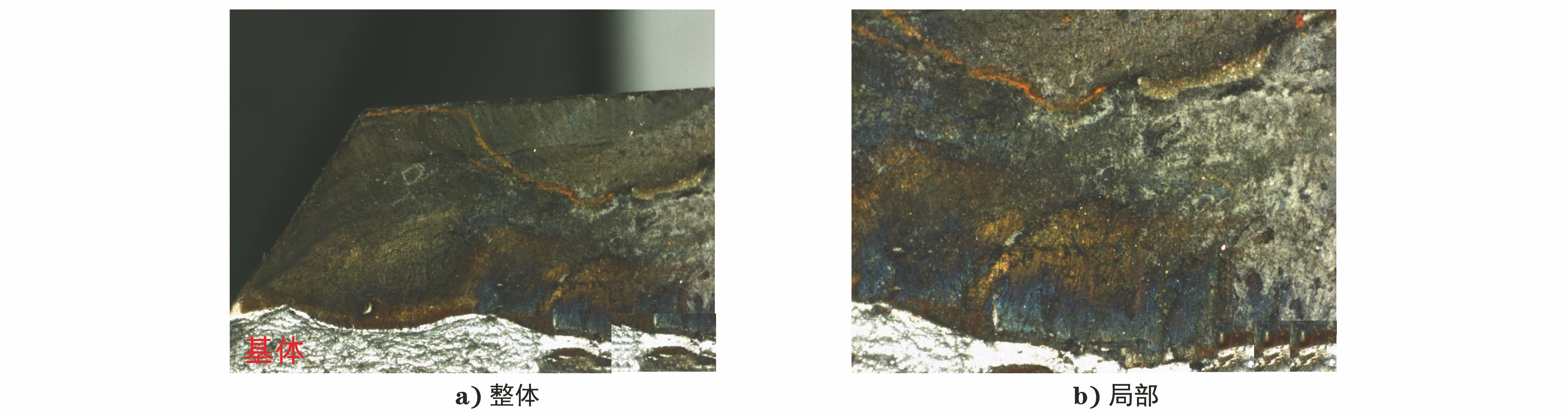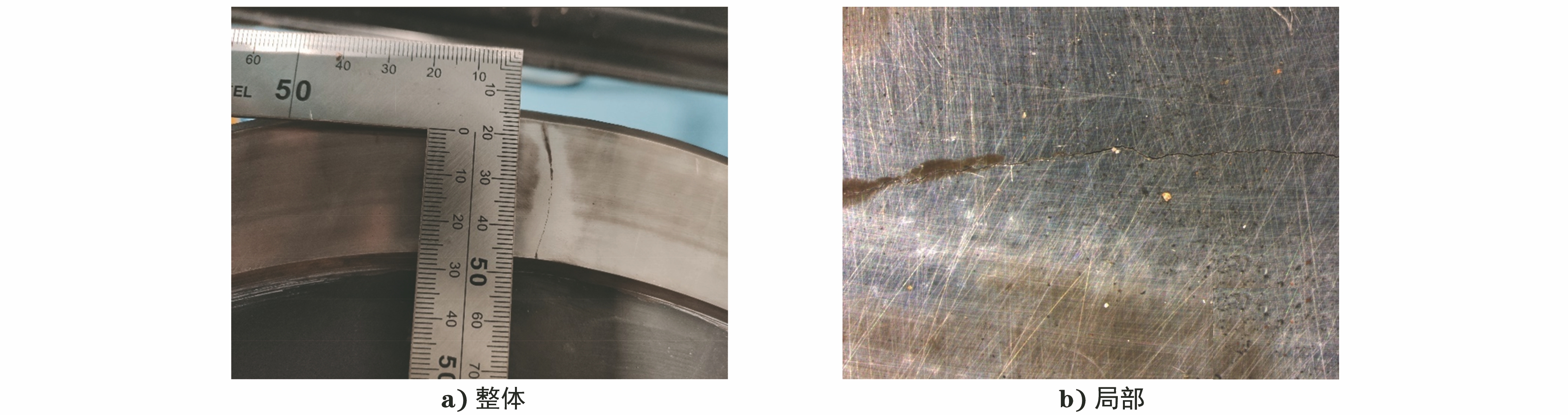
图 1 开裂阀瓣堆焊层的宏观形貌

某电厂运行期间,发现高温、高压水环境下服役的止回阀发生泄漏事故,检查发现阀门阀瓣边缘的堆焊层存在裂纹缺陷,裂纹沿径向贯穿整个堆焊层。安装阀门的管道公称外径为400 mm,阀门的服役周期约为4 a,工作温度为316 ℃,工作压力为8.6 MPa,工作介质为除盐水。阀瓣基体材料为A42AP钢,表面堆焊层材料为 ERCoCr-A合金,堆焊时采用钨极氩弧焊(GTAW),堆焊层沿阀瓣迎水面边缘周向分布,其宽度约为30 mm,厚度约为2 mm。笔者对开裂阀瓣堆焊层进行一系列理化检验,查明了堆焊层开裂的原因,以避免该类问题再次发生。
开裂阀瓣堆焊层的宏观形貌如图1所示。由图1可知:环状堆焊层上仅观察到一条裂纹,该裂纹由内环向外环连续扩展约30 mm,贯穿堆焊层的径向;裂纹表面部分区域可见残留红棕色附着物,该附着物为阀瓣高温服役环境下形成的氧化物,堆焊层无其他异常。
将带裂纹的堆焊层区域切割后打开断口,断口的宏观形貌如图2所示。由图2可知:断口整体平齐,无金属光泽,断口上靠近阀瓣基体区域发蓝,氧化程度更严重,裂纹在堆焊区与阀瓣基体结合处优先开裂。
依据GB/T 4336—2016 《碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)》,利用电火花直读光谱仪对阀瓣基体和堆焊层进行化学成分分析,其中依据YS/T 281.14—2011 《钴化学分析方法 第14部分:碳量的测定》分析C元素,依据ASTM E1473—2016 《镍,钴和高温合金的化学分析的标准试验方法》分析Cr元素,利用分光光度法分析Si元素,依据ASTM E2594—2020 《感应耦合等离子体原子发射光谱法(基于性能的方法)分析镍合金的标准试验方法》分析其他元素,基体和堆焊层的化学成分分析结果分别如表1,2所示,阀瓣基体的化学成分满足标准要求,堆焊层中Fe元素含量远高于标准要求。
| 项目 | 质量分数 | ||||
|---|---|---|---|---|---|
| C | Si | Mn | P | S | |
| 实测值 | 0.18 | 0.26 | 0.83 | 0.009 | 0.008 |
| 标准值 | ≤0.20 | ≤0.35 | ≥0.6 | ≤0.030 | ≤0.010 |
| 项目 | 质量分数 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Cr | Mn | Ni | Mo | Fe | W | Co | 其他 | |
| 实测值 | 1.36 | 0.98 | 26.48 | 0.088,0.096,0.099 | 0.145,0.170,0.152 | 0.178,0.192,0.212 | 9.69,10.25,10.40 | 4.12,4.32,4.29 | 余量 | - |
| 标准值 | 0.9~1.4 | ≤2.00 | 26~32 | ≤1.00 | ≤3.00 | ≤1.00 | ≤3.00 | 3.0~6.0 | 余量 | <0.5 |
依据GB/T 13298—2015 《金属显微组织检验方法》,将开裂堆焊层沿轴向切割,然后对其进行清洁、镶嵌、打磨、抛光等处理,基体采用4%(体积分数)硝酸乙醇溶液腐蚀,堆焊层采用盐酸氯化铁溶液腐蚀。
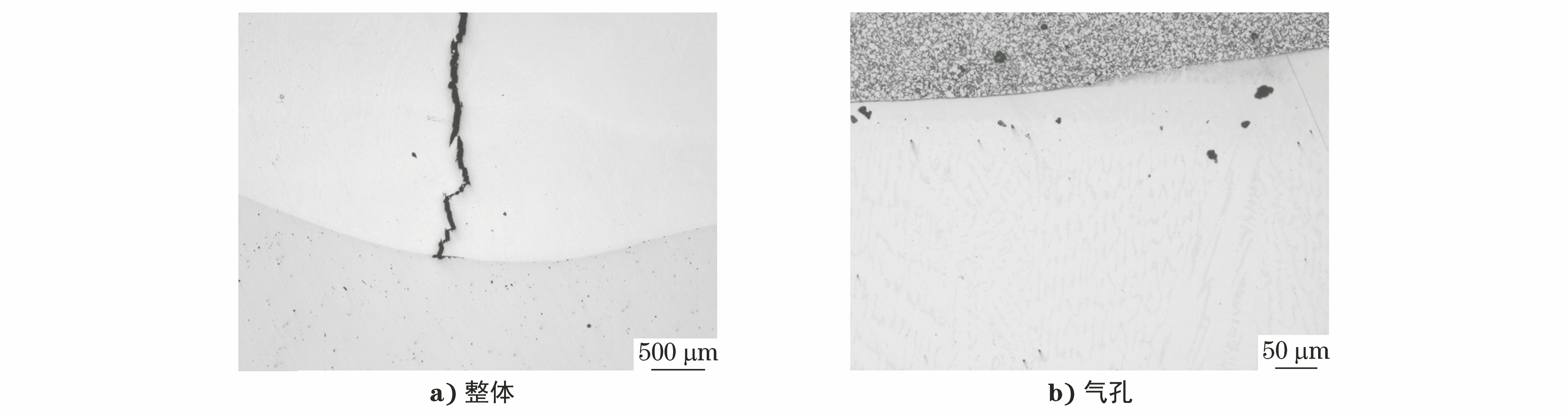
堆焊层抛光态形貌如图3所示。由图3可知:裂纹贯穿堆焊层的轴向,基体未发生开裂,无二次裂纹,堆焊层沿周向截面上临近裂纹处有一定数量、大小不一的气孔。
堆焊层径向截面的微观形貌如图4所示,可见堆焊层上分布着连续的疏松缺陷。
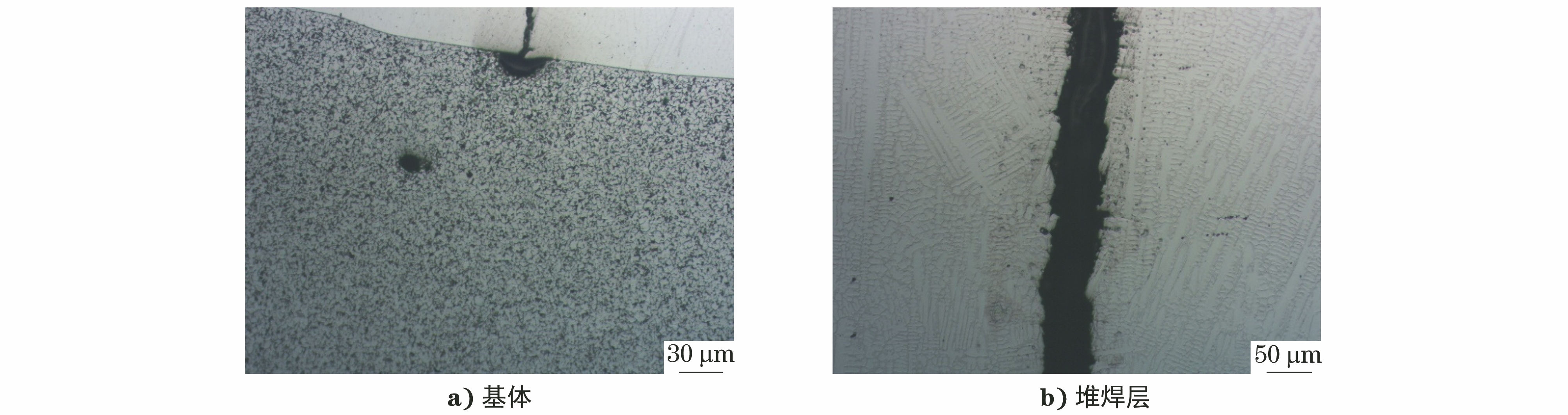
阀瓣基体和堆焊层的显微组织形貌如图5所示。由图5可知:基体组织为铁素体+珠光体;堆焊层组织以柱状晶为主,柱状晶生长方向统一,其主要由奥氏体基体+共晶碳化物组成,基体及堆焊层的显微组织均无异常[1-2]。
依据GB/T 4340.1—2009 《金属材料维氏硬度试验 第1部分:试验方法》,对阀瓣堆焊层进行硬度测试,结果如表3所示。由表3可知:堆焊层硬度满足标准要求。
| 测试位置 | 实测值 | 标准值 |
|---|---|---|
| 堆焊层 | 426,417,428 | 382~471 |
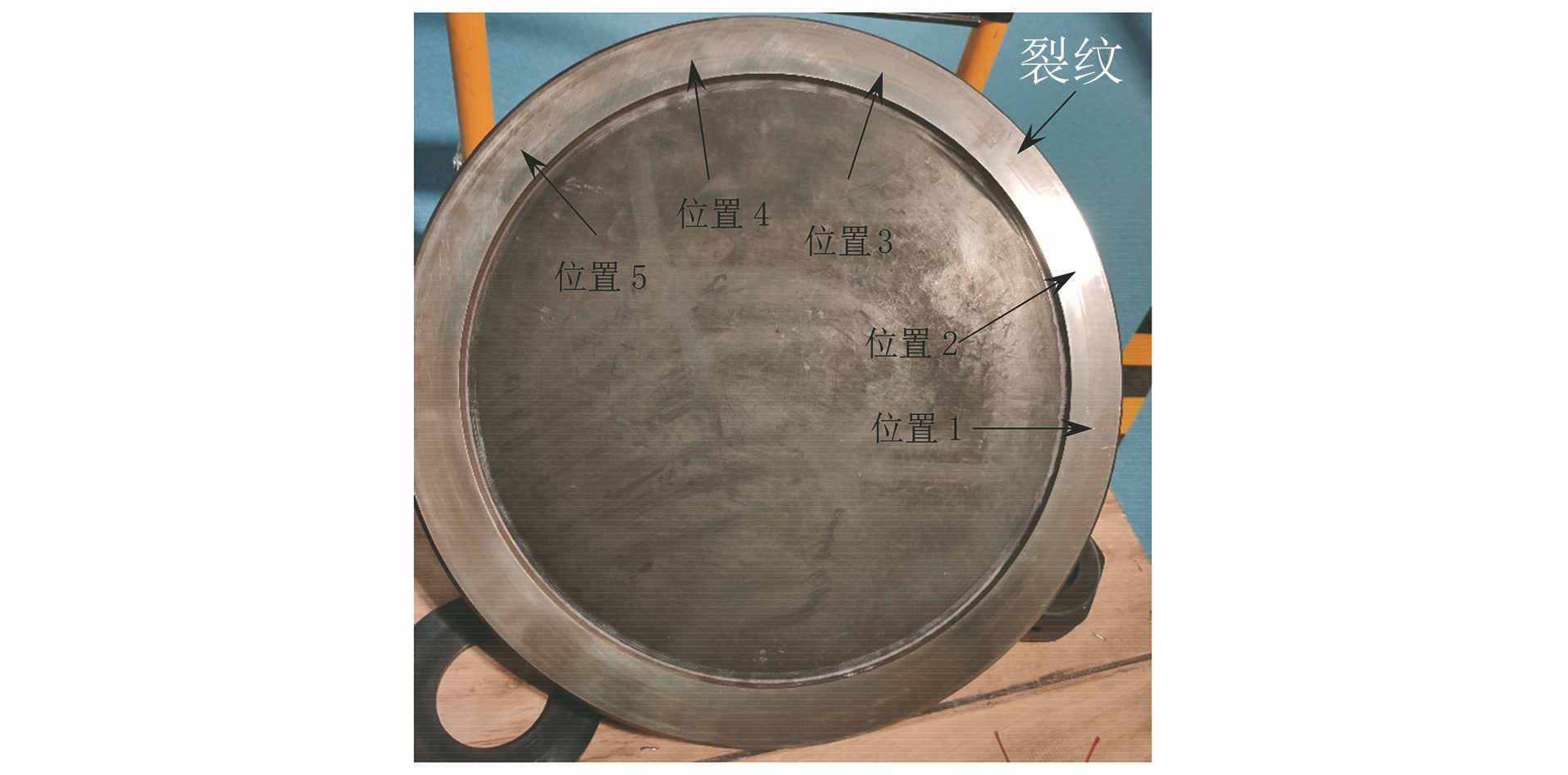
依据GB/T 31310—2014 《金属材料残余应力测定钻孔应变法》对堆焊层进行残余应力测试,测试位置沿堆焊层周向分布(见图6),测试结果如表4所示,次应力δ2与主应力δ1垂直。由表4可知:堆焊层的周向及径向残余应力均为拉应力,其中位置3的主应力和次应力最大,位置2的残余应力较大,且这两个位置的主应力与径向应变夹角较小,表明该处产生的裂纹易沿径向与轴向扩展,残余应力分布与阀瓣堆焊层上裂纹发生贯穿性扩展有关。
| 测试位置 | 主应力/MPa | 次应力/MPa | 夹角/(°) |
|---|---|---|---|
| 1 | 213 | 33 | 32 |
| 2 | 277 | 133 | 7 |
| 3 | 469 | 230 | 9 |
| 4 | 215 | 107 | 22 |
| 5 | 259 | 169 | 28 |
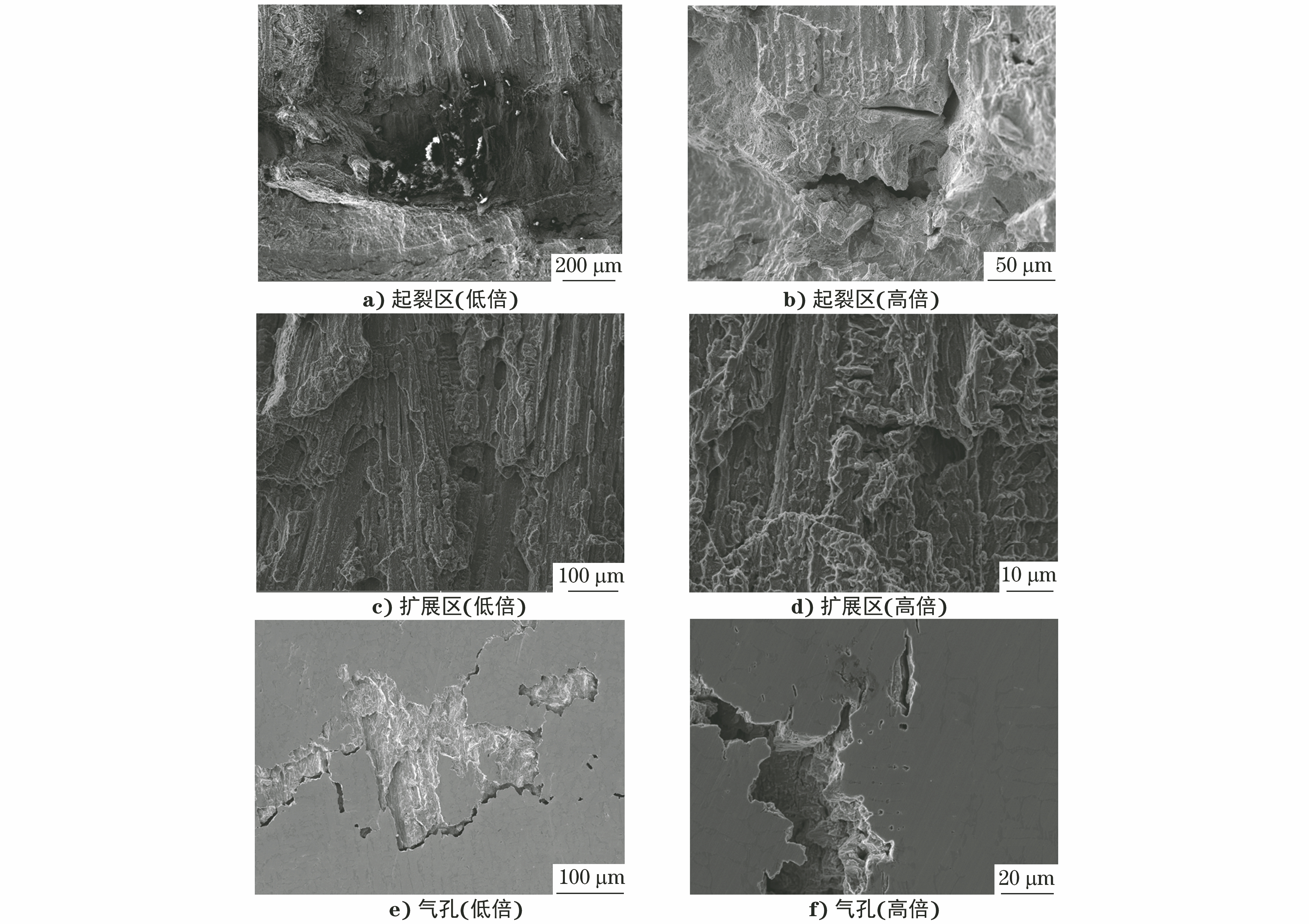
利用扫描电子显微镜观察阀瓣堆焊层的断口,结果如图7所示。由图7可知:堆焊层起裂处存在疑似疏松分层缺陷及疑似腐蚀区域,其中腐蚀区域的面积较小,且位于基体与堆焊层相邻区域,断口其他区域未见腐蚀特征,判断阀瓣的开裂与腐蚀无关;断口平整无韧窝,裂纹沿柱状晶的共晶碳化物界面扩展,呈解理断裂特征;基体与堆焊层过渡处存在大面积的疏松,裂纹扩展区可观察到焊接过程中产生的气孔。
利用能谱分析仪分析起裂区的腐蚀产物,该处主要含有碳、氧和铁等元素,且存在少量氯元素。阀瓣运行期间的介质为高温除盐水,通常不存在氯离子,但阀门安装调试期间水质中存在少量氯元素,表明阀瓣可能在投入高温运行前就已发生开裂,开裂原因与阀瓣堆焊制造期间形成的气孔和疏松缺陷有关。
综合上述理化检验结果可知:开裂阀瓣基体的化学成分满足标准要求;基体组织为铁素体+珠光体,堆焊层组织为奥氏体+共晶碳化物,基体和堆焊层的显微组织均无异常;堆焊层的硬度满足标准要求。堆焊层中Fe元素含量高于标准要求,在Co基合金中,Fe原子会完全固溶在Co元素形成的奥氏体基体中,当Fe元素过量时,会降低Cr原子的固溶度,从而使焊材在凝固过程中倾向于析出更多的共晶碳化物,增大了堆焊层的脆性。堆焊层中存在疏松、气孔缺陷,这些缺陷主要分布在堆焊层与基体的界面处,缺陷的产生原因为焊接过程处理不当,且缺陷会成为起裂源[3-4]。堆焊层处存在残余拉应力[5],拉应力的产生原因为堆焊过程中堆焊层的冷却速率不一致[2],堆焊层的拉应力分布不均匀,靠近裂纹位置的拉应力较大。堆焊层起裂处有疏松缺陷,裂纹沿共晶碳化物界面及气孔处扩展。
阀瓣堆焊层的化学成分不合格,导致其共晶碳化物较多,脆性较大,且堆焊层中存在疏松、气孔缺陷。阀瓣在高温、高压水环境下服役约4 a,高温环境形成的热应力可能使初始裂纹源发生扩展,优先扩展形成的断口在高温水中发生氧化,因此断口上可观察到深色氧化区。阀瓣服役时受到介质冲击,外部施加的应力会在缺陷处形成应力集中,并与阀瓣堆焊层残余拉应力叠加,在堆焊层缺陷处便会萌生裂纹并快速扩展,最终形成贯穿裂纹。
阀瓣堆焊层的化学成分不合格,且存在疏松及气孔缺陷,在工作应力和残余应力的共同作用下,缺陷部位萌生裂纹并扩展,最终导致阀瓣发生开裂。
建议检查同批次安装阀门阀瓣的服役情况,确认阀瓣是否存在缺陷。加强焊接过程控制,避免形成焊接缺陷,焊接前将阀瓣表面的水分、油渍、异物等清理干净。焊接时使用合格的焊丝并控制好层间温度,焊后及时进行热处理。堆焊层经精加工后,对焊缝及其相邻部位及时进行体积及表面检查。
文章来源——金属世界
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号