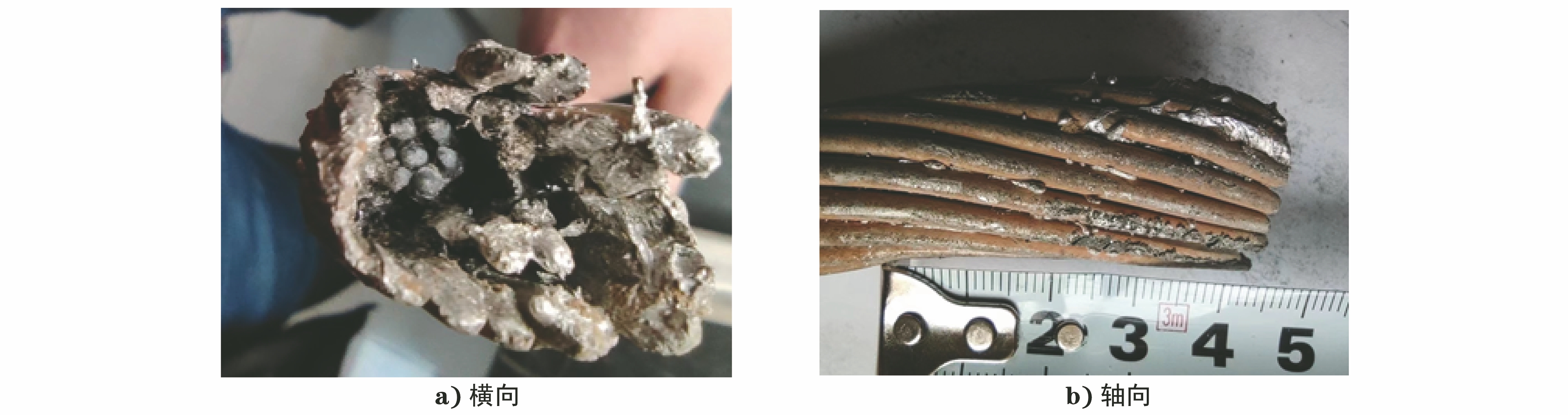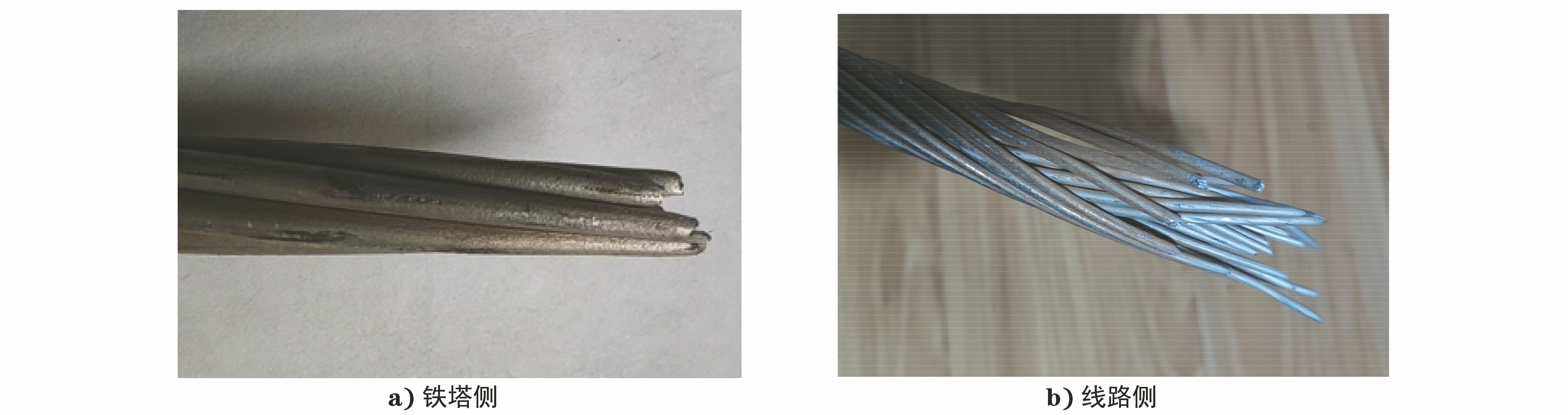
图 1 断裂导线的宏观形貌

某330 kV输电线路导线在铁塔原T型线夹压接点处断开并自然垂落在主导线下方,“三变二”连接金具T型线夹和挂点侧中相下子导线同样搭落在连接点附近,导致整条线路发生故障,重合闸未启动。断裂导线为铝包钢芯铝绞线。笔者采用一系列理化检验方法分析了导线断裂的原因,并提出了改进措施,以避免该类问题再次发生。
断裂导线的宏观形貌如图1所示。由图1可知:导线由T型线夹压接管向内部开始断裂,最终分离为铁塔侧和线路侧两部分,导线断口附近及压接管内壁未涂抹导电脂;铁塔侧断口中部为7根镀锌钢线绞制成的钢芯,两层布置,中心为1根,外层为6根,7根钢芯单丝的断口均为带有颈缩的杯锥状塑性断口;钢芯外部有26根铝线,两层布置,内层为10根,外层为16根,断口均有颈缩,其中6根铝线断口存在明显的烧灼断裂痕迹。
线路侧导线断口的宏观形貌如图2所示。由图2可知:线路侧断口钢芯处整体呈黑色,具有明显的烧灼氧化痕迹,铝线被烧结、黏连在一起;线路侧铝线外部存在明显的熔融态金属铝凝固痕迹。表明断裂部位发热严重,致使断口表面金属熔化。
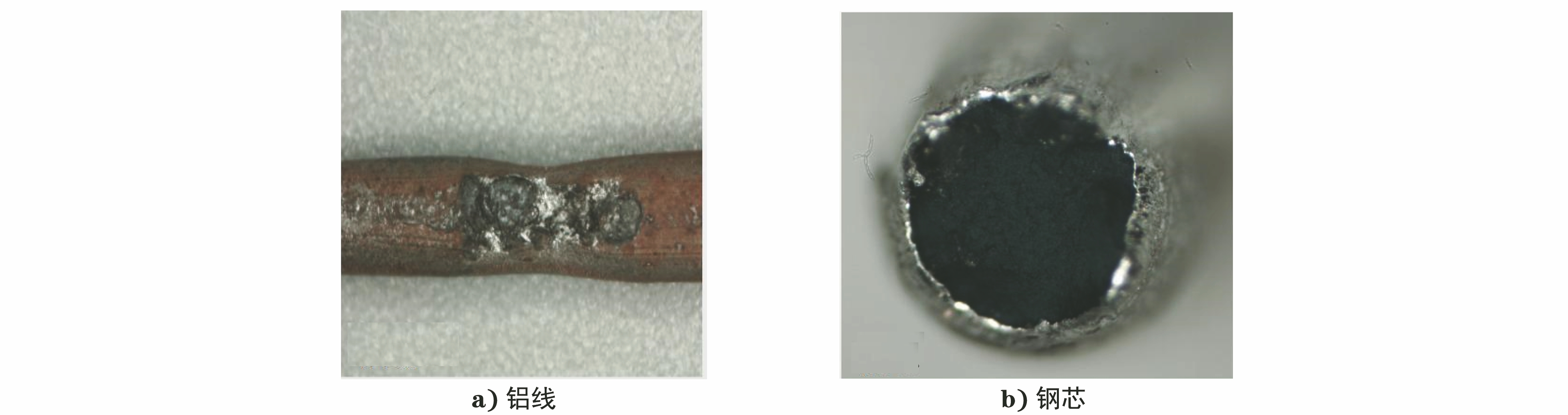
铁塔侧导线断口的宏观形貌如图3所示。由图3可知:铁塔侧断口附近铝线表面存在明显的烧灼痕迹,烧灼处铝线直径明显缩小,说明该部位在运行过程中温度明显升高,致使材料强度下降,在张力的作用下,发生颈缩现象;钢芯断口表面发黑,呈高温氧化状态,表明断口曾处于高温环境下,表面金属与空气中的氧气发生化学反应,生成了黑色氧化铁。
压接管的宏观形貌如图4所示。由图4可知:线路侧压接管盖板弯曲,压接区域横截面未形成正六边形,相邻被压面之间存在较宽的圆弧面;盖板内壁存在与铝线绞制方向相同的沟槽,沟槽深度较浅、间距较宽,盖板内壁压痕与压接管外部的压接区域长度相对应,部分沟槽内存在烧灼痕迹,其烧灼程度明显弱于线路侧导线断口,且压接管线路侧断口端部也未见明显烧灼痕迹。说明线路侧断口的严重烧损是脱离压接管后发生的。
对压接管盖板及铁塔侧断口处铝线进行化学成分分析,结果如表1所示。由表1可知:盖板及铝线的铝元素含量满足GB/T 17048—2017 《架空绞线用硬铝线》及DL/T 347—2010 《T型线夹》的要求。
| 测试位置 | 铝元素质量分数 | 标准值 |
|---|---|---|
| 盖板 | 99.62 | ≥99.5 |
| 铝线 | 99.51 |
对压接管进行尺寸测量,结果如图5所示。由图5可知:压接管外径为32.00 mm,最小对边距为28.60 mm。GB 50149—2010 《电气装置安装工程 母线装置施工及验收规范》要求,压接管最大对边距应不大于27.91 mm,该压接管最小对边距大于标准要求的最大值。说明压接管塑性变形程度较小,管内壁与导线未紧密贴合。
在距离线路侧断口200 mm处截取3根长度约为300 mm的钢芯,分别编号为试样1~3,对试样1~3进行拉伸试验,结果如表2所示。由表2可知:钢芯的抗拉强度满足GB/T 17937—2009 《电工用铝包钢线》的要求。
| 试样编号 | 抗拉强度 | 标准值 |
|---|---|---|
| 1 | 1 321 | ≥1 310 |
| 2 | 1 343 | |
| 3 | 1 318 |
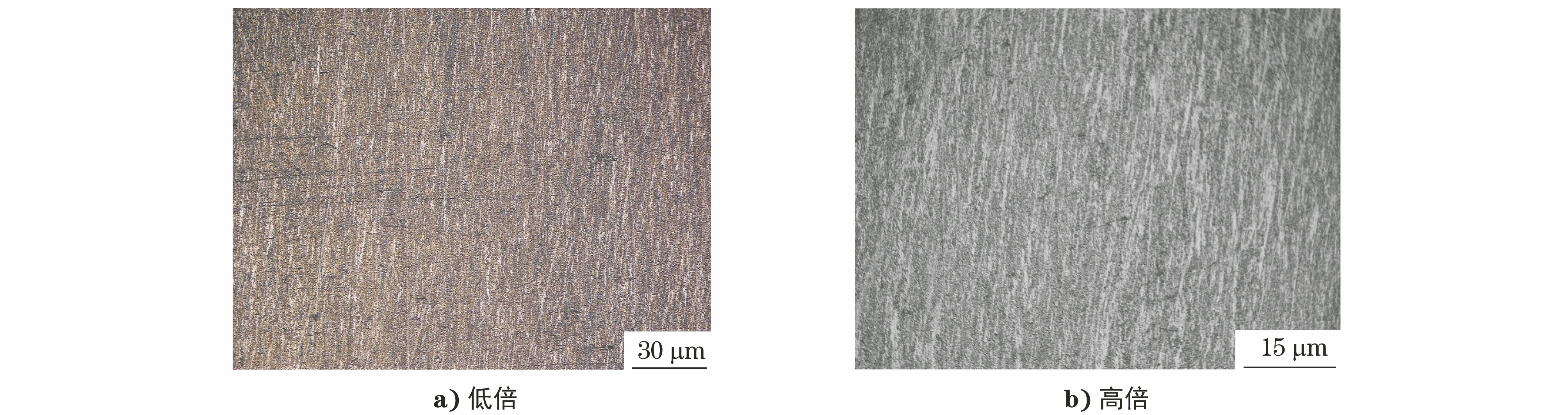
图6为铁塔侧钢芯断口纵截面的显微组织形貌。由图6可知:钢芯的组织为铁素体+珠光体,未发现明显的微观缺陷及超标夹杂物,断口附近晶粒因受到拉伸作用而呈纤维状。说明断口附近金属在断裂前受到较大的拉应力而发生塑性变形。
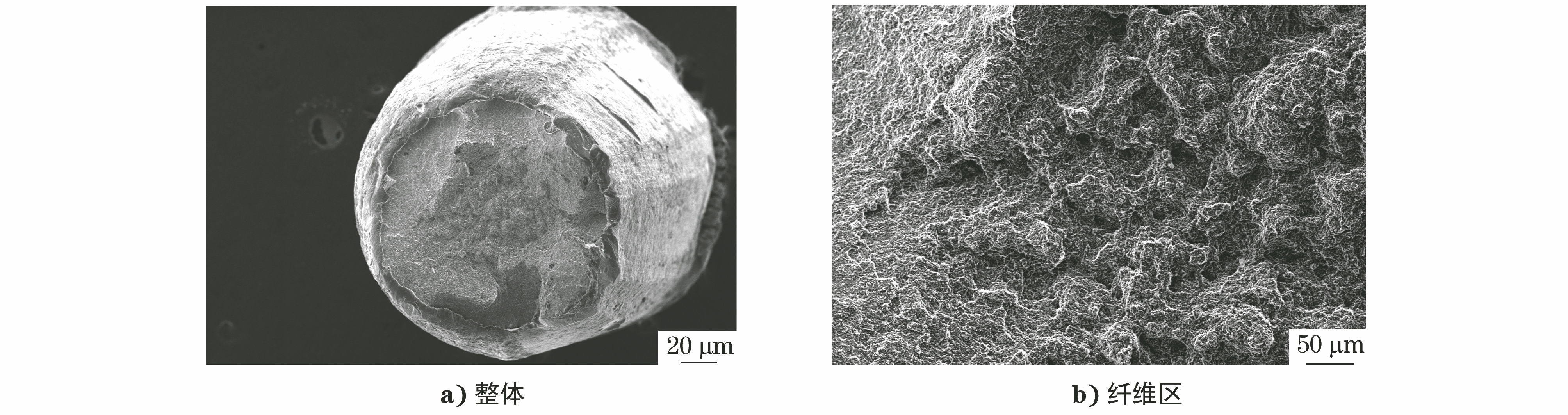
铁塔侧钢芯断口的SEM形貌如图7所示。由图7可知:钢芯单丝中部断口呈杯锥状,断口底部的初始断裂区呈韧性断裂特征,视野内可见的韧窝基本为等轴韧窝;由中心向四周可见明显的纤维区、放射区和剪切唇区[1]。断口呈正向拉伸断裂特征。
铁塔侧铝线及钢芯断口具有明显的颈缩等塑性变形区域,说明其为拉伸应力作用下的塑性断口,并且铝线表层存在烧灼痕迹,部分铝线烧灼程度较严重,基本处于烧断状态,钢芯断口表面存在黑色氧化铁。说明导线和压接管在断裂前局部温度过高,使得外层铝导线局部烧融,承受载荷的横截面积变小。温度升高导致导线的抗拉强度大幅下降,无法承载正常运行所需的张力,最终导致导线断裂。
线路侧导线断口存在烧灼、熔化、黏连等痕迹,未见明显塑性变形或者颈缩等正向拉伸断口形貌,说明断裂时线路侧断口曾经产生强烈的电弧放电,致使断口部分金属熔化。
压接管内部靠铁塔侧导线位于未压接区,在导线拉断的瞬间会脱离压接管,而线路侧导线位于压接区,在断裂的瞬间,压紧力使导线继续与压接管连接,断裂后线夹在引流线的拉力、导线释放张力时的惯性双重作用下,盖板因无法承受导线运动带来的弯矩载荷而变形上翘,导致线路侧导线同时脱出压接管。压接管压接时塑性变形程度较小,管内壁与导线未能产生足够的塑性变形而紧密贴合,部分区域管壁与导线未直接接触,使得流通面积过小,接触电阻增大。压接管内壁及铁塔侧断口附近导线表面烧灼痕迹较轻,而线路侧导线断口存在严重的电弧烧伤熔化痕迹,两侧断口烧伤程度不一致,无法完全吻合,说明线路侧断口在断裂后产生了较为严重的电弧放电。
T型线夹压接部位内壁压痕深度过浅、间距过大、外壁横截面未形成正六边形、圆弧过长、对边距较大等,使得压接区域变形程度较小,压紧力不足,导致压接管内壁与铝线未充分接触,使导流面积过小;压模长度不足及管壁与导线接触面积变小,导致导流面积过小。铝线内部压接部位未涂抹导电脂,导线与压接管接触电阻过大,在运行时接触部位产生热能,使局部温度过高,铝线表面烧灼受损。当线路载荷增大时,局部温度进一步升高,导线的抗拉强度大幅下降,无法满足张力需求,最终导致线夹内部导线被拉断。
压接管的尺寸不满足要求,导致其与铝线的压紧力不足、导流面积变小,且铝线内部压接部位未涂抹导电脂,在运行时接触部位产生热能,铝线表面烧灼受损,导线的抗拉强度下降,在张力的作用下,导线最终发生断裂。
加强线路巡检,采用红外测温仪等专业的测温装置对线夹、压接管等重要部位进行测温,实时了解设备金具连接部位的发热情况,及时发现设备的异常缺陷。
加强安装质量控制,按照施工规范清洁线夹内壁及导线表面,并涂抹导电脂,严格控制T型线夹压接后压接管的对边距,以保证铝线与压接管充分接触。
排查线路侧断口附近的其他导线是否存在放电点,避免断裂导线放电时对其他导线造成隐形伤害。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号