图 1 开裂油管宏观照片
Figure 1. Macro morphology of the cracked oil pipe

石油天然气资源是我国的主要能源资源之一,支撑着国家的经济发展。由于地层结构等原因,腐蚀是油气田经济和生产发展中面临的重要挑战之一,尤其是近年来顺北油气田已陆续出现多个110钢级油管开裂情况,如何避免同类开裂事故的再次发生,是目前亟需解决的问题。
顺北油气田腐蚀环境恶劣,具有“高CO2、高H2S、高Cl-、低pH”的“三高一低”特点。研究表明,在高含H2S的环境中,管材具有应力腐蚀开裂(SCC)的风险,且钢级越高,开裂敏感性越大[1-4]。顺北地区油井井深通常超过7 000 m,这对油管的强度提出了较高的要求。分析近年发生的开裂案例可知,开裂油管均为P110油管。笔者选取同一井下的开裂P110油管和未开裂P110S油管,对比两者组织、硬度、力学性能等的差别,结合工况、开裂特征等开展综合研究,分析影响两种材料抗应力腐蚀开裂能力的主要原因,以期为西北油田高含H2S环境工况下的井下安全生产、持续稳定开发提供指导,同时也为其他类似工况下的应力腐蚀开裂防护措施选择提供参考。
某开裂油管所处油井井深约7 800 m,油管服役仅3 a,即在井深约6 000 m位置发生了轴向开裂,最长裂纹约为300 mm。油管内部主要接触介质为天然气、生产水和原油等,其中CO2质量分数为0~2.49%。H2S质量分数为820.31~14 362.69 mg/cm3,原油平均含水率为0.57%,产出水密度为1.02 g/cm3,矿化度为26 130 mg/L,pH为7.8,产出水高含Ca2+和 。油管外部为环空保护液(密度1.02 g/cm3的清水),矿化度为24 634 mg/L,pH为7.8,环空保护液高含Ca2+和
。油管外部为环空保护液(密度1.02 g/cm3的清水),矿化度为24 634 mg/L,pH为7.8,环空保护液高含Ca2+和 。
。
由图1可见:裂纹呈中间宽,两边窄的特征,沿油管轴向发展。油管的外表面有轻微腐蚀,且以均匀腐蚀为主,可见锈红色的腐蚀产物附着,没有发现点蚀坑等局部腐蚀。
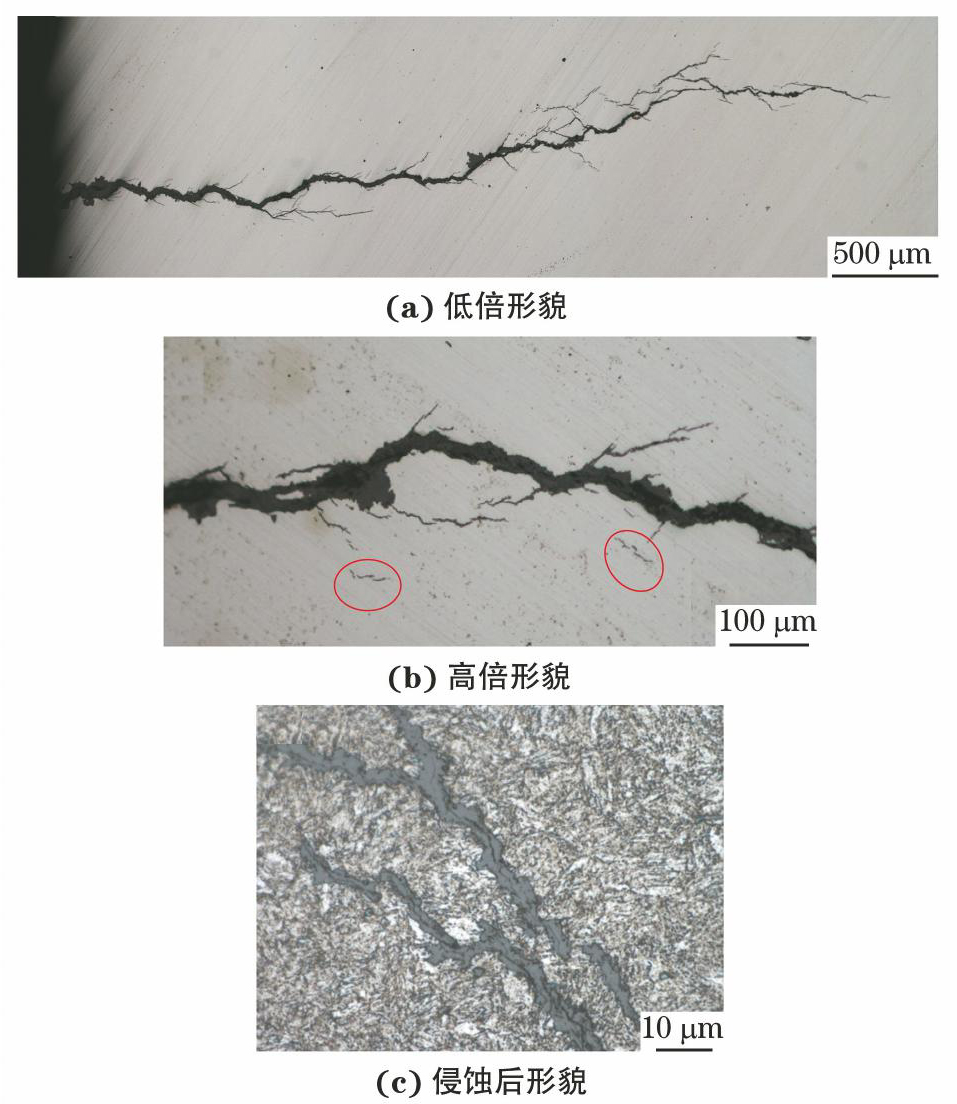
为分析油管的微观开裂特征,在裂纹尖端截面方向取样,打磨抛光后,采用金相显微镜观察表面裂纹沿壁厚方向扩展情况。由图2可见,裂纹起源于外表面,向内表面发展,裂纹呈树枝状分叉;高倍下可见裂纹的扩展路径中,有部分不连续的微裂纹。采用4%(体积分数)硝酸酒精侵蚀后,可见裂纹扩展以穿晶为主,呈现典型的应力腐蚀开裂特征。
参照标准ASTM A751-2008《钢产品化学分析的试验方法》对开裂油管中C、Mn、Mo、Cr、Ni、P、S、Cu、Si等元素的含量进行检测。由表1可见:与未开裂油管相比,开裂油管中的Mn和S元素含量约是未开裂油管的4倍。针对P110油管,API 5CT标准只规定了元素P和S的含量,未对其他元素含量进行规定,因此开裂油管的化学成分符合标准要求。
| 试样 | 质量分数/% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Mo | Cr | Ni | P | S | Cu | Si | |
| 未开裂油管 | 0.22 | 0.48 | 0.70 | 0.50 | 0.048 | 0.008 | 0.004 | 0.08 | 0.18 |
| 开裂油管 | 0.30 | 1.86 | 0.05 | ≤0.01 | 0.074 | 0.007 | 0.016 | 0.12 | 0.20 |
分别对开裂和未开裂油管取样,尺寸为10 mm×10 mm,用砂纸逐级打磨试样表面后,参照标准GB/T 13298-2015《金属显微组织检验方法》,选用3%(体积分数)硝酸酒精溶液进行侵蚀,侵蚀后试样经去离子水冲洗、酒精脱水、冷风吹干,采用Nikon Eclipse LV150N型金相显微镜观察试样的微观组织。由图3可见:未开裂(油管)试样的组织为回火索氏体组织,而开裂(油管)试样的组织更接近于回火屈氏体,两种组织均由铁素体和渗碳体组成。其中,未开裂试样组织中的铁素体主要呈等轴状,而开裂试样组织中部分铁素体仍然保留了原板条马氏体,并非全部转换为等轴铁素体。渗碳体在回火过程中从马氏体中析出,弥散分布在晶界和晶内,且渗碳体通过扩散相变优先在晶界处形核。对比两种试样的显微组织可见,未开裂试样的渗碳体扩散得更加充分,且在晶界处形核的比例更大。
参照GB/T 228-2010《金属材料室内拉伸试验方法》标准,对未开裂及开裂油管试样进行力学性能测试。由表2可见:开裂试样的抗拉强度、屈服强度均高于未开裂试样,且断后伸长率低于未开裂试样。
| 试样 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 未开裂 | 879.6 | 810.7 | 21.8 |
| 开裂 | 977.8 | 901.6 | 15.2 |
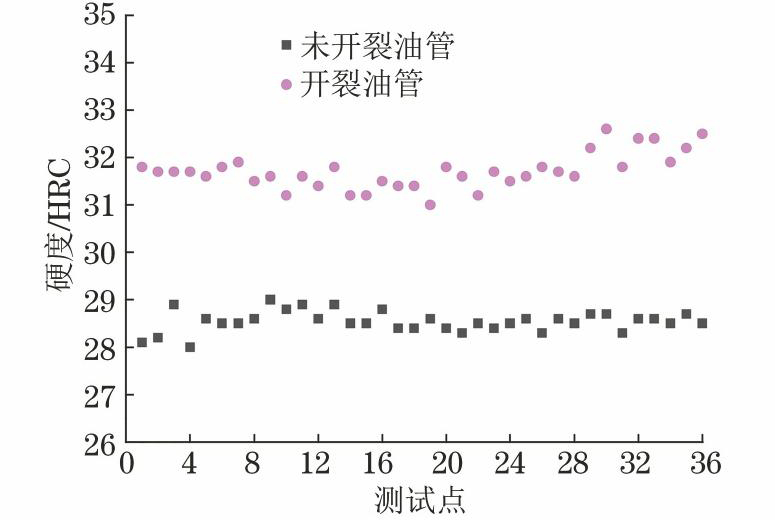
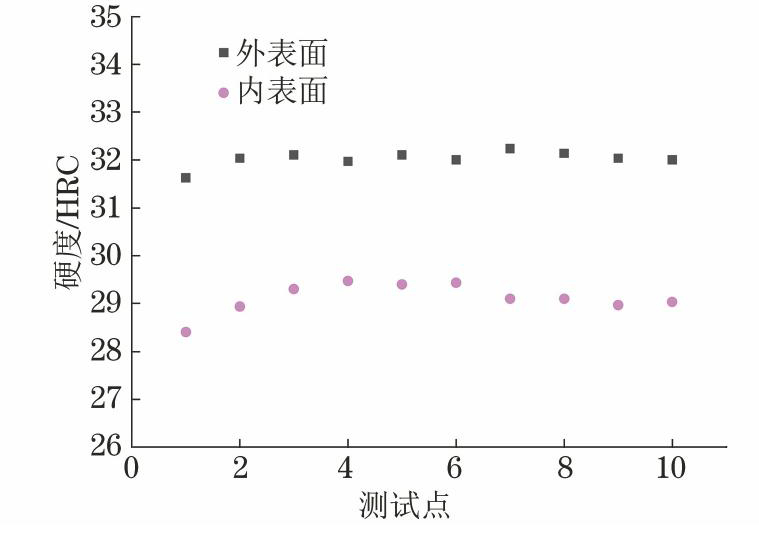
根据API-5CT要求,采用上海尚材试验机有限公司生产的HRS-150型数显洛氏硬度计对未开裂及开裂油管试样进行硬度测试。由图4可见:未开裂试样的硬度为28~29 HRC,而开裂试样的硬度为31~32 HRC,高于未开裂试样。分别测量了开裂试样外表面和内表面的硬度,由图5可见,开裂试样内表面硬度均低于30 HRC,而外表面硬度约为32 HRC,高于内表面。
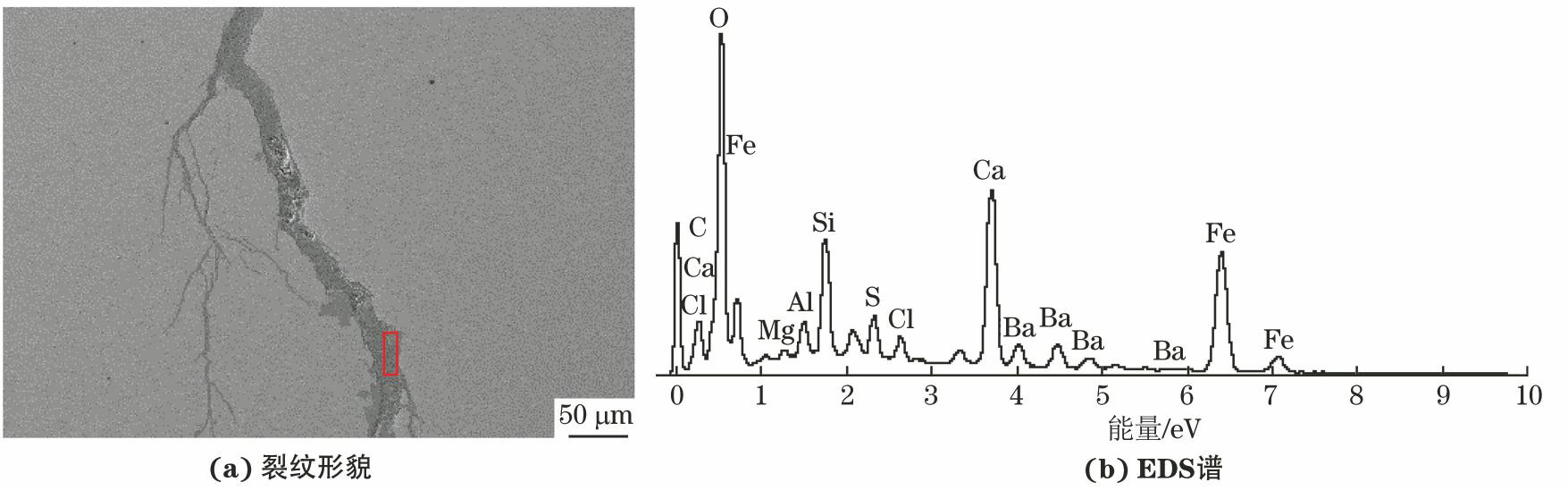
由图6和表3可见,裂纹中有大量的腐蚀产物,腐蚀产物主要由Fe、C、O元素组成,含有少量的Ca、Ba、S等元素,其中S元素质量分数达到2.07%,超过基体中的S含量,推测应为介质中的H2S与钢铁反应所致。
| 元素 | O | C | Fe | Ca | S | Mg | Ba | Si | Cl | Al | 总量 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 质量分数/% | 34.12 | 7.49 | 29.63 | 12.18 | 2.07 | 0.42 | 7.10 | 4.53 | 1.23 | 1.25 | 100 |
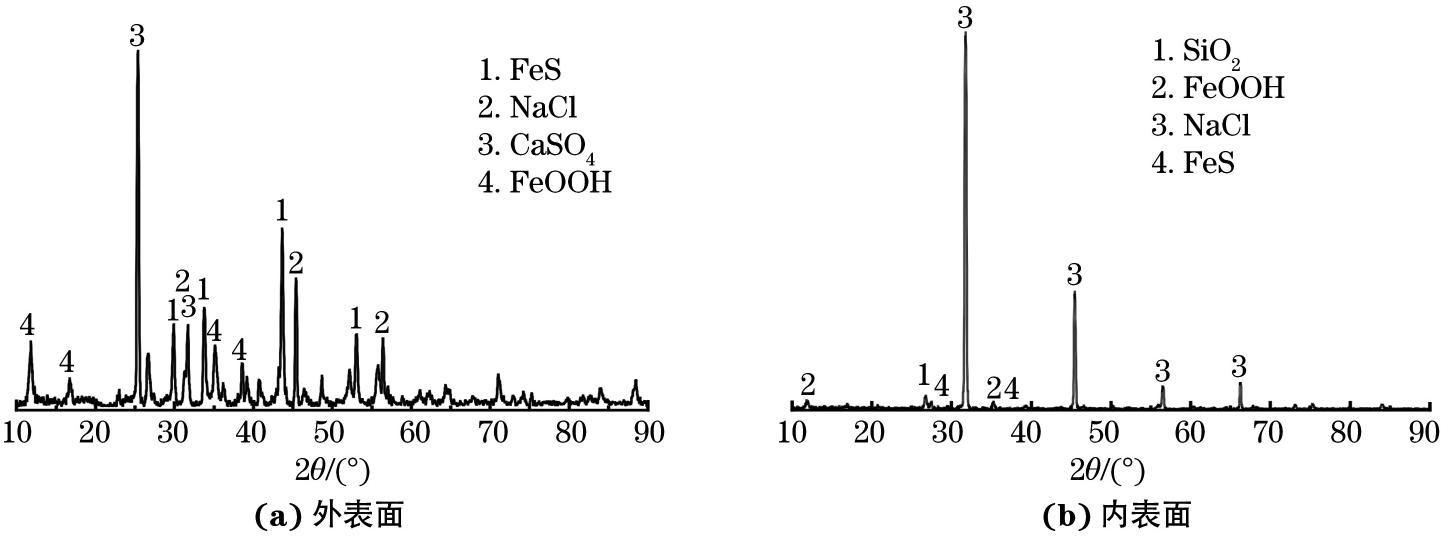
由开裂油管的宏观形貌可知,油管内外表面有腐蚀产物附着,为明确开裂油管内外表面经历的腐蚀过程,取失效油管内外表面产物,进行XRD测试。由图7可见:开裂油管外表面产物主要为FeS、FeOOH、CaSO4等;内表面产物主要为SiO2、FeOOH、FeS等。由于现场生产井不出砂,SiO2判断为现场取样过程中混入了管内的砂子。结合该井H2S-CO2含量情况,认为FeS主要为H2S腐蚀钢铁所致。FeOOH则为管样在空气中氧化生成的铁锈。
从失效特征可知,裂纹起源于外表面,向内表面扩展,裂纹尖端呈树枝状分叉,且裂纹扩展机制以穿晶为主,是典型的硫化物应力腐蚀开裂(SSC)形貌。通常管柱应力腐蚀开裂机理可分为阳极溶解型和氢致开裂型[5-9]。阳极溶解型应力腐蚀开裂是含有H2S气体的腐蚀溶液沿着裂纹渗入钢中,与裂纹尖端Fe发生阳极溶解生成Fe2+,进而导致裂纹不断向前扩展,其特征为裂纹中存在腐蚀产物。氢致开裂型应力腐蚀开裂的裂纹扩展主要通过H原子扩展至金属内部,并且在缺陷处聚集,H原子结合产生H2,体积膨胀,导致裂纹在金属材料中产生并扩展,其特征为裂纹多呈现不连续扩展形态[10-11]。分析可知,开裂油管的裂纹中存在大量的腐蚀产物,能谱分析显示,腐蚀产物中的S含量超出正常钢材中的S含量,说明有H2S吸附到金属表面,促进了腐蚀发生,并生成FeS等腐蚀产物,呈现阳极溶解型应力腐蚀开裂特征。另外,腐蚀产生的氢原子扩散到裂纹前端,并且进入到金属内部,使氢脆快速发生[12],呈现出氢致开裂型裂纹扩展特征。
在H2S工况环境中,SSC的主要影响因素为H2S分压、原位pH、温度、材质等。ISO 15156-2(2015)《石油和天然气工业——用于石油和天然气生产含H2S环境中的材料——第2部分:抗开裂性碳钢和低合金钢及铸铁的使用》标准根据服役环境对于硫化氢应力腐蚀开裂风险进行了分区,分为应力腐蚀开裂风险1区、应力腐蚀开裂风险2区和应力腐蚀开裂风险3区。对于腐蚀开裂风险1区和2区,管柱只需经过调质处理,即无明显SSC风险;而对于3区,则要求管柱经过调质处理,且硬度不高于26 HRC,或者管柱经过调质处理,同时屈服强度不高于863 MPa、硬度不高于30 HRC。根据油井中的H2S含量和原位pH可判断失效管柱的服役环境为应力腐蚀开裂风险3区。未开裂油管屈服强度为810.7 MPa,硬度小于30 HRC,满足标准要求,而开裂油管的屈服强度达到901.6 MPa,且硬度高于30 HRC,超出标准要求。
在应力腐蚀环境中,经调质处理的油套管钢的SSC取决于晶界、位错和析出物的协同作用[13-14]。开裂和未开裂油管强度和硬度的差异,主要是由于两组油管的显微组织不同。开裂油管主要由晶粒更加细小的回火屈氏体组成,未开裂油管组织主要由回火索氏体组成。回火屈氏体中,由于铁素体保留了原板条状马氏体,位错密度相较于回火索氏体更高。刘敏[15]研究表明,110级油套管位错密度越高,抗SCC能力越低。未开裂油管的Mn含量低于开裂油管,Mn元素在钢的调质处理过程中起到细化晶粒的作用,晶粒细化后,材料的晶界比例增大。另外,钢中的Mn和S易生成MnS夹杂。更高的位错密度、更大的晶界比例、更多数量的夹杂物,都可以增加材料的强度和硬度,使其更易发生应力腐蚀开裂。
(1)P110油管开裂的主要原因是硬度过高,在高含H2S的环境中发生了硫化物应力腐蚀开裂。
(2)虽然开裂失效油管显微组织、力学性能、化学成分等符合API 5CT-2018标准要求,但由于服役环境中H2S含量较高,属于应力腐蚀开裂风险3区,不能满足实际生产的需求。
(3)油套管的SCC敏感性受硬度影响较大,随着晶界比例、位错密度和夹杂物的增加,其抗SCC能力降低。在H2S环境中,尤其是应力腐蚀开裂风险3区,在保证各项性能满足标准要求的前提下,淬火后应尽可能提高回火温度,或进行二次回火,获得更加均匀、热力学更加平衡和稳定的回火索氏体。在保证管材强度符合要求的基础上,应严格控制油管的硬度低于30 HRC。成分设计时,控制Mn元素和S元素的含量,减少MnS的生成,提高材料抗SSC开裂能力。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号