0. 引言
热电联产、集中供热等的大力推广使得热力管道的需求量越来越大[1-2]。12CrMoV钢因具有良好的耐高温和耐腐蚀性能而成为制造热力管道的常用材料[3-4]。目前,在我国热力管道的制造中,常采用火焰切割的方式对板材进行加工,并利用焊接方法制成钢管[5]。随着激光加工方式的普及,激光切割加工也应用十分广泛。激光切割与火焰切割均属于热切割,会导致材料中的元素与氧气或辅助气体发生化学反应,最终影响材料的化学成分,同时切割热量较大时也会导致材料组织和性能发生变化,这些因素都将影响焊接接头的性能[6-7]。因此,为了保证焊接质量,需要对切割出的焊接坡口进行打磨或采用再加工的方式去除表面的氧化皮和污染物[8]。目前,随着热切割技术的不断发展,热切割方法的自动化水平提高,使得热切割表面质量大幅度上升[9]。若能实现热切割坡口无需加工直接焊接,将在很大程度上节约时间,提高生产效率,降低生产成本,对于提高产品的竞争水平具有十分重要的现实意义,但是目前这种工艺还未在焊接结构中得到广泛应用。马清波等[10]研究指出,Q345E钢在经过火焰切割后直接进行焊接的接头与经过机械加工后焊接的接头相比,组织与力学性能基本相同,故在保证火焰切割面质量的前提下直接进行焊接是可行的。TINGAEV等[11]研究发现,采用火焰切割方法对S345、S390低合金钢进行切割后,切削区碳含量增加,硅、锰、铬含量降低,而采用等离子切割,主要合金元素含量变化不大。DIEKHOFF等[12]采用火焰切割20 mm厚S355N和S690Q建筑钢板,发现切割边缘的缺陷对焊接接头疲劳强度的影响不大。研究[13]表明,在切割参数合理的情况下激光切割的表面质量远优于火焰切割。为了验证不同方式热切割坡口直接焊接的可行性,作者分别采用火焰切割和激光切割2种方式在12CrMoV钢板上加工出坡口,然后直接对钢板进行氩弧焊接,对比研究了不同坡口切割方式下接头的显微组织和力学性能,以期为热力管道、压力容器等产品的生产提供理论依据。
1. 试样制备与试验方法
母材为热轧态12CrMoV低合金结构钢板,尺寸为300 mm×150 mm×10 mm,组织主要由珠光体+铁素体组成。焊材选用YT50-6型焊丝,直径为1.2 mm。母材和焊丝的化学成分见表1。
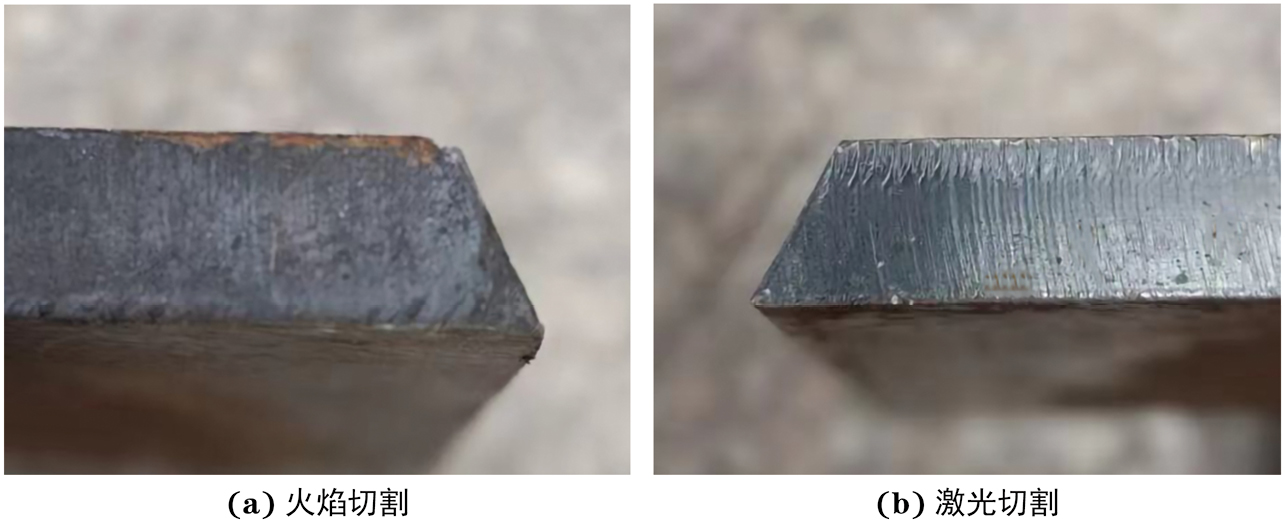
焊接接头采用对接接头形式,坡口形式为“V”形坡口,坡口角度为单边30°±5°,对接间隙在1~2 mm。采用火焰切割和激光切割2种方式加工坡口:火焰切割时采用CG1-30型改进型半自动气割机,火焰类型为甲烷,流量为5 L·min−1,切割速度为30 mm·min−1,喷嘴高度为5 mm;激光切割时采用G24030LB型光纤激光切割机,切割激光功率为9 000 W,切割速度为2 200 mm·min−1。选择切割表面质量好、表面干净且无明显可见的污染物或缺陷的钢板进行观察。由图1可以看出:火焰切割后坡口表面较粗糙,存在一层黑色氧化皮,边缘处存在挂渣;激光切割后坡口表面存在周期性条纹状沟壑,无明显热变形、变质、挂渣等缺陷。采用WSM-400型逆变直流脉冲氩弧焊机对开坡口钢板进行对接焊接,焊前预热温度为150~250 ℃,焊接层间温度控制在150~250 ℃,具体焊接参数见表2。
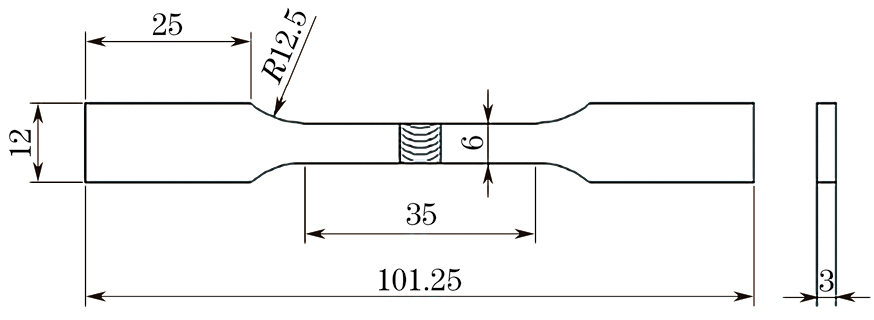
焊接完成后,先检查接头是否存在外观缺陷,再采用XXG-3505D型陶瓷定向型便携式X射线探伤机对焊缝进行无损检测,使用DL-2000+型LED工业射线底片观光灯分析焊缝中是否存在焊接缺陷。采用电火花线切割机床以焊缝为中心切割出尺寸为45 mm×10 mm×10 mm的试样,进行打磨、抛光,再用体积分数4%硝酸乙醇溶液腐蚀后,采用Nikon-MR5000型光学显微镜观察接头显微组织,利用电子探针分析热影响区粗晶区的微区成分。按照GB/T 4240—2019《不锈钢丝》,采用YZHV-1000C型显微维氏硬度计分别测试接头填充层和盖面层的硬度,从焊缝中心向母材一侧进行测试,载荷为200 N,保载时间为15 s,测试间距为0.5 mm,距焊缝中心相同距离处测3次取平均值。按照GB/T 228—2002《金属材料 室温拉伸试验方法》,在接头上以焊缝为中心垂直于焊接方向截取如图2所示的拉伸试样,采用WDW2200型万能拉伸试验机在室温下进行拉伸试验,拉伸速度为2 mm·min−1。按照GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》和GB/T 2650—2008《焊接接头冲击试验方法》,在接头上截取尺寸为55 mm×5 mm×10 mm的冲击试样,缺口分别位于焊缝和熔合线处,采用FIT 302B型全自动落锤冲击试验机进行室温冲击试验。采用Sigma500型扫描电镜(SEM)观察拉伸和冲击断口形貌。按照GB/T 2653—2008《焊接接头弯曲试验方法》,在接头上以焊缝为中心垂直于焊接方向截取尺寸为60 mm×20 mm×3 mm的弯曲试样,采用WDW-G型万能试验机进行室温三点面弯和背弯试验,弯轴直径为10 mm。
2. 试验结果与讨论
2.1 宏观缺陷
通过外观检查发现:不同坡口切割方式下焊缝均成形良好,表面无气孔、夹渣、咬边、烧穿、塌陷等缺陷,焊缝纹路匀称,焊缝余高未超过母材厚度的10%,焊缝背面未出现焊瘤;接头整体变形程度较小,仅存在轻微的角变形现象。由图3可见:火焰切割方式下接头焊缝内存在细小的不规则点状阴影(方框区域所示),黑度变化无规律,说明该焊缝内部存在夹渣缺陷,但未见其他缺陷存在;激光切割方式下焊缝内部无明显黑色阴影存在,说明焊缝内部无气孔、裂纹、夹渣、未焊透等现象,该焊缝质量良好。根据NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》,2种坡口切割方式下接头均评定为Ⅰ级接头。
2.2 显微组织
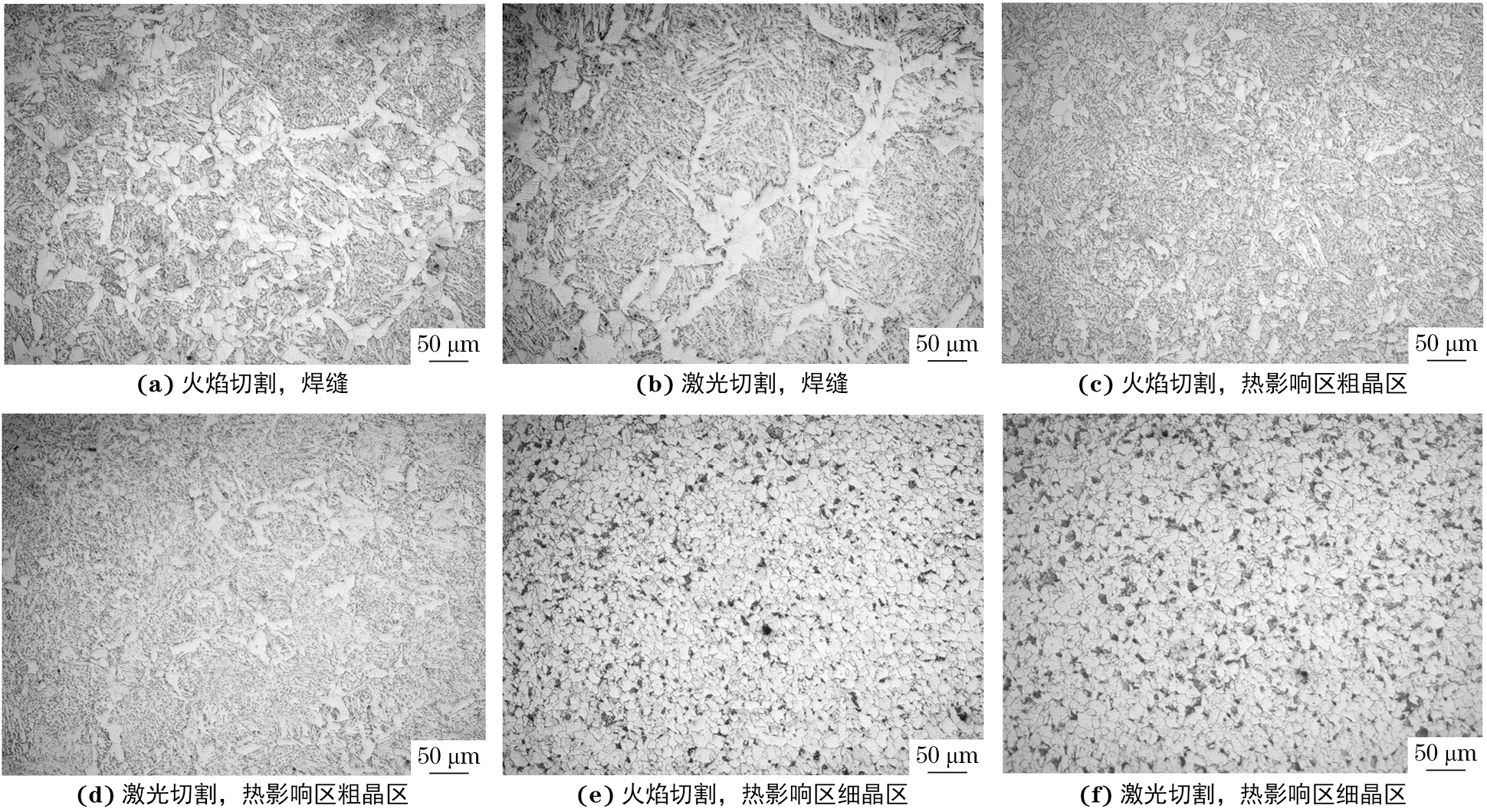
焊接接头均由焊缝区、热影响区(粗晶区和细晶区)、母材区组成。由图4可见,2种坡口切割方式下接头的组织基本相同,焊缝区的组织主要为先共析铁素体+贝氏体+少量碳化物,热影响区粗晶区组织为贝氏体+铁素体,细晶区为细小的铁素体+珠光体,火焰切割方式下热影响区粗晶区的铁素体含量比激光切割方式下高。由于火焰切割低合金钢时,切割面会发生选择性氧化,导致碳、镍、钼和铜等元素含量升高,而锰、铬、硫等元素含量降低[14],同时焊缝成分主要取决于焊丝,因此对热影响区粗晶区进行元素定量分析。由表3可知,火焰切割方式下热影响区粗晶区的合金元素总的质量分数比激光切割方式下低0.49%。低合金钢中的钼元素对奥氏体分解成珠光体有着很强抑制作用,钼、铬元素可以扩大贝氏体转变温度范围,有利于粒状贝氏体形成,钒元素能够抑制其他碳化物的析出,有效减少上贝氏体的形成[15-16]。因此,12CrMoV低合金钢在焊接后极易得到粒状贝氏体。2种坡口切割方式下接头热影响区细晶区受焊接热循环的影响较小,组织分布均匀,晶粒大小无明显差异。
2.3 显微硬度
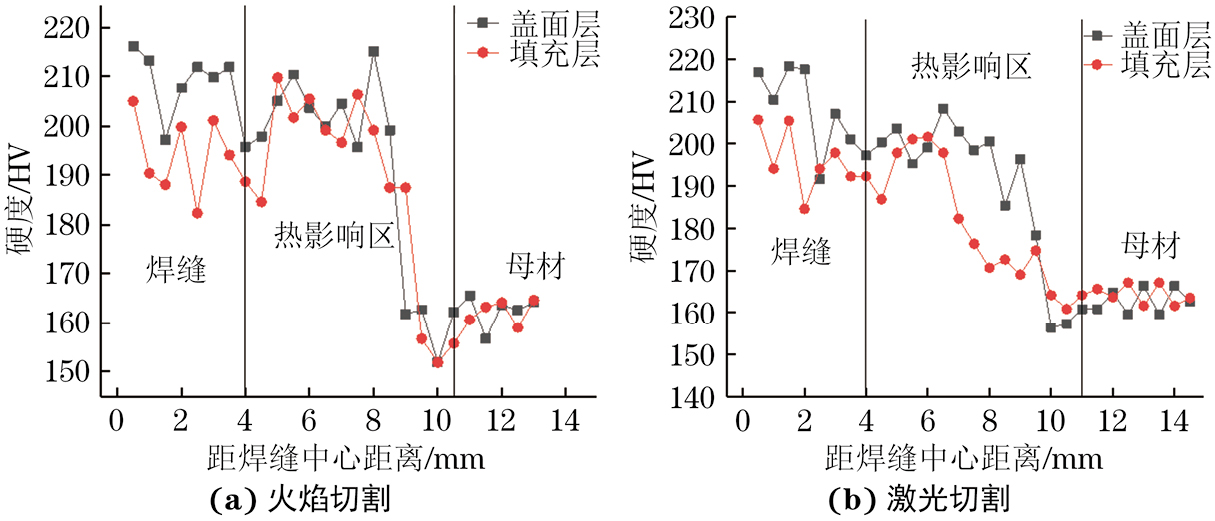
由图5可见:不同坡口切割方式下接头的显微硬度分布不均匀,焊缝硬度略高于热影响区,母材的平均显微硬度在160 HV左右;盖面层的硬度略高于填充层,这是因为后续焊接的热输入对填充层进行了类似热处理的作用,从而降低了填充层的显微硬度。接头的维氏硬度都满足GB/T 2654—2008《焊接接头硬度试验方法》标准要求(焊缝的维氏硬度不能超过母材105 HV左右),但激光切割方式下接头热影响区的硬度分布比火焰切割方式下更均匀,说明激光切割坡口后得到的接头热影响区组织更加均匀。
2.4 冲击性能
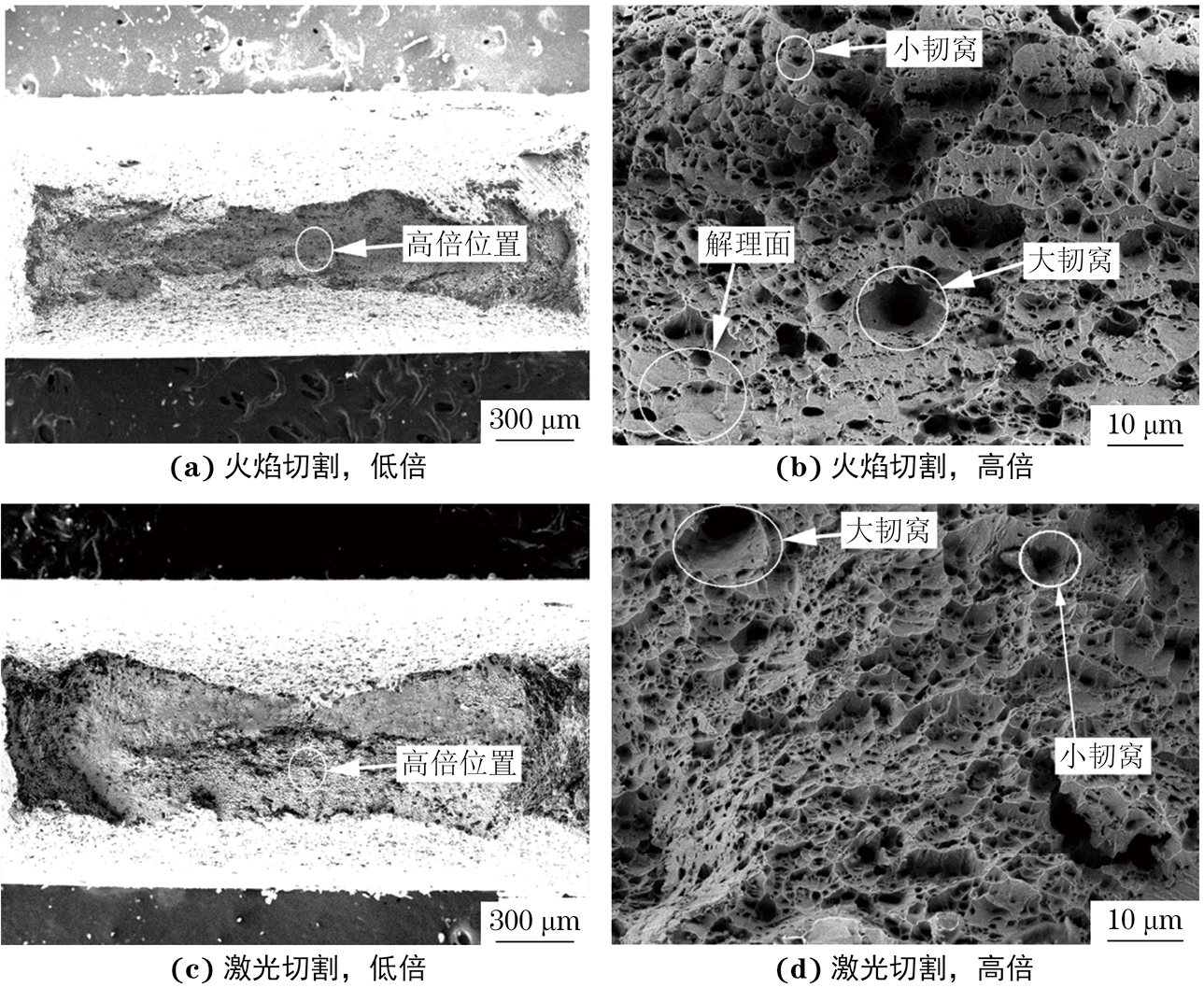
由表4可以看出:火焰切割方式下接头焊缝的冲击吸收能量满足GB/T 2650—2008标准要求(3个冲击试样冲击吸收能量的算术平均值不应低于母材标准规定的最低值,允许其中1个试样低于规定值,但不得低于规定值的70%,母材的室温冲击吸收能量为78 J),热影响区的冲击吸收能量不满足标准要求;激光切割方式下接头焊缝和热影响区的冲击吸收能量均满足标准要求。火焰切割方式下接头的冲击性能不合格,说明火焰切割坡口后直接进行焊接对焊接接头的冲击性能有不利影响。由图6可见,不同坡口切割方式下接头热影响区的冲击断口均存在明显的变形,说明热影响区的断裂类型为韧性断裂,此外火焰切割方式下热影响区冲击断口还存在裂纹。火焰切割坡口后表面残留有氧化皮,会阻止焊接过程中金属的熔化,使得需要增加热输入来保证焊接过程的进行,这会引起焊接区局部温度升高,热影响区宽度增加,导致热影响区的冲击性能降低;同时坡口表面存在的氧化皮会导致熔池不稳定,影响焊接质量,使得热影响区形成细小裂纹[17],在冲击过程中裂纹扩展。不同坡口切割方式下接头热影响区的冲击断口均由放射区和纤维区组成,放射区主要由解理面汇合形成的河流花样组成,纤维区分布着大量的韧窝。与激光切割方式相比,火焰切割方式下接头热影响区冲击断口中的河流花样较为平坦,韧窝数量少且尺寸小;火焰切割方式下接头热影响区的冲击性能较差。
2.5 拉伸性能
JB/T 4730.2—2005《承压设备无损检测 第2部分:射线检测》标准规定,焊接接头横向抗拉强度不得低于低合钢母材规定值(12CrMoV钢母材规定值为440~640 MPa)的下限,断后伸长率应不小于母材(12CrMoV钢母材规定值为22%)。火焰和激光切割方式下接头的抗拉强度分别为510,517 MPa,断后伸长率分别为22.70%,24.45%。可见,2种坡口切割方式下接头的抗拉强度和断后伸长率均符合标准要求。观察发现,所有拉伸试样断口处均存在明显的颈缩现象,形成杯状的剪切唇,说明试样均发生韧性断裂,且断裂位置均位于母材。可知,2种坡口切割方式下接头的拉伸性能均满足要求。焊缝和热影响区形成的粒状贝氏体有助于提高接头的强度[18],因此试样均在母材处断裂。
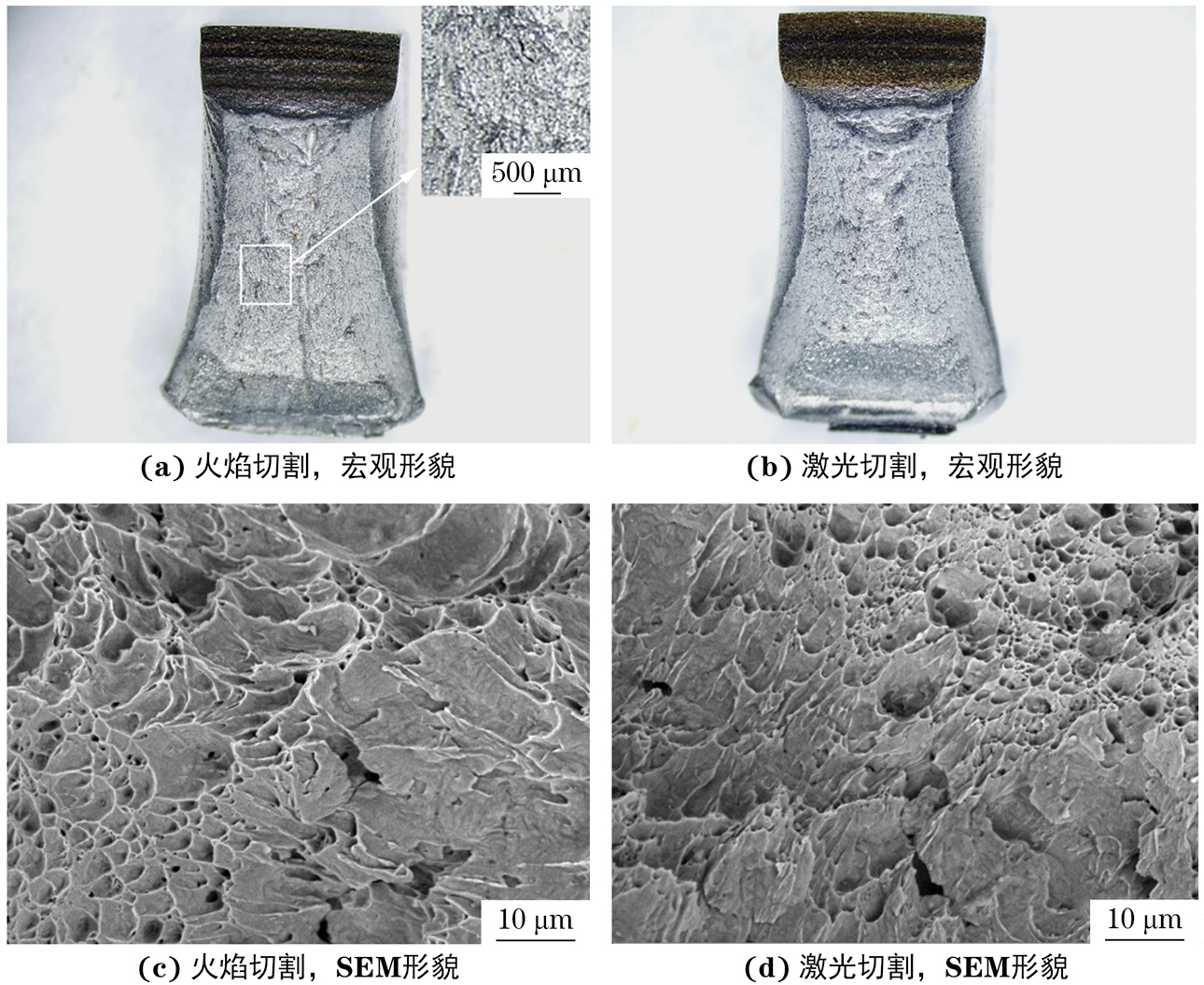
由图7可见:火焰切割方式下拉伸试样断口在低倍下呈现凹凸不平的纤维状形貌,高倍下断口分布着大小不一的韧窝,主要以小韧窝为主,大韧窝数量较少,断口参差不齐,断裂形式为韧性断裂,同时局部存在解理面,说明该区域发生脆性断裂;激光切割方式下拉伸试样断口呈韧窝形貌,断裂形式为韧性断裂。这是因为火焰切割方式下接头组织不均匀,部分区域硬度较高,在拉伸时局部出现脆性断裂,而激光切割方式下组织均匀,在拉伸时只发生韧性断裂。
2.6 弯曲性能
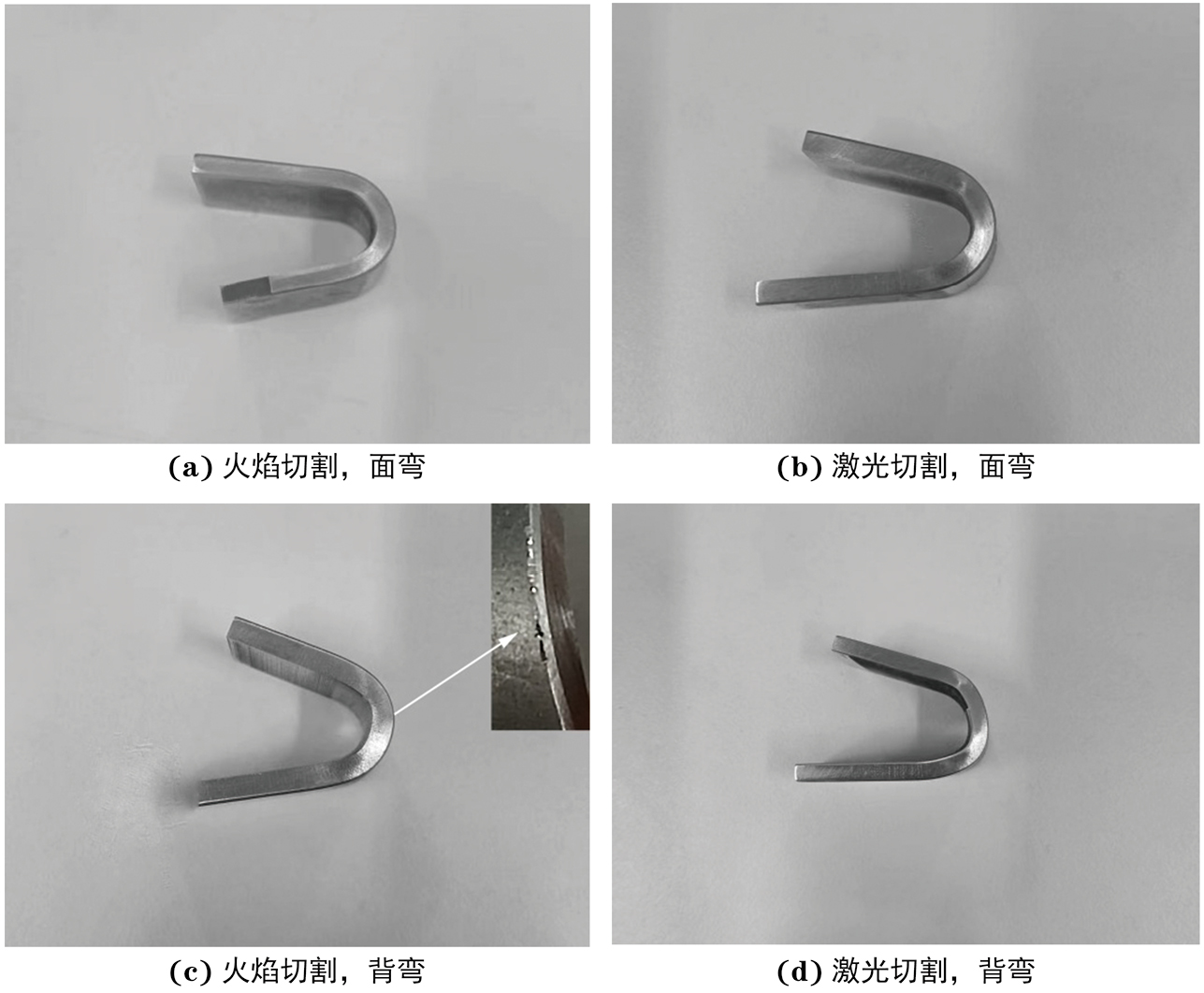
由图8可见,面弯试验后火焰切割方式下试样表面没有明显缺陷,背弯试验后试样棱边存在连续开裂现象,说明接头的塑性较差。火焰切割坡口有氧化皮存在,坡口底部有挂渣现象,焊接时需要更大的焊接热输入,这会增加焊缝及热影响区的残余应力,而这些残余应力在结构承载时会与工作应力叠加,形成更高的应力集中;同时由于接头内部还存在连续的夹渣缺陷,在弯曲应力作用下该缺陷易产生应力集中,成为裂纹源,从而出现开裂现象。激光切割方式下接头试样面弯和背弯试验后表面均未见明显缺陷,未出现开裂现象,这表明该接头具有良好的塑性。
3. 结论
(1)2种坡口切割方式下焊缝表面均成形良好,但火焰切割方式下焊缝内部存在夹渣缺陷,而激光切割方式下焊缝内部无明显缺陷。2种坡口切割方式下接头热影响区粗晶区组织均由粒状贝氏体和铁素体构成,火焰切割方式下的铁素体含量更高,合金元素总含量较激光切割方式下低0.49%。
(2)2种坡口切割方式下接头的硬度均满足标准要求,但激光切割方式下接头热影响区的硬度分布更均匀。火焰切割方式下接头热影响区的室温冲击吸收能量不满足标准要求,冲击性能较差,而激光切割方式下的室温冲击吸收能量满足标准要求,冲击性能较好,冲击断口中韧窝数量更多,尺寸更大。2种坡口切割方式下接头的拉伸性能均满足标准要求,且均优于母材。弯曲试验后火焰切割方式下接头出现连续开裂现象,塑性较差,而激光切割方式下接头未见裂纹,塑性较好。
(3)对于不重要或者对服役性能要求不高的结构,可以考虑采用激光切割坡口后直接进行焊接,而对于一些重要的承载结构,仍需对坡口进行机加工后再进行焊接。
文章来源——材料与测试网






 浙公网安备 33042402000106号
浙公网安备 33042402000106号

