非调质钢广泛应用于汽车发动机曲轴、连杆、凸轮轴、传动轴等重要零部件中。切削加工是这些零部件制造过程中主要的加工工序之一[1]。
钢材的切削性能受诸多因素影响,主要包括:钢的化学成分、显微组织、材料物性以及硫化物形貌等。
1. 切削性能的影响因素
1.1 钢的化学成分
钢中C元素含量过低,在切削过程中不易发生断屑。C元素含量过高,钢的强度及硬度就会变大,在加工过程中会产生较大的切削抗力。Ni元素可固溶于钢基体中,使材料的强度和韧性增大,切削性能变差。Mn元素会与钢中的S元素生成MnS,提高钢的切削性能。钢中的低熔点元素,如Te、Bi、Pb等,会与MnS结合,在切削过程中产生润滑效应,提高钢材的切削性能。
1.2 显微组织
纯铁素体的硬度较低,但在切削过程中容易产生积屑瘤,使材料表面粗糙度变大,因此铁素体的可切削性较差。片层状珠光体可以作为应力集中源,故切削性能较好。奥氏体的加工硬化率较大,马氏体的硬度较大,因此其切削性能较差。
1.3 力学性能
一般而言,随着钢材强度、硬度的增大,所需的切削力会逐渐增大,切削过程中的摩擦力也会变大,导致切削温度升高。如果钢材的强度和硬度过大,会产生非常大的切削力,同时切削温度急剧升高,进而加速刀具磨损,还会引起刀尖烧损。当钢的硬度较小时,材料会发生变形,产生黏刀现象,导致材料表面质量和断屑性能变差。此外,钢的塑性、韧性越大,加工后材料的表面质量越差。钢的塑性和韧性越小,加工负荷会集中在刀具韧口附近,也会导致刀具磨损加剧。
1.4 硫化物形貌
钢的切削性能随钢中硫元素含量的增加而提高。相对于长带状硫化物夹杂,球状或纺锤状硫化物更加有利于提高钢材的切削性能。在钢液中喂入适量碲线,对钢水进行碲改质处理后,在钢中形成一定数量的MnTe,且该夹杂包裹在MnS夹杂外围,形成MnTe-MnS的共晶化合物[2],该共晶化合物熔点低,在轧制过程形成液相,可以避免MnS发生变形,从而使硫化物呈椭球体状,有利于切削性能的提高[3]。
2. 碲改质处理后的材料
2.1 化学成分分析
对38MnVS钢进行碲改质处理,试样编号为AM,未改质处理的60 mm(直径)热轧棒材编号为AN,比AM钢具有更大压缩比的60 mm(直径)热轧棒材编号为BN,这3种材料的化学成分分析结果如表1所示。由表1可知:AM、BN钢中Ni元素含量大于技术要求;3种钢的Ti元素含量均大于技术要求。
2.2 显微组织及硬度
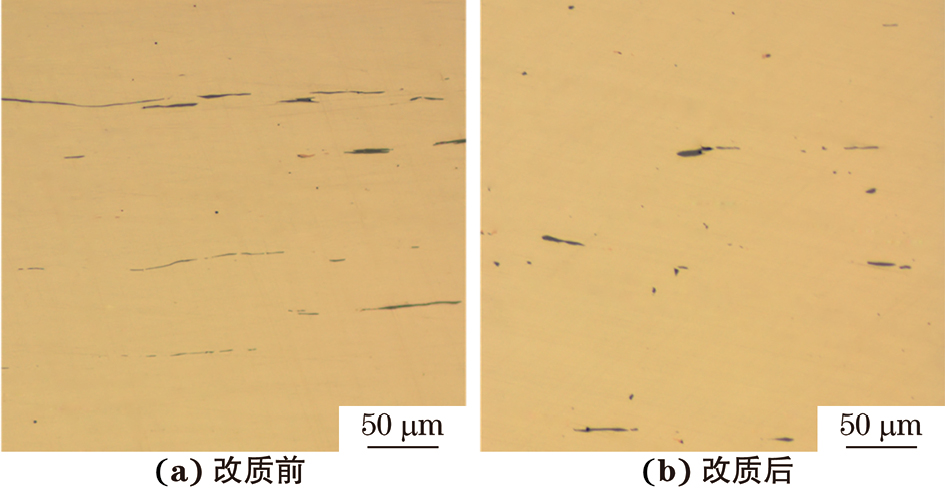
3种材料试样的显微组织形貌如图1所示。由图1可知:3种材料的组织均为铁素体+珠光体,AN钢中铁素体明显呈带状分布,带状级别为1.5级;AM钢中的铁素体也呈带状分布,带状级别为0.5级;BN钢种铁素体含量较低,分布较均匀。对3种材料中的铁素体含量进行统计,AN钢和AM钢中铁素体含量为26%~28%,而BN钢铁素体含量为22%。
用维氏显微硬度计对3种材料进行硬度测试,AN钢和AM钢的硬度分别为268.4,270.2 HV,BN钢的硬度最大,为287.3 HV。
2.3 硫化物分析
AM钢中添加了碲元素,使钢中硫化物的形态、尺寸和分布发生改变,碲改质工艺使38MnVS钢中硫化物的长宽比减小,形状由长条状转变为椭球状,且硫化物密度增大[4]。碲改质前后硫化物的微观形貌如图2所示。依据GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》对A类夹杂物进行评级,改质前硫化物为细系2.5级,粗系1.0级;改质后硫化物为细系1.5级,粗系0.5级。改质前,长宽比小于2的硫化物占比低于30%,硫化物长宽比小于6的占比低于70%;改质后,长宽比小于2的硫化物占比接近50%,90%的硫化物长宽比小于6。碲改质使长条状硫化物变少,均匀分布的椭球状硫化物更有利于切屑与工件分离,减少切屑与刀具前刀面的摩擦[5]。
3. 切削性能评价
钢的切削性能指的是钢切削加工成合格零件的难易程度。切削性能通常可以用刀具使用寿命、切削力大小、切屑形貌和工件表面粗糙度(Ra)等具体指标来进行衡量[6]。
3.1 试验方法
切削试验涉及切削速率、进给量、切削深度等参数,选用切削速率为180,150,120 m/min,进给量为0.6,0.4,0.2 mm/r,切削深度为0.8,0.5,0.2 mm的技术参数进行切削预试验,得出最优参数为:150 m/min的切削速率,0.6 mm/r的进给量,0.5 mm的切削深度。
采用该组参数将3种材料从直径58 mm切削至33 mm,总共进行25次走刀,用测力计测试每一次切削时产生的切削力。在更换材料的同时更换刀具,以保证每种材料在切削时都使用全新的刀具。切削完成后,利用扫描电镜(SEM)和能谱仪对刀具磨损情况进行分析,并测量磨损长度。用表面粗糙度测量仪测量材料的表面粗糙度。
3.2 切削力测试
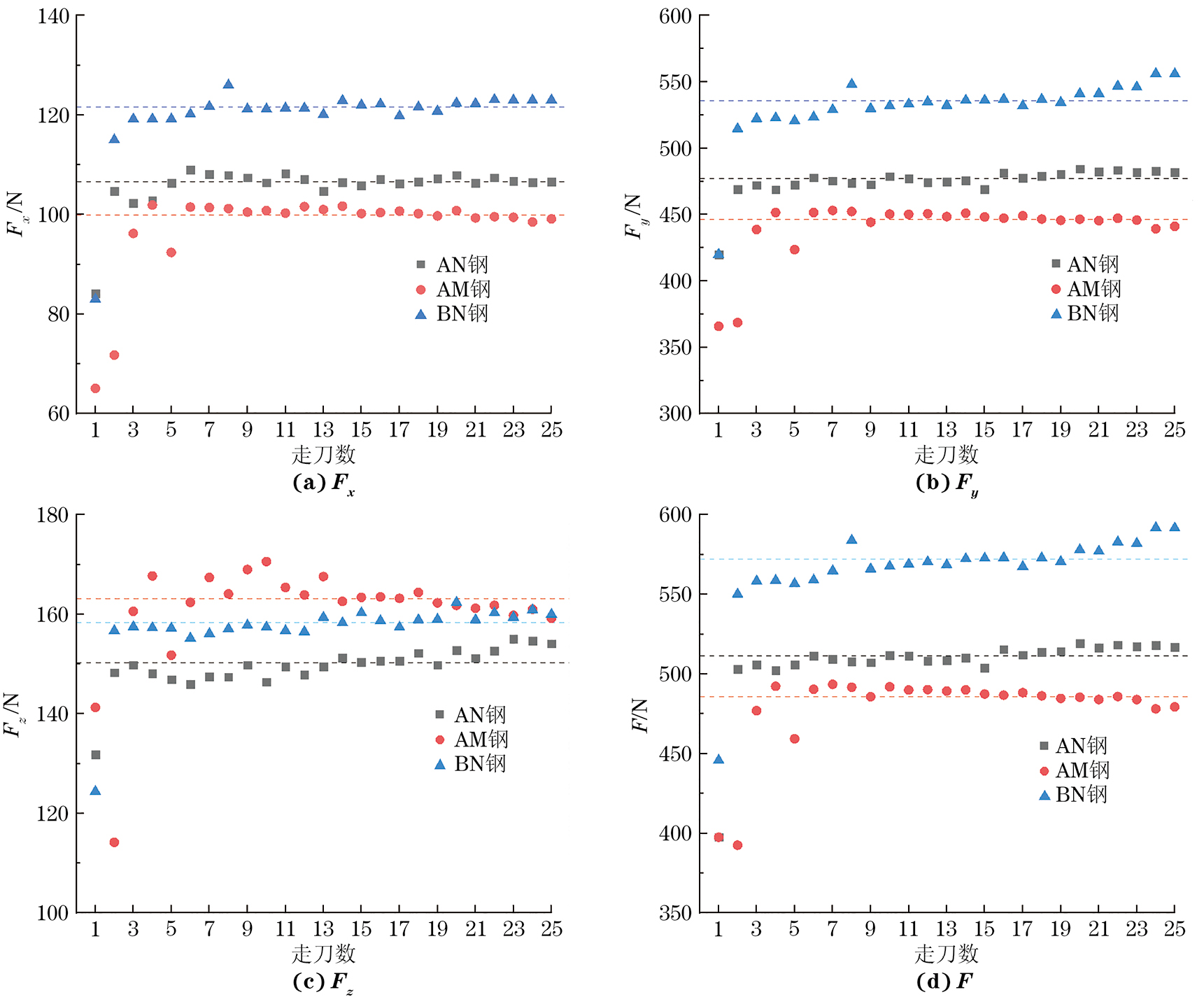
切削试验最前面两次走刀产生了较明显的颤振现象,所得到的切削力结果并不准确,因此在计算平均切削力时从第3刀开始计算。切削力由测力计分解成3个方向测得,分别为Fx,Fy,Fz。Fx是进给方向上的切削力分量,称为进给力;Fy是径向的切削力分量,称为切深抗力;Fz是切向方向的切削力分量,称为主切削力。切削力合力F 的计算方法如式(1)所示。
3种材料试样的切削力测试结果如表2所示。3种材料切削力与走刀数的关系如图3所示。由表2和图3可知:随着切削刀次的增加,3种材料在3个方向上的切削力没有明显变化,切削过程较为平稳,切削力数据可靠;3种材料的Fx和Fz差异均不明显,相差约为10 N,而3种材料的Fy有较大差异,切深抗力对零件加工精度和表面质量有很大影响;AM钢的切深抗力为446.4 N,AN钢的切深抗力为477.3 N,BN钢的切深抗力为536.0 N;碲改质后,非调质钢的切削抗力降低了30.9 N;AM钢的切削合力最小,为485.7 N。
3.3 SEM和能谱分析
试验用刀片的SEM形貌及能谱分析位置如图4所示,能谱分析结果如表3所示。由图4和表3可知:刀片最外层的涂层为Ti(C,N),颜色较深的位置为第二层涂层,主要成分为Al2O3;刀片基体主要含有W、C等元素。
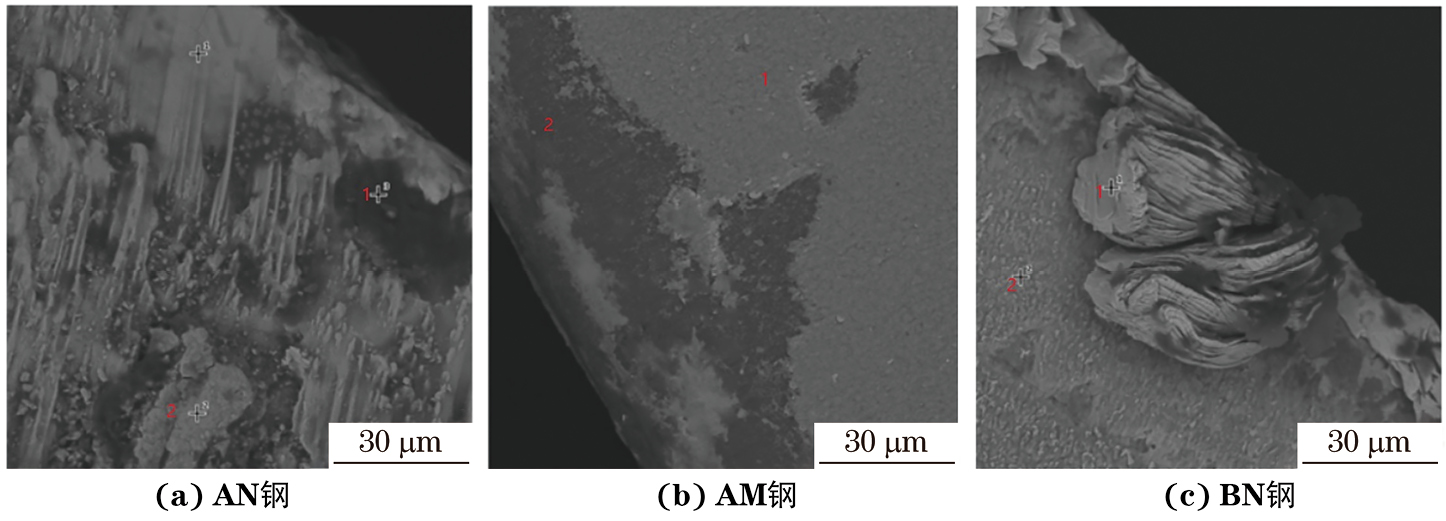
将3种材料切削后的刀片进行超声清洗,并置于SEM下观察,结果如图5所示。由图5可知:切削AN钢的刀片磨损严重,表面涂层有大面积磨损,且刀具表面黏附有工件基体材料,刀片磨损长度为3.75 mm;切削AM钢的刀片涂层磨损面积较小,表面有磨损痕迹,但磨损程度较低,刀片磨损长度为1.73 mm;切削BN钢的刀片表面已经被磨平,涂层有严重磨损,刃口有明显的积屑瘤,刀片磨损长度为4.87 mm。可知切削AM钢的刀片磨损长度最短,说明碲改质可以减轻刀具磨损程度,该结果与切削力的测试结果相对应。
3.4 表面粗糙度分析
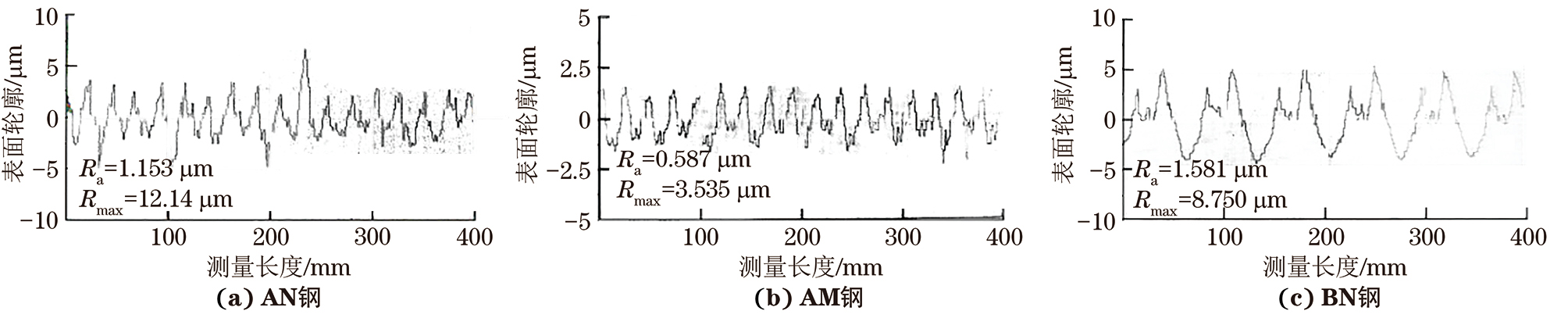
3种材料切削后的表面轮廓图如图6所示,根据轮廓图计算出对应轮廓的最大高度Rmax。AM钢的表面粗糙度最低,为0.587 μm;AN钢的表面粗糙度为1.153 μm;BN钢的表面粗糙度为1.581 μm。说明碲改质可降低38MnVS钢切削后的表面粗糙度。
4. 结语和建议
(1)影响材料切削性能的因素主要包括:钢的化学成分、显微组织、力学性能以及硫化物形貌等。
(2)建议对非调质钢中的硫化物进行碲改质处理,控制钢中碲元素质量分数为0.020%~0.040%,可以改善硫化物形貌,生成有利于提高切削性能的均匀短小状硫化物。碲改质后切削力、刀具磨损程度、表面粗糙度均降低,材料切削性能得到有效提高。
文章来源——材料与测试网







 浙公网安备 33042402000106号
浙公网安备 33042402000106号
