各元素的含量。
试样制备是XRF分析的重要环节,在人工配比过程中,取质量为0.800 0 g的试样,允许偏差为±0.000 2 g。长期接触试样粉末以及助熔剂会对人体健康产生危害。采用全自动熔融技术取代人工熔融的方法,可提高作业效率,降低人员作业风险。
目前,制备XRF固体试样的方法有:不改变试样微观结构的直接磨光法和粉末压片法,以及改变试样微观结构的融化离心浇铸法和硼酸盐熔融铸片法。其中硼酸盐熔融铸片法可以灵活加入基准物质或标准试样,并稀释、均匀试样,因此该制样方法被广泛用于测定准确度要求较高的试样。
硼酸盐熔融铸片法是通过人工配比的方式制备试样,然后将坩埚置于半自动化的熔融机内熔融制样。制备好的试样表面存在缺陷,会影响XRF的分析结果,且人工制样的效率较低。提高试样的制备效率,使用自动化设备,形成无人化熔融制备试样、数据分析发送的全自动产线是现在乃至未来的必经之路。
2021年初,国内首次引进成套全自动熔融炉,其涵盖自动配样、自动熔融、自动铸片、自动清洗等单元,但国内对全自动配比的相关研究较少。笔者通过改善天平环境、优化助熔剂粒度、改变试样上下层的助熔剂质量分数、优化熔融温度控制,提出了一种符合自动化熔融制样的配比方法,研究结果可为全自动化实验室的建设提供帮助。
手动称量的数据无法自动储存、无法复原,且精密度难以保证。在安全方面,内标试剂的主要成分是钴,而钴粉尘会引起硬质合金病、过敏性或刺激性皮炎,操作人员长期暴露于钴粉中,会对人体健康产生一定的影响。
采用全自动配比完全取代手动配比:利用机械手夹取样杯到试样翻转装置;利用机械手夹取铂金坩埚至天平;铂金坩埚随天平运行到四硼酸锂助熔剂位置,预添加助熔剂;铂金坩埚随天平运行到试样翻转装置,将样杯旋转到铂金坩埚上方,进行试样定量,试样质量设定为0.66 g;试样添加完成后,坩埚运行到四硼酸锂助熔剂位置,根据实际试样质量添加剩余助熔剂,直至达到设定的稀释比。对于有额外要求的试样,继续添加钴内标试剂或氧化剂(根据软件设定,按照稀释比自动添加)。在试样定量区域,试样及试剂添加过程中的质量及稀释比会实时显示。
对设备进行空载联调后,先升温至700 ℃,然后继续升温至1 050 ℃,加热时间为840 s(包括平面摇摆时间以及45°斜角摇摆时间),注模倒料时间为5 s,试样自然冷却60 s,风冷240 s。全自动熔融压片试样的宏观形貌如图1所示,试样表面紧致,无气泡、裂纹等缺陷,试样厚度均匀,厚度为2.7 mm,直径为34 mm。试样外观达到XRF分析的基本要求。
然后在该熔融条件下进行连续制样,在制样过程中发现部分试样的配比时间超长、配比比例不稳定,不同矿种的大部分试样表面存在大量气泡,且气泡无法溢出(见图2)。
当熔融加热时,配比单元的称重传感器数值一直波动,导致配比失败。在天平传感器旁加挡板,当风机停止工作后,称重传感器数值立刻稳定。说明熔融炉顶部的除尘风机抽风时,形成了负压,引起内部的空气向上运动,产生了气流。同时,称重传感器旁边是手动注册样的入口,属于内外相通的敞开式窗口,使称重传感器周围形成较大的气流,往上的气流会对传感器产生外作用力,最终导致称重传感器数值波动。
根据气流方向,在手动注册进口的位置添加软性塑料挡板(见图3),成功解决了称重传感器因数据波动而引起配比超限(试样与助熔剂之间的比例超出了设定值)的问题。
在制样过程中,经常出现助熔试剂堵在振动给料装置内的现象,导致配比时间延长,且稀释比未达标。定期用吸尘器将堵住的部分疏通,配比即可恢复正常,但一段时间后助熔试剂又会重新堵住给料装置。助熔剂颗粒尺寸不均匀,混在一起后流动性变差,在狭小的通道内助熔剂容易发生聚集堵塞。
选用不同粒度的助熔剂进行配比测试,试样配比情况如表1所示,当助熔剂粒度为0.150~0.200 mm时,制样效果最优,试剂颗粒均匀饱满、光滑不抱团、流动性强。
| 助熔剂粒度/mm | 试样1 | 试样2 | 试样3 | 试样4 | 试样5 | 试样6 |
|---|---|---|---|---|---|---|
| 0.050~0.100 | 超时 | 超时 | 超时 | 堵塞 | 超时 | 超时 |
| 0.101~0.150 | 成功 | 超时 | 超时 | 超时 | 成功 | 堵塞 |
| 0.151~0.200 | 成功 | 成功 | 成功 | 成功 | 成功 | 成功 |
| 0.201~0.250 | 成功 | 堵塞 | 堵塞 | 堵塞 | 堵塞 | 堵塞 |
试样表面气泡产生的原因为:碳酸盐在高温熔融时分解形成了CO2,气体未在试样凝固前溢出。重新编辑配比单元的控制逻辑,按一定的比例分层配比,不同试样上下层助熔剂质量分数条件下的制样情况如表2所示,当试样上层助熔剂的质量分数为25%,试样下层助熔剂的质量分数为75%时,成片效果最优。
| 试样上层助溶剂的质量分数/% | 试样下层助溶剂的质量分数/% | 试样1 | 试样2 | 试样3 | 试样4 | 试样5 | 试样6 |
|---|---|---|---|---|---|---|---|
| 75 | 25 | 气泡在底部 | 气泡在底部 | 气泡在中、底部 | 气泡在底部 | 气泡在底部 | 气泡在底部 |
| 50 | 50 | 气泡在上部 | 气泡在中部 | 气泡在中部 | 气泡在中、上部 | 气泡在中、上部 | 气泡在上部 |
| 25 | 75 | 无气泡 | 无气泡 | 气泡在上部 | 无气泡 | 无气泡 | 无气泡 |
根据碳酸盐的特性,优化温度控制工艺,并适当提高熔融温度,使碳酸盐充分分解、氧化,进而使分解得到的CO2在高温的驱使下在注模前溢出。不同最高熔融温度条件下的制样情况如表3所示。最高熔融温度为1 085 ℃时,试样完整无缺陷,表面无气泡(见图4)。
| 最高熔融温度/℃ | 试样1 | 试样2 | 试样3 | 试样4 | 试样5 | 试样6 |
|---|---|---|---|---|---|---|
| 1 050 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 |
| 1 055 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 | 大量气泡 |
| 1 060 | 少许气泡 | 少许气泡 | 大量气泡 | 大量气泡 | 少许气泡 | 大量气泡 |
| 1 065 | 少许气泡 | 少许气泡 | 少许气泡 | 少许气泡 | 少许气泡 | 少许气泡 |
| 1 070 | 少许气泡 | 无气泡 | 无气泡 | 少许气泡 | 少许气泡 | 少许气泡 |
| 1 075 | 星点气泡 | 无气泡 | 无气泡 | 少许气泡 | 少许气泡 | 星点气泡 |
| 1 080 | 无气泡 | 星点气泡 | 星点气泡 | 星点气泡 | 无气泡 | 无气泡 |
| 1 085 | 无气泡 | 无气泡 | 无气泡 | 无气泡 | 无气泡 | 无气泡 |
| 1 090 | 无气泡 | 无气泡 | 无气泡 | 无气泡 | 无气泡 | 无气泡 |
针对XRF全自动熔融炉制样过程中出现的助熔剂自动配比时间长、熔融后试样表面存在气泡等问题,分析自动制样的影响因素,并研究了最佳制样条件。发现在天平传感器旁加挡板,采用助熔剂粒度为0.150~0.200 mm、试样上层助熔剂的质量分数为25%、试样下层助熔剂的质量分数为75%、最高熔融温度为1 085 ℃的条件制备铁矿石试样,对试样进行X射线荧光分析,分析结果的标准偏差均小于2%,精密度满足要求。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号