图 1 开裂焊管宏观形貌

Q355B钢是一种低合金高强度结构钢,具有耐低温、易焊接、良好的冷冲压性和可切削性等优点,广泛应用于桥梁、车辆、船舶、建筑、压力容器、塔架、特种设备等领域。Q355B钢焊管常用于气体和液体等输送管道中,随着对焊管需求的不断增加,一些焊管问题不断出现,如焊接开裂、冷弯试验开裂等[1-4]。
某公司将Q355B热轧带钢制作成规格为90 mm×9 m(外径×长度)的直缝焊管,焊接后发现大批焊管存在开裂现象。该焊管的加工过程为:带卷→切边→成型→焊接→定尺。笔者采用宏观观察、金相检验、扫描电镜(SEM)和能谱分析等方法研究焊管的开裂原因,以避免再次产生大批量该类缺陷。
焊管开裂处位于焊接区域,裂纹长短不一且平行于焊缝,呈纵向分布,开裂焊管宏观形貌如图1所示。统计同批次焊管,发现现场开裂率达50%以上。
从焊管未开裂处取样,根据GB/T 4336—2016《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》对试样进行化学成分分析,结果如表1所示。由表1可知:焊管的化学成分符合GB/T 1591—2018《低合金高强度结构钢》对Q355B钢的要求,且焊管材料的硫、磷元素含量较高。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Cr | Cu | Ni | |
| 实测值 | 0.17 | 0.90 | 0.16 | 0.023 | 0.020 | 0.05 | 0.02 | 0.02 |
| 标准值 | ≤0.24 | ≤1.60 | ≤0.55 | ≤0.035 | ≤0.035 | ≤0.30 | ≤0.40 | ≤0.30 |
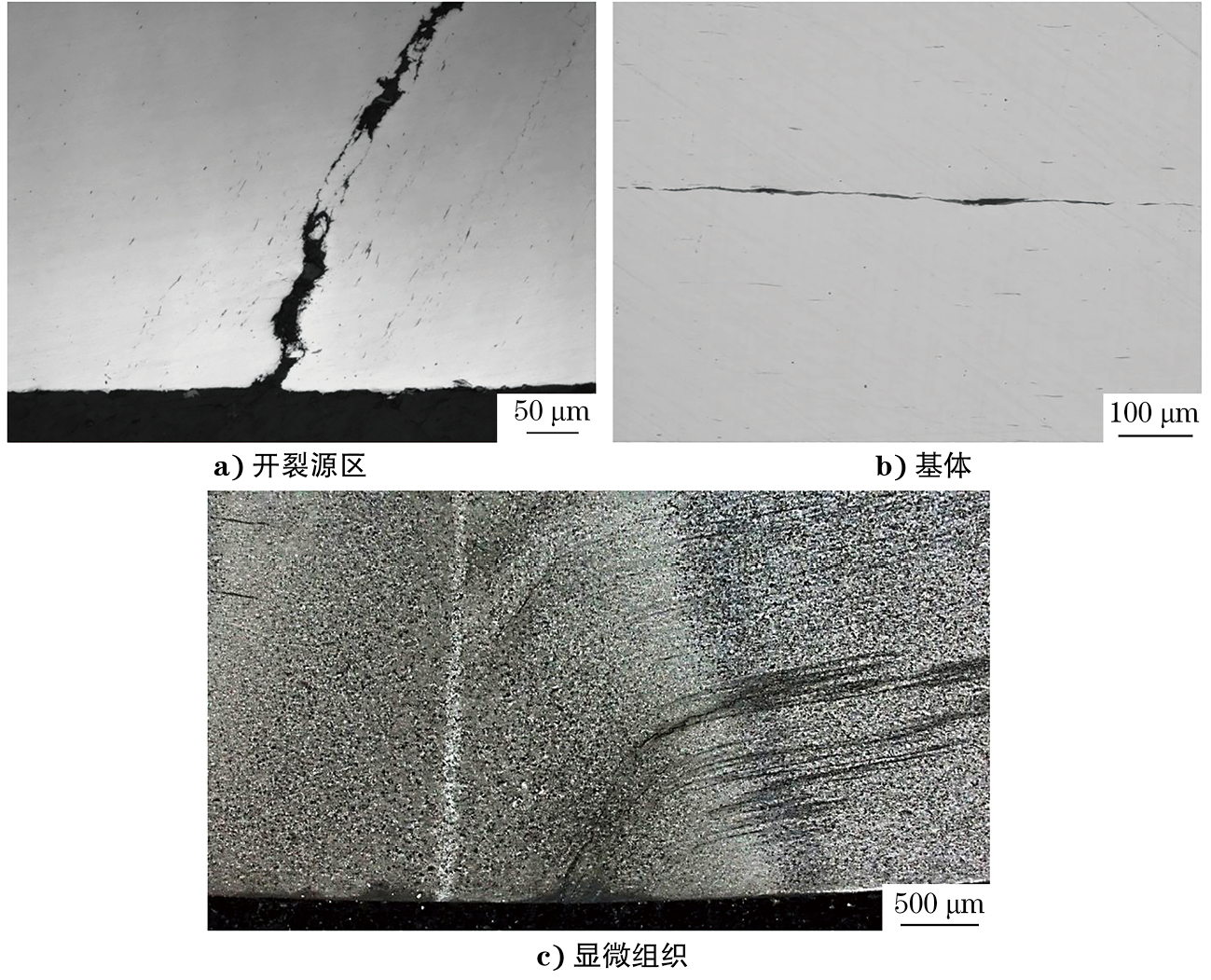
在垂直于焊管开裂处截取试样,将试样研磨、抛光,并用硝酸乙醇溶液腐蚀后,使用光学显微镜和体视显微镜观察试样,结果如图2所示。由图2可知:开裂源附近存在大量密集分布的硫化物,且裂纹沿着夹杂物密集分布的方向扩展;对基体进行非金属夹杂物检测,发现基体处硫化物含量较高,硫化物最长处达到0.9 mm;将开裂源处的截面腐蚀后,发现开裂处位于焊接热影响区,焊缝开裂侧(对应带钢宽度中间部位)存在明显的流线组织,且存在偏析条带,焊缝处组织为珠光体+铁素体+魏氏组织,基体处组织为铁素体+珠光体,热影响区呈对称的双曲线形,中心白色熔合线细直。
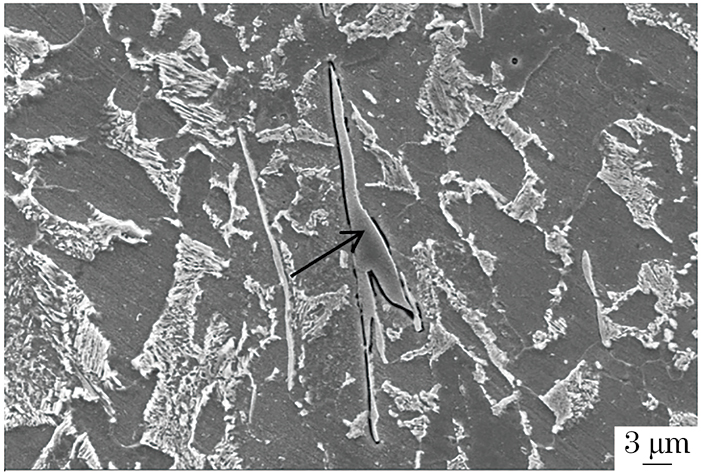
使用扫描电子显微镜观察硫化物,结果如图3所示。由图3可知:硫化物界面与基体存在明显的孔隙,可见非金属夹杂物破坏了钢材基体间的连续性。
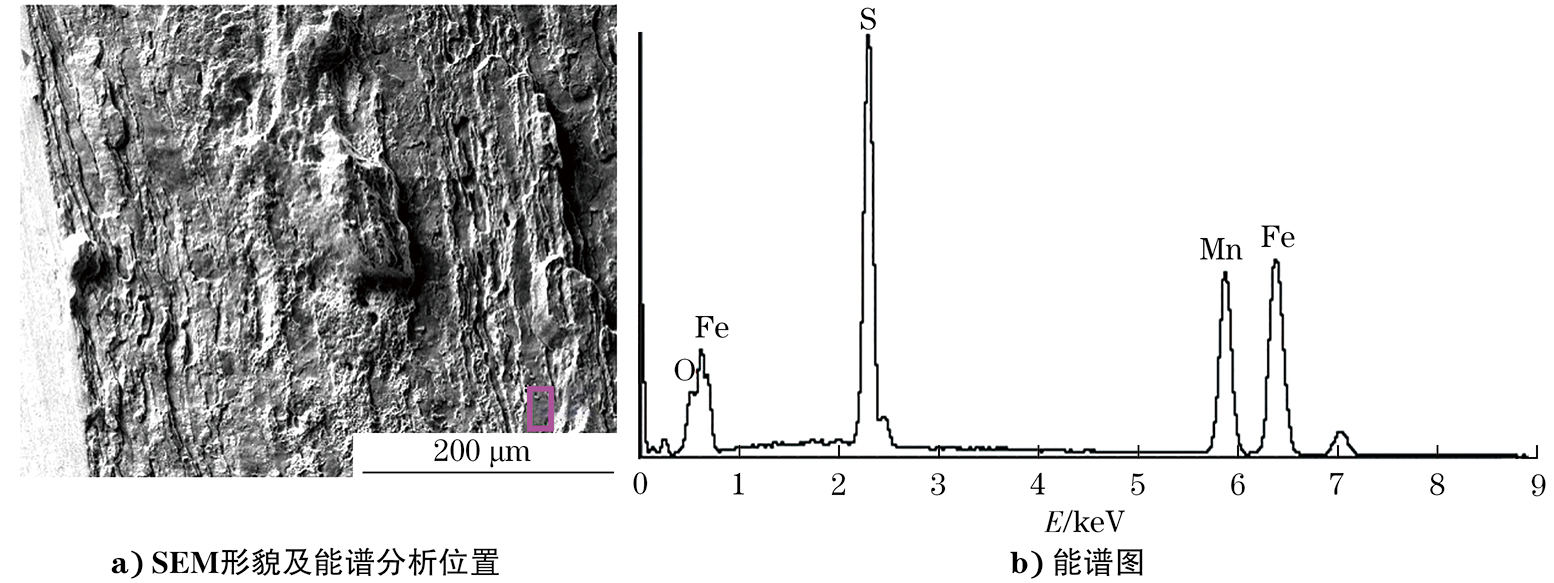
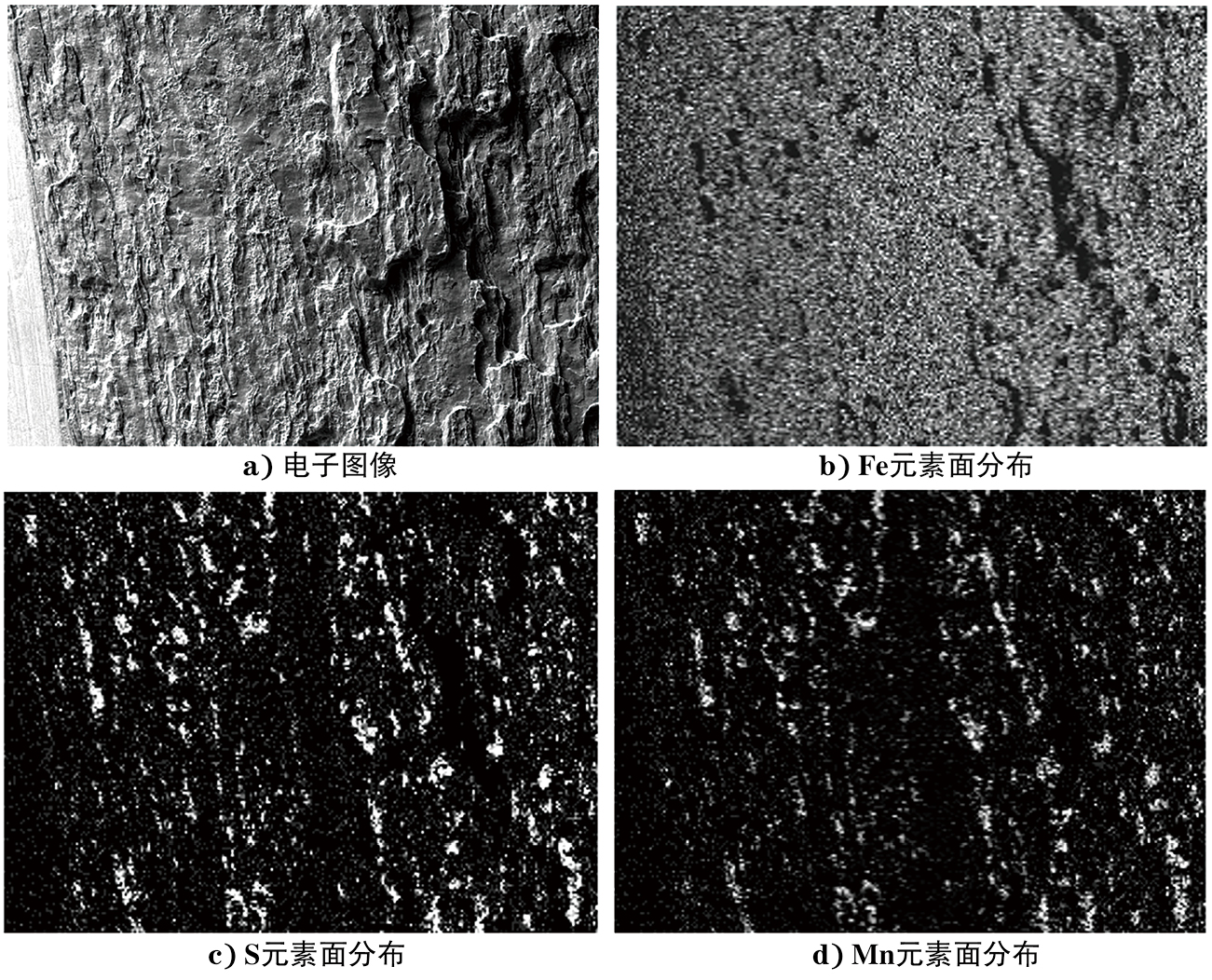
在焊管开裂处打开,在断口处截取试样,并将试样置于扫描电子显微镜下观察,再对其进行能谱分析,结果如图4~5所示。由图4~5可知:断口呈韧性开裂形貌,存在大量的韧窝,但韧窝较浅,断口开裂源处存在大量光滑的平面;开裂源处偏聚的大量夹杂物为硫化物,这与金相检验结果一致。
由理化检验结果可知:大量聚集分布的硫化物是焊管开裂的主要原因。
高频直缝焊管的原理是利用接触焊或感应焊的方法,依靠金属自身的电阻,将边缘加热至焊接温度,使带钢焊接坡口边缘产生高频电流,再利用高频加热的集肤效应,使电流高度集中在焊管坡口边缘,通过挤压辊的作用,完成压力焊接。对正常焊接区的要求为:热影响区的微观形貌是对称双曲线形,带钢中心部分的热影响区宽度约为带钢厚度的1/4~1/3,细直的熔合线宽度为0.02~0.12 mm,金属流线角为50°~70°,试样焊接区完全符合以上要求[5]。焊接时感应电流优先从带钢边缘的边部和端部进入带钢并产生热量,钢中的碳元素向高温边缘区域扩散,当焊缝冷却时,碳元素在该区域被吸收,造成热影响区颜色略深于母材[6]。
带钢硫化物含量较高,且在带钢板厚1/4处呈聚集分布状态,破坏了基体的连续性和致密性[7],硫化物的偏聚往往同时伴随着成分和组织的偏析[8]。高频焊接时,硫化物在高温变形时塑性较差,基体与夹杂物高温塑性的差异使硫化物和基体边界产生微裂纹[9],在焊接成形时,裂纹急速扩展并最终导致材料开裂。
MnS与钢基体的膨胀系数不同,凝固后,在夹杂物的区域范围内形成了预破坏区。同时带钢在轧制过程中,MnS沿纵向延伸变形,形成条状夹杂物,变形的MnS与钢基体增加了界面,由于二者的膨胀量不同,因此冷却时收缩量也不同,这样MnS与钢基体界面间就产生了内应力,减弱了二者间的结合力,此时微小的应变就能在界面间形成孔洞,孔洞间的横向间距很小,但是当其超过极限应变范围时,就会发生孔洞的聚合,引起开裂[10]。
钢中的硫化物是在钢液凝固过程中产生的,硫化物自身属于易偏聚塑性夹杂物,因而炼钢过程中应该严格执行钢液脱硫工艺,具体包含转炉终点温度控制、炉渣碱度比例配置、转炉底吹搅拌模式[11]等。
(1)?带钢在熔炼时,其硫化物夹杂含量较高,且在连铸时,内弧1/4厚度处产生夹杂物偏聚现象,破坏了基体的连续性,在加工应力的作用下,基体与夹杂物界面处产生应力集中,形成微裂纹。在焊接成型及焊接应力的作用下,应力集中的微裂纹造成焊管开裂。
(2)建议控制原料质量,对系统进行控硫和降硫,以提高钢水的纯净度,同时控制钢中夹杂物的产生速率。建议首先选择低硫含量的原材料,减少铁水中硫元素;其次是炼钢过程控制,如添加石灰、氧化铁等脱硫剂,让硫元素与脱硫剂反应生成易挥发的硫化物,优化炼钢工艺,控制炉温、炉压、炉次等工艺参数,减少硫元素的吸收量;最后是控制炉渣中的硫元素含量,可以减少在钢水中传递的硫元素。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号