0. 引言
过渡金属氮化物MeXN(Me代表铬、钛,X代表硅、硼、碳)薄膜的非晶氮化物相与结晶相形成晶界强化,能有效阻止纳米晶滑移,有效抑制裂纹扩展,因此具有硬度高、残余内应力低、膜基结合力强、抗氧化性强、耐腐蚀性强等优点,常用于机械零件表面防护涂层和刀具涂层[1-3]。但是,过渡金属氮化物基薄膜本身的脆性易导致疲劳裂纹形成[4-5],从而加速其磨损[6];提高过渡金属氮化物薄膜韧性对于提高其耐磨性并延长使用寿命至关重要。
目前,添加或原位生成韧性相是改善薄膜韧性最常用、最便捷的方法。韧性相可通过变形释放应变场,使裂纹尖端钝化,同时在塑性变形时可额外增加消耗功,并对裂纹起到桥接作用,从而有效提高薄膜的断裂韧度[7-10]。WANG等[11]研究发现,镍掺杂后过渡金属氮化物薄膜的硬度和掺杂前相当,均在26.9~28.6 GPa范围内,断裂韧度从5.91 MPa·m1/2增至8.05 MPa.m1/2,当镍原子分数为5.2%时,薄膜耐磨性优异。WANG等[12]研究发现,掺杂原子分数2.1%的镍后,过渡金属氮化物薄膜的硬度从28 GPa增加到33 GPa,断裂韧度从1.1 MPa·m1/2增加到1.24 MPa·m1/2。YE等[13]研究发现:嵌入镍层可以降低过渡金属氮化物薄膜内残余应力,提高薄膜的附着力和韧性,复合薄膜采用层数交替排列有效避免了单层薄膜会出现的辐射性穿透裂纹问题。纳米多层结构韧化的主要机理为微裂纹在多层界面间的偏折,然而,随着纳米多层结构界面数量的增加,裂纹起始点也会增加,如果界面韧性较差,纳米多层结构很容易发生逐层剥离并失效[14-15]。因此,高质量的层间界面对于纳米多层薄膜的韧化效果至关重要[16]。
作者使用非平衡磁控溅射法在YG10硬质合金表面依次制备铬过渡层、CrN中间层和不同镍含量CrTiSiN-Ni复合薄膜,研究了镍含量对薄膜结构、力学性能和摩擦学性能的影响。
1. 试样制备与试验方法
采用UDP-650型非平衡磁控溅射设备在YG10硬质合金基底表面制备CrTiSiN-Ni薄膜。基底尺寸为?30 mm×4 mm,用砂纸打磨基底表面,采用UNIPOL-820型研磨抛光机抛光,最后置于KH-100B型超声波清洗仪中用乙醇清洗30 min,备用。沉积所用靶材包括铬靶、钛靶、硅靶和铬镍合金靶(铬镍原子比为20∶80),靶材纯度均为99.9%,均由合肥科晶提供。铬靶和钛靶采用直流溅射工艺,硅靶和铬镍合金靶采用射频溅射工艺。薄膜沉积前,在沉积腔的真空度达到2.7×10−3 Pa之后,在−500 V偏置电压下使用氩离子轰击基底20 min以去除表面污染物。为了提高薄膜与基底之间的结合强度,在基底上沉积铬过渡层,氩气(纯度99.99%)流量为20 cm3·min−1,铬靶电流为4 A,沉积时间10 min;为缓解硬度梯度对薄膜力学性能的影响,在铬过渡层上沉积CrN中间层,氮气(纯度99.99%)流量为8 cm3·min−1,偏置电压为60 V,铬靶电流为4 A,沉积时间为30 min。在CrN中间层上再沉积CrTiSiN-Ni复合薄膜,氮气流量为8 cm3·min−1,沉积时间为3 h,钛靶和铬靶电流均为4 A,硅靶功率为1 000 W,通过控制铬镍合金靶的功率来调整薄膜中的镍含量,铬镍合金靶功率分别为400,600,800,1 000,1 200 W。在整个薄膜沉积过程中,工作气压维持在0.12 Pa,基底温度约为180 ℃。CrTiSiN-Ni复合薄膜的化学成分见表1,可知复合薄膜中的镍含量(原子分数,下同)分别为0.5%,1.6%,5.6%,9.6%,14.4%。
采用AXIS UltraDLD X型X射线光电子能谱仪(XPS)进行能谱分析,使用XPSPEAK软件对Ni2p、Si2p和N1s谱进行分峰拟合,以分析镍和硅元素的存在形式。采用Ultima IV型X射线衍射仪(XRD)分析物相组成,铜靶,Kα射线,工作电压为40 kV,电流为30 mA,扫描范围为20°~80°,步长为0.01°,扫描速率为5(°)·min−1。根据XRD谱计算晶粒尺寸,计算公式为
式中:D为晶粒尺寸;K为常数;β为衍射峰半高宽;θ为布拉格衍射角;λ为X射线波长。
采用Regulus 8100型冷场扫描电子显微镜(SEM)观察薄膜的表面和截面形貌。采用DUH-211S型纳米压痕仪测试断裂韧度,最大压入深度为1 μm,载荷为20 mN,保载时间为3 s,加载速率为35 mN·s−1,采用SEM观察压痕形貌。采用自制杠杆式球-盘式摩擦磨损试验机进行干摩擦磨损试验,对磨件为直径8 mm的Al2O3球(硬度为16.5 GPa,弹性模量为370 GPa),载荷为3 N,滑动速度为0.1 m·s−1,滑动距离为500 m,磨痕半径为16 mm。采用XAMTM型非接触式光学轮廓仪观察磨痕形貌,计算磨损率,计算公式[17]为
式中:K为磨损率;W为法向载荷;L为滑动距离;A为磨痕截面积;r为磨痕半径。
2. 试验结果与讨论
2.1 薄膜结构
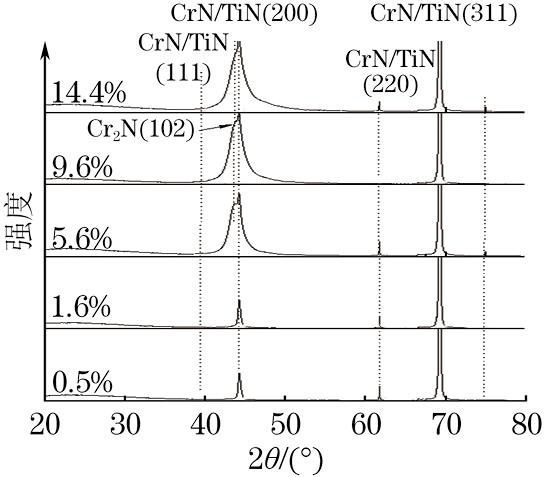
由图1可见:不同镍含量CrTiSiN-Ni复合薄膜均出现了CrN/TiN的(111),(200),(220)和(311)晶面衍射峰,说明结晶相呈面心立方结构[18-20],沿(200)晶面择优取向;随着镍含量增加,(200)晶面衍射峰强度显著提高,(111)和(311)晶面衍射峰强度减弱,同时薄膜中出现六方结构Cr2N(111)晶相。
计算可得:当镍含量分别为0.5%,1.6%时,复合薄膜内CrN/TiN相晶粒尺寸分别为3.9,3.8 nm,当镍含量增至5.6%及以上时,晶粒尺寸降至1.5~1.9 nm。这是因为掺杂的镍原子取代铬和钛原子形成固溶体,当镍含量增加至超出固溶极限时,晶粒之间会析出更多的镍单质相,从而导致晶粒细化[8,17]。
由图2可见:当镍含量为1.6%~9.6%时,复合薄膜截面呈显著的柱状晶结构;当镍含量增至14.4%时,柱状晶基本消失。
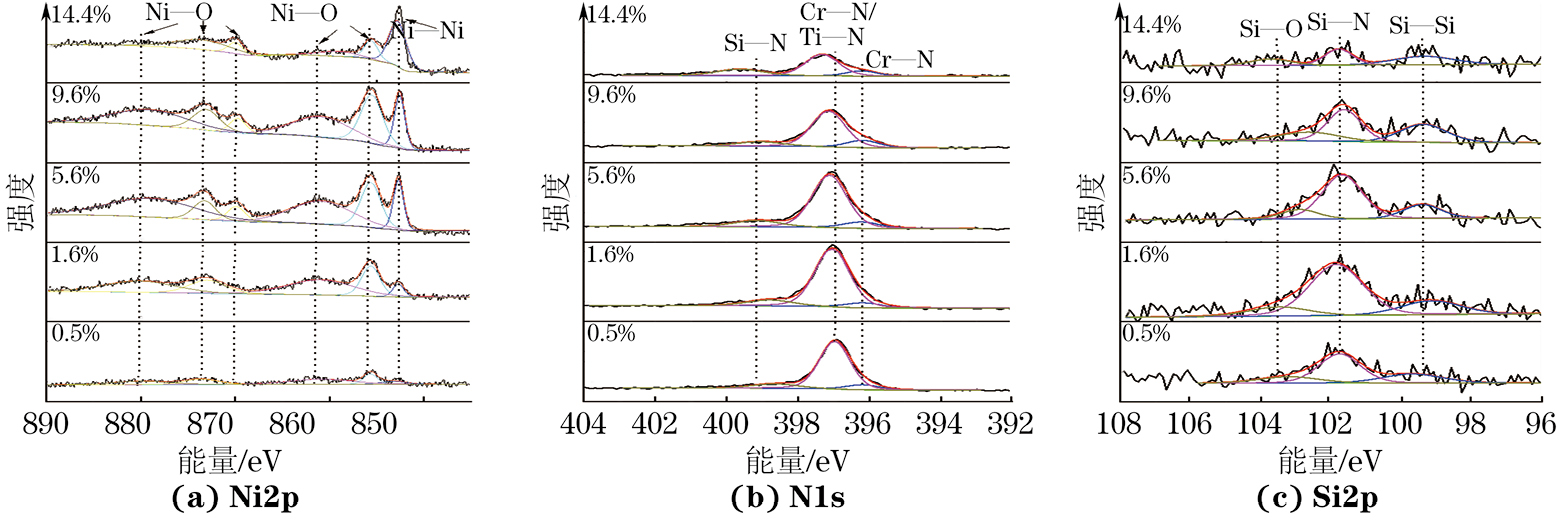
由图3可见:不同镍含量CrTiSiN-Ni复合薄膜的Ni2p峰均由2种拟合峰组成,分别对应Ni—Ni键(853.0 eV)和Ni—O键(855~880 eV);N1s峰均由3种拟合峰组成,分别对应Cr—N键(396.2 eV),Cr—N/Ti—N键(397.0~397.3 eV)和Si—N键(399.0~399.5 eV);Si2p峰均由3种拟合峰组成,分别对应Si—Si键(99.3~99.5 eV),Si—N键(101.8 eV)和Si—O键(103.0~103.7 eV)。硅主要以非晶氮化硅形式存在,镍以金属化合物或单质存在[18-19],其含量对新化学键的形成没有影响[10]。此外,由于在薄膜沉积前沉积腔真空度达到2.7×10−3 Pa,因此Si—O和Ni—O键的存在主要是薄膜在空气中与氧发生氧化反应所致[20]。
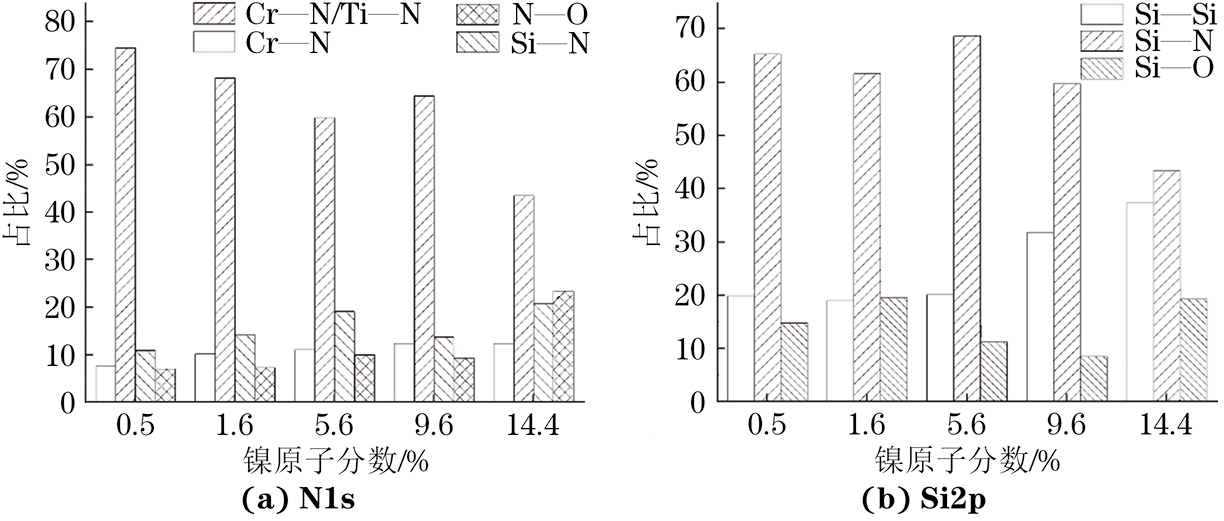
由图4可见:由于薄膜中镍含量增加的同时硅含量也增加,N1s峰中Si—N键占比增大,同时由于氮含量同步减少,Si2p分峰中Si—Si键占比增大,Si—N键占比减小。
2.2 薄膜力学性能
由表2可见:随着镍含量增加,复合薄膜的硬度先增大后降低,当镍含量在1.6%~5.6%时,硬度最大,约为27.1 GPa。这是因为镍含量增加会提高固溶强化效果,但增加一定程度后会在晶粒间形成镍簇,反而导致硬度降低[8]。随着镍含量增加,弹性模量先增大后降低。这是因为镍原子含量较低时(<5.6%),CrTiN相的高模量主导整体性能,镍全部固溶于CrTiN晶格,引起晶格畸变,增加弹性各向异性,引起弹性模量增大;当镍含量增至9.6%之后,CrTiN晶粒间形成镍簇,使得CrTiN基体从连续相转变为分散相,弹性模量由低模量的镍金属相主导,导致弹性模量降低。随着镍含量增加,H3/E2(H为硬度,E为弹性模量)先增大后减小。这是因为随着镍含量增加,镍超出固溶极限后以纳米级颗粒均匀分散于CrTiN基体中,这会阻碍基体的塑性流动,镍颗粒作为“韧性相”通过弹性变形协调应力,此时硬度主导硬弹比变化,导致H3/E2增大;随着镍含量进一步增加,CrTiN的体积分数显著减小,镍从“纳米颗粒”转变为半连续相,导致CrTiN颗粒被镍相隔离,形成弱界面结合,应力优先在Ni/CrTiN界面处集中,引发界面脱黏或镍相塑性流动,为整体塑性变形提供低阻力路径,导致H3/E2减小。采用深度比(hr/hmax,hr为卸载后残余深度,hmax为加载时最大压入深度)评估加载和卸载曲线之间关系以及薄膜的塑性变形能力[21-22]。随着镍含量增加,最大压入深度基本不变,接近于压入深度设定值(1 μm),残余深度增大,深度比增大,说明薄膜塑性变形能力降低。
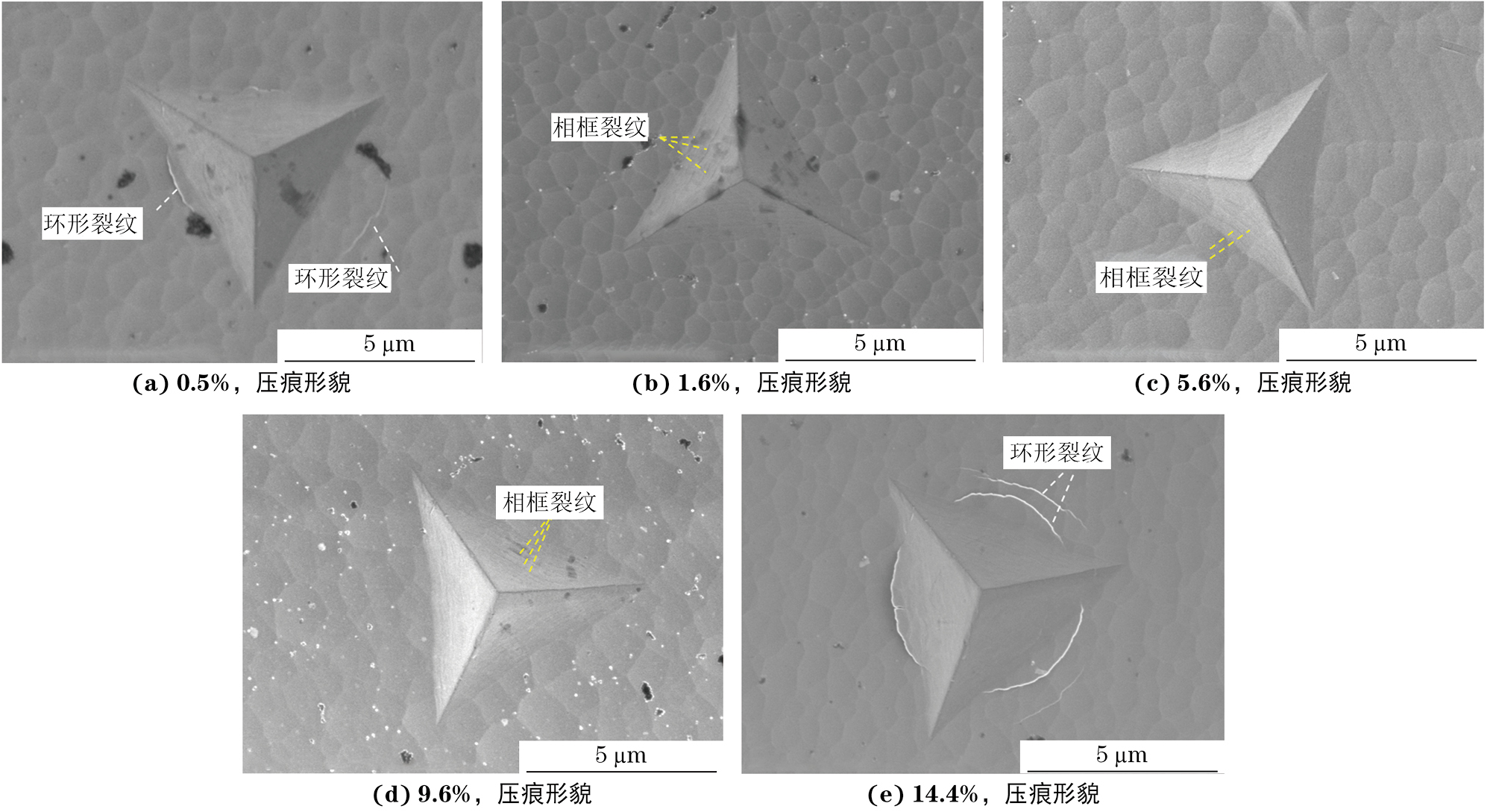
由图5可见:不同镍含量下,压痕角均未出现径向裂纹;当镍含量为1.6%~9.6%时,在压痕内部出现了相框裂纹;当镍含量为0.5%,14.4%时,在压痕边缘存在环形裂纹。这是因为薄膜内细长的柱状晶粒有利于产生几何上的位错塑性变形,而纵横比小的柱状晶粒的柱间剪切滑动则相反[9]。此外,试验可得不同镍含量下加-卸载曲线均平滑连续,没有出现任何瞬态跳动,这说明多层复合薄膜之间没有出现脆性断裂[23-24]。相框裂纹断裂韧度的计算公式[25]如下:
式中:KIC为断裂韧度;Ufra为断裂耗散能;E为弹性模量;ν为泊松比,一般取值0.25;Afra为断裂总面积;WT,We,Wp分别为总功、弹性变形功和可估算的塑性变形功;b,s分别为压痕径向尺寸和裂纹间距;t为薄膜厚度。
由表3可知:随着镍含量增加,薄膜相框裂纹的断裂韧度先增大后减小,当镍含量为5.6%时,断裂韧度最大,为3.56 MPa·m1/2。增加镍含量,镍会以纳米级颗粒或薄膜界面相存在,在压痕测试过程中,裂纹扩展至镍相时,镍塑性变形吸收能量,从而抑制裂纹快速扩展,因此增加镍含量可以提高断裂韧度;而当镍含量继续增加时,CrTiN硬质相的连续性被破坏,反而导致断裂韧度降低。
2.3 薄膜的摩擦学性能
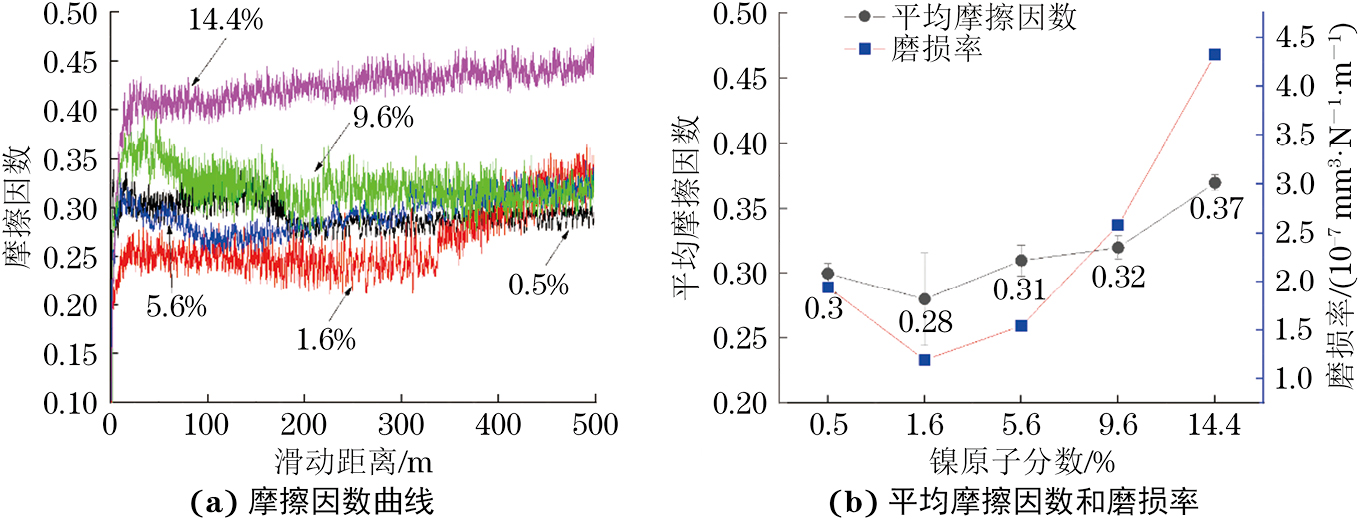
由图6可见:不同镍含量复合薄膜的摩擦因数均在经过磨合期后逐渐稳定;随着镍含量增加,平均摩擦因数增大,磨损率先减小后增大,从1.94×10−7 mm3·N−1·m−1降至1.20×10−7 mm3·N−1·m−1后又增至2.58×10−7 mm3·N−1·m−1。由图7可见:随着镍含量增加,复合薄膜的磨痕变宽变深,耐磨性降低,当镍含量为14.4%时耐磨性最差。这是因为在高镍含量下,复合薄膜退化为软质金属基含硬质颗粒的低效结构,在摩擦过程中发生局部塑性变形,单质镍相引发的黏着磨损加剧,耐磨性因承载能力丧失和磨损机制恶化而降低。
3. 结论
(1)不同镍含量CrTiSiN-Ni复合薄膜的结晶相主要为面心立方结构CrN/TiN,镍部分固溶于基体相,超出固溶极限后以单质相存在;随着镍含量增加,晶粒尺寸减小,当镍含量为1.6%~9.6%时,复合薄膜截面呈显著的柱状晶结构,当镍含量增至14.4%时,柱状晶基本消失。
(2)随着镍含量增加,复合薄膜的硬度、弹性模量和断裂韧度先增大后减小,当镍含量在1.6%~5.6%时硬度达到最大(27.1 GPa),当镍含量为5.6%时断裂韧度最大,为3.56 MPa·m1/2。
(3)随着镍含量增加,CrTiSiN-Ni复合薄膜的平均摩擦因数增大,磨痕变宽变深,耐磨性能降低。
文章来源——材料与测试网







 浙公网安备 33042402000106号
浙公网安备 33042402000106号
